龙门(单臂)刨床的软换向
2014-04-23张晋宏
张晋宏
(山西百一机械设备制造有限公司,山西 太原 030003)
龙门(单臂)刨床为提高工作效率,减少空程时间,这就要求工作台退刀时高速返回。高速运行换向时必然带来大的冲程。国家标准规定冲程距离不能大于410 mm。超过这一距离,为确保安全,应立即使工作台停止工作。为减少冲程,必然要提高减速和换向强度。这样,就会听到减速和换向时强烈的机械撞击声。机械传动装置的强烈碰撞和冲击使机械的磨损增大,缩短了机械的使用寿命。如何使龙门刨床工作台既开得快,又听不到减速和换向时的机械撞击声,这就是软换向。
1 传统的发电机—电动机机组调速的龙门(单臂)刨床的换向
传统采用的发电机—电动机机组进行调速的龙门(单臂)刨床,为了实现高速换向时相对平稳,是通过换向时在速度给定回路里串接可调电位器,减小速度给定来实现的。增大电位器的阻值,则换向平稳,越位增大;反之,则越位减小,换向撞击声增大。龙门(单臂)刨床工作时,操作工根据工作台速度的不同,反复调节电位器手柄,以达到换向撞击声相对小又不至于冲出越位距离。应该说,传统的发电机—电动机机组调速的龙门(单臂)刨床没有软换向的功能。
2 采用现代直流调速技术实现龙门(单臂)刨床软换向
采用现代可控硅双闭环直流调速系统进行龙门(单臂)刨床工作台的速度调节,可以实现真正意义上的软换向。笔者在对龙门(单臂)刨床进行电气改造的工程实践中,采用英国欧陆公司的全数字直流调速装置SSD 590+进行工作台的速度调节,实现了工作台高速平稳运行,减速和换向时几乎听不到机械撞击声。
2.1 动态控制减速时斜坡减速时间
龙门(单臂)刨床为了实现工作台高速软换向,换向前的减速是一个重要的环节。斜坡减速时间(ramp decel time)设置得过大,高速时的减速效果不明显,工作台会冲过去;斜坡减速时间设置的过小,工作台低速时踏上减速开关,会产生机械撞击声。
利用SSD 590 +调速系统的功能模块RAMPS 中的输出信号RAMPING(斜坡函数的输出值与速度给定值两者差值的绝对值大于可编程阈值RAMPING THRESH 时,RAMPING 置1)来动态切换斜坡减速时间,即可解决上述矛盾。当工作台低速踏上减速开关时,RAMPING 为0 状态,斜坡减速时间为一较大值;工作台高速踏上减速开关,RAMPING 置1,将斜坡减速时间切换为一较小值。这种动态控制斜坡减速时间的方法能保证工作台在任何速度下减速时既可有效减速,又不产生机械撞击声。相应的SSD 590 +编程功能图如图1 所示。
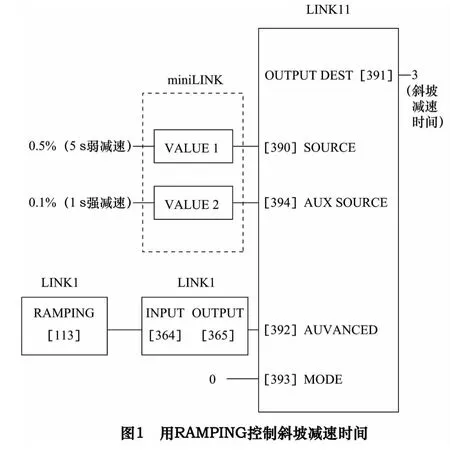
相应的驱动参数设置为:
VALUE 1[339]=0.50(可根据调试情况调整)
VALUE 2[340]=0.10(可根据调试情况调整)
INPUT SOURCE[364]=113
OUTPUT DEST[365]=392
INPUT SOURCE[390]=339
AUX INPUT SOURCE[394]=340
MODE[393]=0
OUTPUT DEST[391]=3
RAMPING THRESH[286]=30(可根据调试情况调整)
2.2 软换向
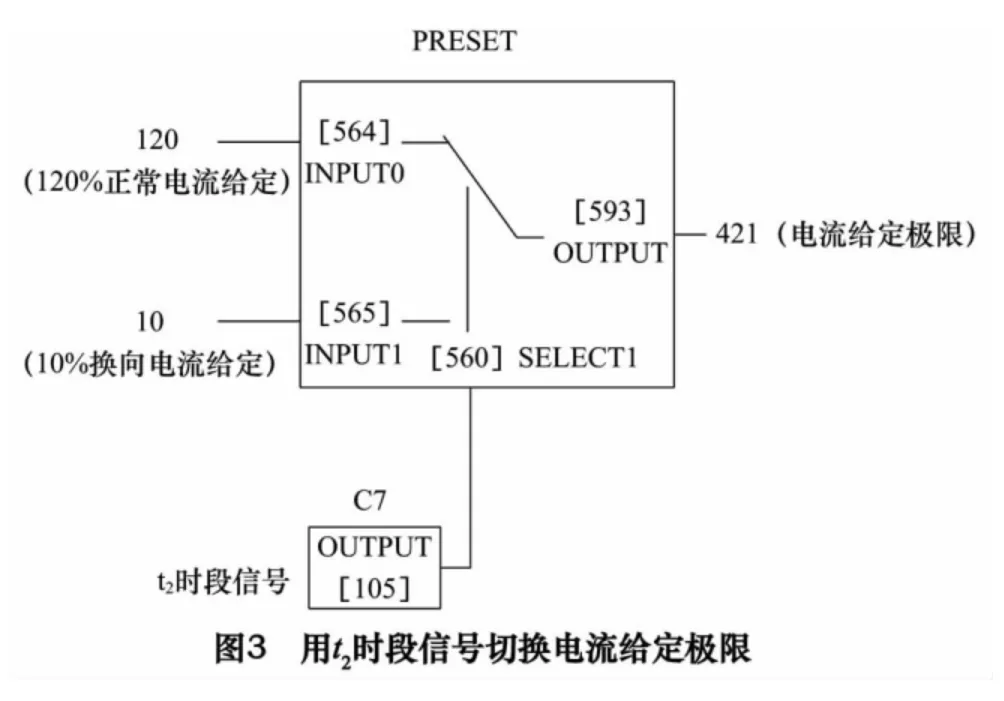
换向信号发出后,工作台由于惯性的作用继续向原方向运动。为了使工作台不冲出终端,在换向开始后的一个时段t1内,需要相对快地增大反向的速度给定值,即减小斜坡加速时间(ramp accel time)。当然,过小的斜坡加速时间会造成机械撞击声。t1时段一直要持续到齿轮脱开。随后,SSD 590 +恢复正常的斜坡加速时间。在紧接着开始的一个时段t2内,齿轮将开始反向啮合。为了尽量消除齿轮反向啮合时由于轮齿间隙造成的轮齿间的强烈碰撞,可以在齿轮转向反向啮合的这一段很短暂的时间t2里将电流给定极限(main curr.limit)降到很小,使电动机的输出转矩减小。t2时段一直要持续到齿轮完全反向啮合到位。t1时段和t2时段都是要严格控制的。t1时段短了,会使工作台的冲程增大,甚至冲出终端;t1时段长了,会出现齿轮啮合的撞击声。t2时段短了,也会出现齿轮啮合的撞击声;t2时段长了,会使换向过程不必要地延长。实际调试时,往往需要在PLC 程序中反复调整t1时段和t2时段,才能达到理想的效果。利用PLC 向SSD 590 +发出t1时段和t2时段信号,来切换斜坡加速时间和电流给定极限的SSD 590 +的编程功能图分别如图2 和图3 所示。
“生命认知”调查问卷包含前面修订后的BA量表和PDCA量表,以考察家长的来生观念和家长对亲子谈话的自我评估,及其他人口统计学信息,如儿童的姓名、性别、生日,家长的性别、年龄、学历、职业、宗教信仰等。

相应的驱动参数设置为:
VALUE 3[341]=0.50(可根据调试情况调整)
VALUE 4[342]=0.10(可根据调试情况调整)
OUTPUT[102]=397
INPUT SOURCE[395]=341
AUX INPUT SOURCE[399]=342
MODE[398]=0
OUTPUT DEST[396]=2
INPUT 0[564]=120.00(可根据调试情况调整)
INPUT 1[565]=10.00(可根据调试情况调整)
OUTPUT[105]=560
OUTPUT[593]=421
3 结语
采用现代全数字的可控硅双闭环直流调速装置进行龙门(单臂)刨床工作台的速度调节,从而实现软换向,可以使工作台高速运行时几乎没有机械撞击声。整个软换向过程通过自动控制实现,不需要操作工干预。龙门(单臂)刨床采用软换向技术,切削后可以高速返回,显著减少了空程时间,大大提高了龙门(单臂)刨床的工作效率;消除了机械碰撞和冲击,减少了减速箱的磨损,显著延长了机械的使用寿命。
若用交流变频调速系统进行龙门刨床工作台的速度调节,采用本文阐述的原理来实现软换向,相信会取得更好的效果。
[1]590+Series DC Digital Drive Product Manual[Z].2003.
[2]陈伯时.自动控制系统[M].北京:机械工业出版社,1980.