锅炉过热器三通焊接接头裂纹成因及处理
2014-04-20曲同良张忠文李新梅杜宝帅
曲同良,张忠文,李新梅,杜宝帅
(1.华电青岛发电有限公司,山东青岛266031;2.国网山东省电力公司电力科学研究院,山东济南250002)
锅炉过热器三通焊接接头裂纹成因及处理
曲同良1,张忠文2,李新梅2,杜宝帅2
(1.华电青岛发电有限公司,山东青岛266031;2.国网山东省电力公司电力科学研究院,山东济南250002)
分析某300 MW锅炉过热器集箱三通焊接接头裂纹形成的原因,主要是机组启停时结构应力所致;根据结构形式和缺陷情况,提出合理的裂纹焊接修复技术措施并成功地实现了修复,为该类部件缺陷修复积累了参考依据。
集箱三通;焊接接头;裂纹;失效分析;焊接工艺
0 引言
由于机组运行状况变化,机组启停频率增加,引起锅炉集箱三通频繁出现裂纹[1-2]。某电厂2号机组容量为300 MW,于1996年投运,累计运行约120 000 h后,其锅炉后屏过热器出口集箱和末级过热器入口集箱三通出现严重的裂纹缺陷,两集箱水平平行布置,由倒“U”型导管与两三通支管连接,三通支管与导管焊接接头的结构形式如图1所示。导管和三通的材质分别为12Cr1MoV和ZG12Cr1MoV,导管的规格是D610 mm×80 mm,三通支管近接口处的规格为D630 mm×90 mm。

图1 三通支管与导管焊接接头结构
1 缺陷情况及原因分析
两个三通的裂纹均产生于三通支管与导管的焊接接头,开裂于接头支管一侧的熔合区,分布在与集箱轴线平行两侧,为环向裂纹,其中后屏过热器出口三通两侧分别开裂了1/2圆周和1/3圆周,裂纹最深处超过60 mm;末级过热器入口三通裂纹开裂程度与屏式过热器出口的基本一致,最深超过50 mm,如图2所示。
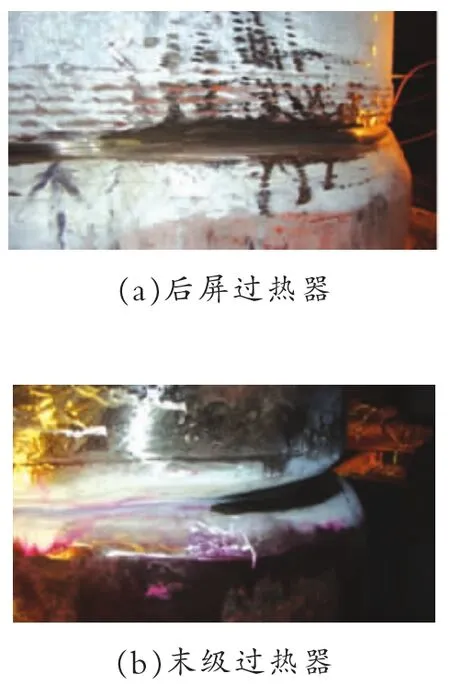
图2 三通焊接接头缺陷照片
由裂纹形态和分布看出,三通支管焊接接头上有一个垂直于支管轴线的往复作用力,分析认为该力是机组启停时因膨胀冷缩由导管作用于三通支管上的往复弯曲应力,由于与支管相接的导管垂直段较短,刚性较大,在三通支管根部形成了较大的水平弯曲应力,该力与集箱轴线垂直,首先在支管圆周上与集箱轴线平行的两侧产生裂纹并不断扩展;同时由于三通支管与导管壁厚不一致,支管与焊缝之间采取了60°角度的过渡处理,使得支管侧焊接熔合区产生很大的应力集中,加剧了裂纹的形成与扩展。因此需要对导管进行改造,并减少支管与焊缝之间的过渡角度。
2 修复工艺
2.1 坡口处理
采用角向磨光机和金属旋转锉等工具沿裂纹走向清除裂纹,当裂纹较深时,加大焊缝一侧的坡口角度继续沿厚度方向消除裂纹。
裂纹清除过程中必须跟踪裂纹在壁厚方向的位置,不断测量打磨的最深深度,接近内壁时应仔细打磨以防磨穿,过程中肉眼无法辨认裂纹时应着色跟踪检验确认裂纹的走向,直至裂纹完全清除。
坡口形式选择组合式坡口,焊缝侧修磨成半“V”形,坡口角度35°~45°;阀门侧修磨成半“U”形,坡口角度10°~15°,根部圆弧半径5~10 mm。
清除坡口面和坡口边缘外表面15~20 mm范围的铁锈、油污并露出金属光泽,着色检测没有裂纹等缺陷存在。
2.2 焊接工艺要求
焊接方法为焊条电弧焊,焊条型号E5515-B2-V,直径2.5 mm和3.2 mm。焊条应具有厂家提供的合格证明并按焊条说明书严格烘干。
焊接规范为直径2.5 mm焊条电流100~120 A,直径3.2 mm焊条电流120~140A;电弧电压20~24V。每道焊道厚度不大于焊条直径2 mm。
焊接前采用电阻加热方法预热250℃保温2 h,焊接层间温度250~300℃。热电偶测温点位于坡口边缘,坡口内使用远红外温度仪监测温度。
焊接时由两个焊工同时对称施焊,保证焊缝与母材、焊缝与焊缝熔合良好,清渣彻底,严禁在坡口以外引熄弧。
通过焊缝表面形成一过渡斜面,使三通支管与导管表面呈20°~30°过渡斜面,将未进行修复的原焊缝段表面采取同样形式进行过渡。
焊缝外观质量标准应符合DL/T869—2012中的要求[3]。
焊后采用电阻加热方法立即将焊接接头进行高温回火处理[4],热处理曲线如图3,300℃以下升降温速度可不控制。要求分区控制,焊缝设两个热电偶测温点,其余各区至少设一个热电偶测温点。
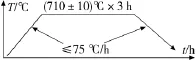
图3 焊后热处理
3 结语
分析了集箱三通和支管的结构形式和缺陷情况,认为三通支管刚性较大,在根部形成了较大的水平弯曲应力,并且与导管壁厚不一致,使得支管侧焊接熔合区应力集中,加剧了裂纹的形成与扩展。通过对导管结构进行改造,减少支管和焊缝之间的过渡角度,提出合理的焊接修复工艺,完成了部件修复,保证了机组安全稳定运行和电厂按期正常发电。
[1]郑相锋,冯砚厅,李文彬等.300 MW电站锅炉高温过热器集箱出口三通焊接修复[J].焊接技术,2011,40(7):54-56.
[2]李晓东,翟军.600 MW锅炉末级过热器进口集箱三通与连通管对接焊缝裂纹分析与治理[J].装备制造,2009(9):160-164.
[3]DL/T 869—2012火力发电厂焊接技术规程[S].
[4]DL/T 819—2010火力发电厂焊接热处理技术规程[S].
Cause of Cracks and Treatment Measures of Tee Welded Joints for Boiler Superheater
Formation mechanisms of weld joint cracks in the tees of a 300 MW boiler were analyzed.Results showed that the occurrence of cracking was due to the high level structural stress formed during startup and shutdown of the unit.Welding repair procedure was proposed and carried out successfully according to the structure and defects of the component.The proposed failure analysis and repair technique could be referred to other components with similar defects.
collecting box tee;welded joint;crack;failure analysis;welding technology
TG47
:B
:1007-9904(2014)05-0064-02
2014-06-30
曲同良(1963—),男,工程师,主要从事电站锅炉技术管理及金属监督工作。
