广西大新锰矿选矿厂旧线破碎系统技改实践
2014-04-20黄珠雷邓庆玲杨忠伟李建军
黄珠雷,邓庆玲,杨忠伟,李建军
(1. 广西大锰锰业有限公司,广西 南宁 530029;2. 中信大锰矿业有限责任公司 天等锰矿分公司,广西 天等 532807)
中信大锰矿业有限责任公司(以下简称:中信大锰)大新锰矿分公司选矿厂旧线主要处理锰矿石,1992年投产,设计处理能力30万t/a,随着公司锰盐深加工能力的迅速扩大,原有产能已不能满足公司发展的需求;选矿厂旧线生产设备经多年运行,设备老化严重,破碎效率低,能耗偏高,产能偏低,加强技术改造和设备更新已迫在眉睫[1]。针对该情况中信大锰于2009年9月对该生产线进行改造,近3年的生产实践表明,该工艺提高了产能和破碎效率,降低能耗的同时改善了工作环境,经济效益显著。
1 破碎工艺技改前后状况
1.1 原工艺流程及设备状况
破碎工艺采用三段一闭路流程,粗破用PE0609型颚式破碎机,中碎用PYT-B1217圆锥破碎机,预先筛分振动筛用2YA1530型振动筛,细碎用PYT-Z1217圆锥破碎机,检查筛分振动筛用2YA1530型振动筛,筛下产品粒度为-24~7 mm和-7 mm。原破碎工艺见图1。
原粗破、中碎、细碎设备使用近18年,设备老化严重,性能落后,产能低下,破碎效率低,造成循环负荷大;装机容量大,能耗偏高,效率低下;颚式破碎机地脚螺杆断裂,运行时震动大,噪音大;弹簧式圆锥破碎机维修耗时长;2YA1530振动筛筛分效率低;原有运输皮带窄,掉矿严重;原有除尘系统老化,除尘效果差,车间内粉尘含量超标,危害职工健康。
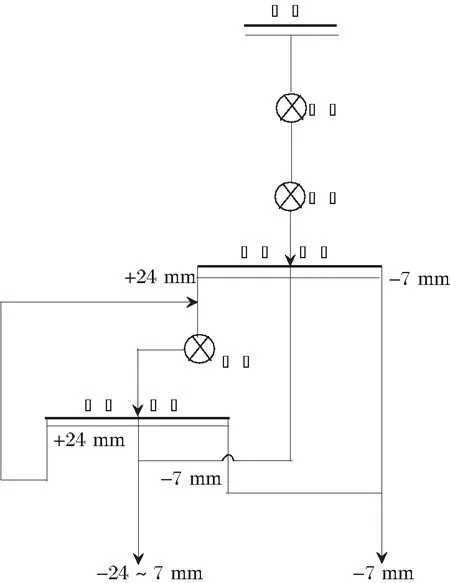
图1 破碎系统工艺流程
针对以上问题,技术改造在不改变原工艺流程结构的前提下,主要进行设备更新。选择性能优良、破碎效率高的设备,在产能达到50万t/a的同时兼顾降低能耗。
1.2 设备的选择及技术改造实施
1) 设备选择
通过中信大锰多年的生产实践,参考美卓矿机公司及山特维克公司提供的技术资料,结合中信大锰公司矿石性质,最终选择了美卓公司C80型颚式破碎机,美卓GP100S型圆锥破碎机,美卓HP100型圆锥破碎机,山特维克LF1850振动筛,2台PPSC-32除尘器。技术改造选择的主要设备参数见下表1。
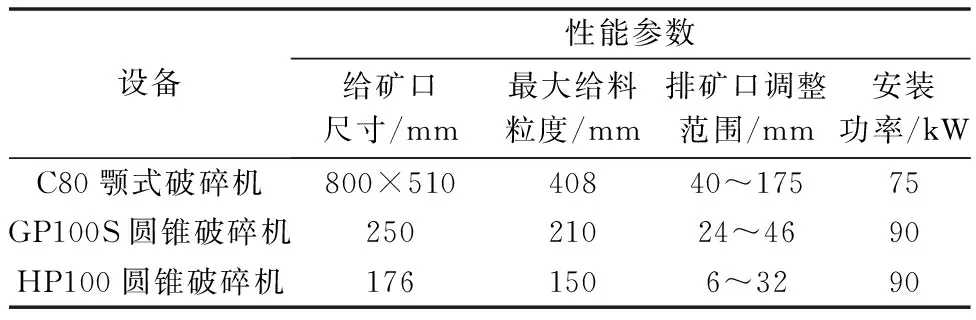
表1 主要设备性能参数
2) 破碎工艺技术条件确定
根据设备技术参数,改造后要满足50万t/a处理能力和降低能耗的要求,设计总破碎比为64,其中粗破段破碎比为3.5,中碎段破碎比为3.5,细碎段破碎比约为5.2。
2 技术改造前后经济指标分析
经过近3年的生产实践证明,技术改造后工艺可行,达到了预期目的,经济效益良好。对技术改造前后指标进行了如下比较。
1) 美卓矿机破碎机重量轻,体积小,运行平稳,生产能力大,破碎能耗低[2];结构紧凑合理,易于维修;排矿口可根据需要随时调节,确保破碎产品粒度达到要求。
2) 山特维克振动筛重量轻,结构简单,运行噪音小,减震效果好,筛分效率高,易于操作和维护[3]。
3) 破碎、筛分效率高,投产后检测,筛分效率为84%;循环负荷从技术改造前的110%减少到技术改造后的87%;改造前后中碎样筛析数据对照表见表2。
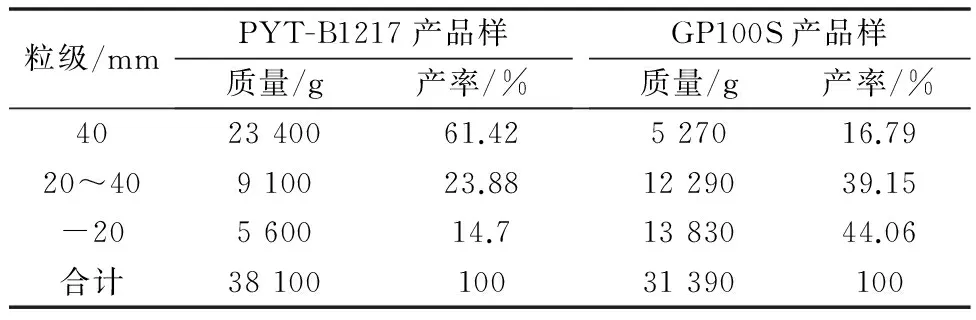
表2 改造前后中碎样筛析数据对照
从表2可知,美卓GP100S圆锥破碎机产品中-40 mm粒级所占比例为83.21%,其中-20 mm粒级所占比例为44.06%,PYT-B1217圆锥破碎机与之对应的产率分别为38.58%和14.7%,差别明显。
改造前后细碎样筛析数据对照见表3。

表3 改造前后细碎样筛析数据对照
从表3可知,美卓HP100圆锥破碎机产品粒度全部为-40 mm,其中-20 mm粒级所占比例为70.23%,PYT-Z1217圆锥破碎机产品中-40 mm粒级为83.21%,其中-20 mm粒级所占比例为44.06%,差别较大。
4) PPSC-32除尘器运行良好,有效降低了粉尘浓度,改善了作业环境。
技改后破碎系统装机容量减少40 kW,产能由30万t/a提高至50万t/a,生产成本减少0.77元/t,按年处理原矿50万t计算,年可降低生产成本38.5万元。
3 结 语
中信大锰对大新锰矿分公司选矿厂旧线进行改造,是在沿用原有工艺流程的基础上,通过设备更新而实现。改造完成后中碎产品中合格粒级所占比例约为60%,细碎产品中合格粒级所占比例为79%,筛分效率为84%;产能提高到50万t/a,生产成本减少了0.77元/t,改善了作业环境,取得了不错的经济效益。
参考文献:
[1] 刘作泳.广西氧化锰矿选矿工作的回顾[J].中国锰业,1999,17(3):21-26.
[2] 韩耀琴.GP300、HP400圆锥破碎机在宜春钽铌矿选厂的应用分析[J].矿山机械,2010,38(4):63-65.
[3] 荣国强,董耀暄.山特维克LF系列直线振动筛的特点及其在中国矿业领域中的应用[J].中国矿业,2009,18:424-426.