船用柴油机配气相位检查与调整
2014-04-14张日林梁东卓
张日林 梁东卓
摘 要:控制内燃机进、排气过程的时间必须正确无误,否则对内燃机的性能影响很大。内燃机在组装或修理后必须对配气相位进行相检查与调整,否则无法保证内燃机的功率和效率。
关健词:配气相位 气门间隙 上止点
配气相位是指控制内燃机进、排气过程的时间必须正确无误,否则对内燃机的性能影响很大,甚至可造成气门与活塞撞击、挺杆弯曲和摇臂断裂等事故,因此每当重装气盖后,都必须对气门间隙进行调整;对经过大修或整机解体后重新组装过的内燃机都要检查配气相位,否则会影响内燃机正常工作,严重时会造成机损事件,所以我们特别重视配气相位的检查和调整。
配气相位的调整
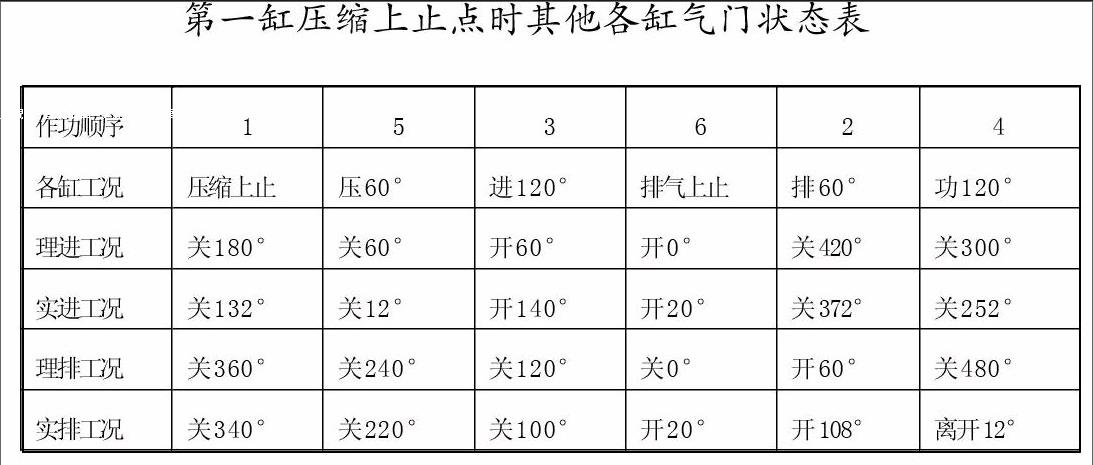
以6135AG型柴油机为例(进气门提前20°开、滞后48°关;排气门提前48°开、滞后20°关;工作顺序为1-5-3-6-2-4间隔120°、工作周期720°、气门理论关闭角度为540°)分析第一缸压缩上止点时其他各缸气门的关闭情况:
从上表可知第一缸取于压缩上止点时,一缸进排气门、二缸进气门、三缸排气门、四缸进气门、五缸排气门共六个气门取于关闭状态,且有足够的关闭裕量,可以调整六个气门的气门间隙;对于四缸排气门、五缸进气门从理论分析来说是取于关闭状态可以调整气门间隙,从上表可知四缸排气门离开只差12°而五缸进气门刚关12°是一个工作周期的1/60,曲轴旋转一周的1/30,在寻找压缩上止点时难免会产生一点误差,假如在上止点前12°时五缸的进气门就没有关闭,在一缸压缩上止点后12°时四缸的排气门已经开启,这两个气门的关闭没有足够的裕量,所以不调整气门间隙。按工作方向旋转曲轴一周,此时一缸取于排气上止点进排气门都开启;二缸排气门、三缸进气门、四缸排气门、五缸进气门、六缸进排气门共六个气门取于关闭状态且具有足够的裕量,可以调整这六个气门的气门间隙,两次就可以调完整台机的气门间隙,把这种方法称为“二次调法”。“二次调法”仅要找一次压缩上止点然后按工作方向旋转曲轴一周,就可调完所有的气门间隙,但对初学者难以判断各缸气门的状态,从上面的分析我们可以总结如下:第一缸压缩上止点时,从前端往后看首缸调进排两个气门、单缸调排气门、双缸调进气门、尾缸不调;按工作方向旋转曲轴一周,从后端往前看,也是首缸调进排两个气门、单缸调排气门、双缸调进气门、尾缸不调。这样可以得到一个结论“首调尾不调,单排双进”很容易知道每一次该调那些气门。不象“逐缸调法” 需多次找压缩上止点和多次旋转曲轴,减少工作量大大提高效率,很有实用价值。
配气相位的检查
配气相位的正时是靠定时齿轮来保证配气凸轮轴与曲轴的相对安装位置,对于末拆过正时齿轮或末见齿轮面明显磨损时一般不需检查,否则需进行配气位检查,检查前用“逐缸调法”调好各缸的气门间隙,首先找到首缸压缩上止点,然后逆工作方向旋转曲轴退回一个大于进气门提前开启角度,用千分表的触头放到尾缸进气门间隙调整螺栓上,顺工作方向旋转曲轴,当千分表动时,观查首缸压缩上止点前的角度与进气门开启提前角是否符合要求。否则需要检查正时齿轮安装‘记号是否对准,曲轴的前轴和输出法兰安装是否正确;另一方面检查齿轮间的间隙是否在允许范围内,过大时更换磨损的齿轮,安装齿轮时‘记号一定对准,它是配气正时的必要条件,但不是充分条件。
内燃机在组装或修理后必须对配气相位进行相检查与调整,配气相位的检查与调整:首先确保正时齿轮室的正时齿轮与其它齿轮对‘记号安装;其次就是进、排气门间隙的调整,气门间隙过大过小都会影响内燃机配气相位的正时,同时无法保证内燃机的功率和效率,严重时会使内燃机无法工作。
(第一作者单位:南宁航道管理局)
