T6925/1镗铣床主轴变挡故障分析
2014-04-09葫芦岛滨海水电大件制造有限责任公司辽宁125004张顺廷
葫芦岛滨海水电大件制造有限责任公司(辽宁 125004)张顺廷
1.存在的问题
更换新的T6925/1镗铣床烧损的75kW主轴直流主电动机后,根据主轴驱动装置6RA27安装要求,更换电动机及装置主板时,必须对装置各挡进行优化处理。在主轴变挡时,主轴出现不能变挡故障。在检查主轴不能变挡原因时,发现主轴箱内无润滑油。添加润滑油后,在变挡过程中,出现变挡电磁阀YV2上的电磁铁KA5冒烟烧损。拆解、清洗电磁阀、更换电磁铁后,主轴变挡时,主轴仍出现不能变挡或乱挡故障。
2.查找主轴75kW直流主电动机烧损原因
主轴启动时,主轴电动机转子内突然出现冒火故障。用ZC25—3型兆欧表 (500V,1~500MΩ)检查,发现主轴电动机转子对地短路,电动机无法使用。
检查主轴驱动装置6RA27,装置输出的电动机电枢电压、电流;励磁电压、电流;测速机反馈电压均在正常范围内,说明驱动装置6RA27无故障。
分析、总结电动机烧损原因:①电动机质量问题。②电动机使用寿命问题。③电动机风冷却,空气湿度太大问题。最后电动机烧损定性为,由于本地区处于海边,近几天,天气闷热,特别潮湿,是造成75kW电动机转子对地短路主要原因。可以增加设施,将75kW电动机密封到一个足够大空间,内部增设一台除湿机,将空气中的水分除去,这样可有效保护75kW电动机,防止电动机烧损故障。
3.查找主轴不能变挡或乱挡故障
(1)电气方面查找。主轴共有4个变速挡位。通过2个电磁铁KA3、KA5通断,控制2个二位四通电磁阀 YV1、YV2(见附图),型号:24D—10,达到控制2个液压变挡液压缸。当变速液压缸杆压到2个限位开关时,变速已变好,进而实现主轴变挡目的。电磁铁KA4、KA6运行状态是点动得电,推动电磁阀内阀芯,使电磁阀复位,防止电磁阀阀芯锈蚀、卡阻。
检查主轴变挡开关,4挡位触点是否接触良好;PLC电气控制电路中输入、输出站点显示,电压及逻辑控制关系等方面是否正确,通过检查都正确,未发现问题。

二位四通电磁阀YV1、YV2
检查变挡时,2个限位开关常开、常闭触点接触是否良好,检查无误,未发现问题。
变挡时,要求主轴驱动装置6RA27带动75kW电动机以点动速度50r/min运行,便于主轴箱内齿轮相互啮合。检查时,动作顺序都有 (见附表),说明电气逻辑控制正确。
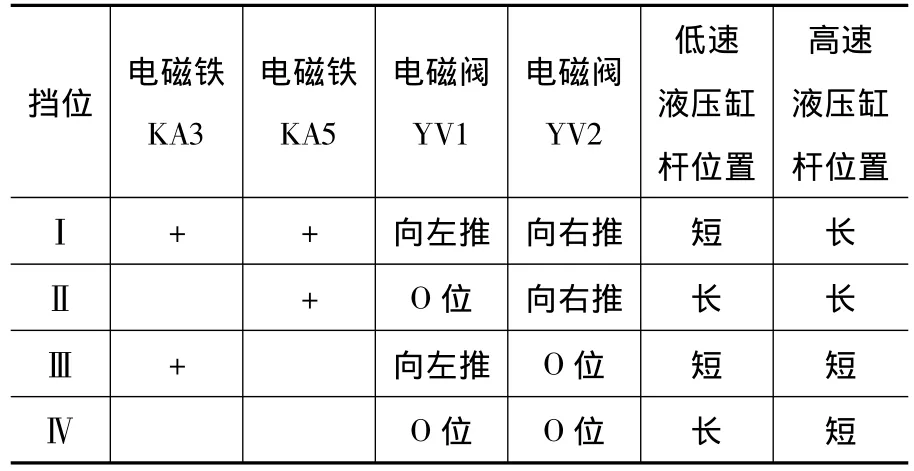
主轴变挡液压元件动作顺序表
以上检查说明主轴变挡故障,电气方面未发现故障原因。
(2)液压方面查找。在检查主轴不能变挡时,发现主轴箱内无润滑油。润滑油供给主轴箱齿轮润滑、变挡;滑枕、主轴箱夹紧;滑枕静压及运行中部件冷却等作用。添加润滑油后,将各润滑点油压调整到1~2MPa合适范围内,主轴变挡仍无法恢复。
加满润滑油后,主轴变挡时,主轴仍出现不能变挡或乱挡现象,同时电磁阀YV2上的KA5电磁铁冒烟烧损。查找原因是:T6925/1镗铣床近1个月一直在主轴Ⅲ挡位置运行,电磁阀YV2上的电磁铁KA5无电压,不动作。由于夏天气候原因,电磁阀内的阀芯锈蚀卡阻,交流~220V电压供电给磁铁线圈,产生的吸力不能推动电磁阀YV2阀芯。电磁铁铁芯因受阻,电磁铁阻抗小、电流大而冒烟被烧损。
拆解电磁阀 YV2、更换电磁铁KA5,用砂纸、煤油处理电磁阀YV2。电磁阀安装后,主轴挡位出现Ⅰ、Ⅱ挡变挡正确,Ⅲ、Ⅳ挡变挡不对。对调电磁阀YV2上的2个电磁铁电源线后,出现Ⅰ挡是Ⅲ挡转速,Ⅱ挡是Ⅳ挡转速,镗铣床无法正常运行。
经过研究、分析,电磁阀、主轴变挡液压油路及主轴变挡原理,发现电磁阀YV2内部阀件维修安装时出了问题。电磁阀内部只有一根弹簧,它与电磁阀YV1内部弹簧位置恰好相反。当时维修人员没有标记阀内弹簧位置,根据经验、参考电磁阀YV1连接方法,安装了电磁阀YV2。由于电磁阀YV2弹簧装反,导致主轴变挡出现乱挡故障。重新正确安装电磁阀YV2弹簧后,主轴不能变挡或乱挡故障排除。
注意事项:①在修理电磁阀时,电磁铁行程是有要求的。原电磁铁行程是7mm,如果错误地更换行程为5mm电磁铁,造成安装后电磁铁内部响声较大,时间长,会烧损电磁铁。②安装短的电磁阀阀内顶杆,阀芯没有推到位,变挡油路不正确,也会造成主轴乱挡故障。
