电子放大镜在电火花精密加工中的应用
2014-04-09山东鲁南机床有限公司滕州277500李玉军
山东鲁南机床有限公司(滕州 277500) 赵 峰 李 艳 李玉军
在机械加工中,电子放大镜可作为辅助工具对机床加工精度进行测量。我公司将电子放大镜与机床系统相结合,在电火花喷孔加工中通过电子放大镜对其各项精度指标进行检测。该套放大调整仪结构简单,使用方便,在喷孔加工的各个环节都可应用到。
1.电极电子调整仪的组成及工作原理
该电极电子调整仪由3部分组成:电子放大镜、十字刻线发生器和液晶显示器。通过机床面板上的旋钮开关,可进行机床操作界面与光学显微界面的切换,实现电极丝偏摆调整、尺寸的检测和机械精度的在线调整。
电子放大镜由摄像头 (含220V电源线和VGA线)、光学镜头和对焦调整机构等组成;十字刻线发生器由单片机控制板、功能调整按键、VIDEO视频连接线、VGA接口及5V电源组成。其中,单片机控制板将由软件写入带有刻度的十字线与摄像机的图像信号混合输出给显示器,该十字线宽为一个像素点,通过按键COLOR选择具有7种颜色的显示功能,两组十字线通过LINETYPE功能按键选择,分别可上下左右平移;液晶显示器为15in(1in=25.4mm)4∶3标准屏液晶显示器。电子调整仪的显示界面与机床操作界面可通过转换开关进行界面转换。
其工作原理如图1所示,通过对焦调整机构调整电子放大镜焦距,得到清晰放大的电子物体图像,通过VIDEO信号线传给十字刻线发生器,十字刻线发生器在原图像的基础上叠加水平线、垂直线和尺寸刻度线,经VGA视频连接线输出到显示器上,在显示器上显示的物体图像经过刻度尺测量换算得出实际尺寸,同时也可用于产品质量的检测、机床设备精度的调整等。放大倍数=光学镜头放大倍数×摄像显示器的倍数。
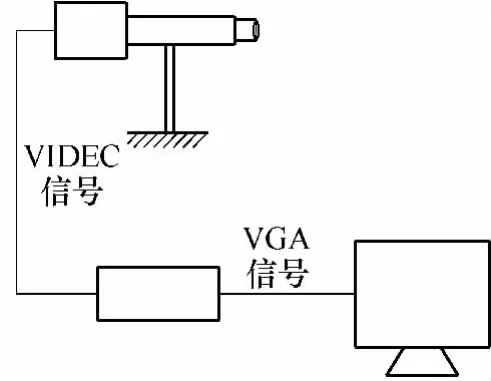
图1
2.电极电子调整仪在电火花喷孔钻床上的应用
(1)电极跳动调整。当机床各轴位置准备就绪,将电子放大镜安装在工作台支架上,连接好信号线与电源线,面板上电极校正旋钮打到“ON”状态。其原理是通过倍率的放大,将跳动幅度放大,通过铜锤敲击上夹头来减少电极丝跳动,重复该操作直至电极丝无跳动。如图2所示,具体操作过程是:①将电子放大镜支在工作台上,对准电极丝部位,连接好电源线与信号线。②将面板上电极校正波段开关旋到“ON”一端,主轴速度打到50r/min挡位,按主轴启停键使主轴旋转。③按下十字线发生器开关,显示屏上出现清晰的刻度线。④打开工作台上工作灯,调整主轴位置及电子放大镜位置,直到看见清晰放大的电极丝,将倍率放大到最大。⑤在电极丝跳动最大处,按主轴启停键使主轴停止跳动。⑥拿木柄锤或铜锤反方向敲击主轴卡头部位,重复调整,直至将电极丝调整到无跳动。
(2)上下轴中心线位置调整。在保证电极无跳动的情况下,需对上下轴中心线进行偏移调整,也可以利用电极电子调整仪进行调正。
使电极丝从上轴垂直穿过下轴工装,调节放大镜位置至呈像最清晰,工装心轴φ2mm端面在显示屏上满圆呈现。通过手持单元旋转C轴,检查C向是否有跳动现象,若有,敲击调整工装直至无跳动。这时,如图3所示,以工装心轴φ2mm端面为基准,电极丝中心为参考,可对上轴中心进行偏移调整,根据屏幕上刻度线尺寸进行偏移量计算。上轴Z外侧有两个调整螺钉,分别调整两个方向,通过两个螺钉来调整上轴中心线的位置。

图2

图3
(3)检测加工孔。当孔加工完毕,为便于检查孔的尺寸、加工位置度及孔型等参数,也可在机床上通过电极电子调整仪完成检测。如图4所示,摆动轴位置使喷油嘴上微孔处于水平位置,支好电子调整仪,调整放大镜焦距及前后位置至微孔清晰呈现在显示器上,读刻度值经换算可得出微孔的尺寸及孔的圆度,如图5所示,可轻松计算出加工孔的尺寸,辨别孔的边缘整齐度及孔型。为了一些特殊的加工状态监测,通过视频显示转换,还可对其加工状态进行监测,如观察放电火花的形状及加工过程中的放电形式。

图4

图5
3.结语
该套电极电子调整仪可进行机床加工精度的精细调整、加工件的状态显示、加工孔的精度测量及加工过程的实时监测,提高了电火花加工机床的精密程度。该设备还可以作为一个独立的构成装置应用于其他微细精密加工中,其应用开拓了国内对新的加工测试手段的尝试。
