基于FANUC系统的无线对刀仪实现一键自动对刀
2014-04-06毕忠梁
毕忠梁
(安庆职业技术学院机电系,安徽 安庆 246003)
1 课题的提出
目前,在中高档数控机床上都配有自动对刀仪,可以实现自动对刀、自动刀具补偿。对经济型数控机床改造加装自动对刀仪不但能使经济型数控机床实现良好的自动化效果,而且价格相比高配要便宜很多。某公司批量生产一种球头零件,利用经济型数控车加工其球型部分。该机床数控系统为FANUC -0imate -TD。
加工过程并不复杂,但是由于该球头零件球型外表面尺寸精度较高,加工一段时间后,刀具磨损,造成尺寸超差。因此一般工人在加工一段时间后,必须停车测量工件外径,将超差值输入到系统磨耗补偿中,这样既耽误时间,又容易产生误差。如果更换刀片后,则需要重新对刀,对工人的要求也比较高。由于该公司工人操作水平普遍偏低,希望我院能帮其改造自动对刀系统,达到工人只需按面板上的一个按键即能完成自动补偿的效果。
在经济型数控机床上改造加装对刀仪的事例很多,传统对刀仪一般是有线的,通信电缆需要在机床上重新布线,改造较复杂。在这里,我们选择一种新式的无线对刀仪,利用这种对刀仪,无需重新布线,不影响原有的机床结构,简单易操作。
2 实施方案
2.1 自动对刀的原理
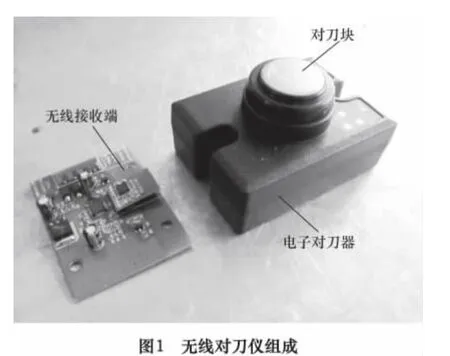
该无线对刀仪由电子对刀器和无线接收端组成,如图1 所示。当刀具移动碰到对刀器上的对刀块时,接通对刀仪内部开关,无线接收端与系统I/O 模块连接,无线接收端接收到接通信号后,发送给系统I/O 模块。系统接收到信号后,记录下当前刀具的机械坐标值,如果刀尖磨损或者更换了刀片,将坐标偏差输入至刀具补偿列表中,实现自动补偿。
如果系统开通了G36、G37 指令,那么就可以直接调用该指令实现自动刀具补偿,但是FanucMate 系统没有此功能,因此只能使用G31 跳过功能配合宏程序实现自动测量补偿量。G31 指令可以像G01 一样执行直线插补,在G31 执行过程中一旦外部信号输入(系统默认为X4.7),则G31 指令中断,此时记录下当前机床坐标值减去对刀位置点的坐标值,即为该刀具的长度补偿量,如图2 所示。

2.2 无线对刀仪的接线及安装
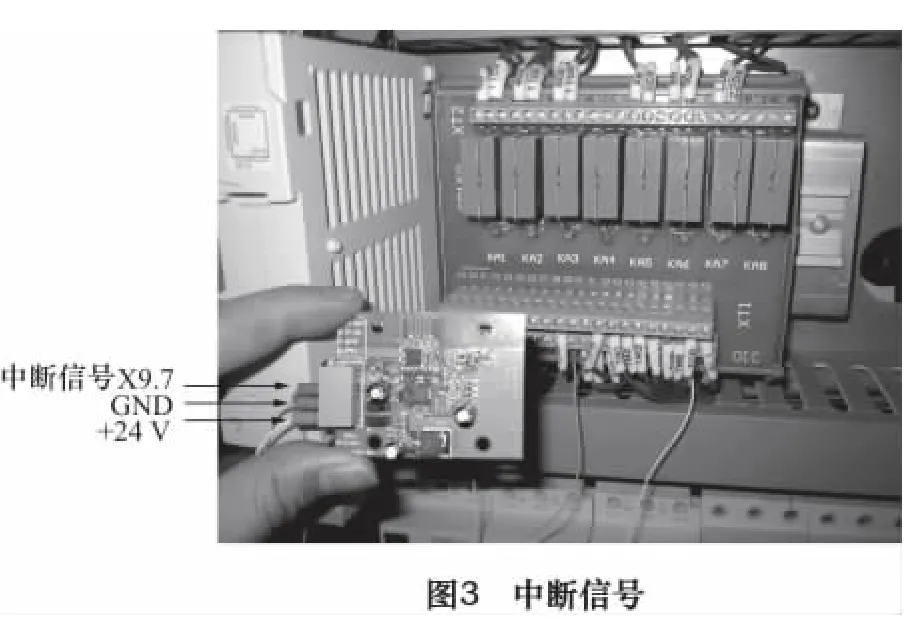
由于该零件加工时需要补偿的是X 方向的尺寸,因此对刀仪安装时对刀面要和Z 轴平行,考虑到方便,因此直接将其安装固定在尾座上,如图2 所示。按照G31 指令的要求,无线接收端的输入信号应接在PMC 输入信号X4.7 上。但是本机床PMC 由于输入信号点较少只有24 个输入点,机床厂家在定义输入信号时将输入信号地址分配给了X7~X9,而X4.7 未定义,如果重新分配I/O 地址,则相应的梯形图也要更改。为了尽可能使改造简单,我们直接使用G6.6 作为G31 指令的中断信号,定义PMC 上一个闲置的输入点X9.7 作为G6.6 的触发点。如图3 所示。这样,对刀时用G31 指令控制刀具向对刀仪移动,当对刀仪被压下时,无线接收端接收到信号,X9.7 闭合,G6.6 接通,G31 指令中断,通过宏程序系统变量#5061,记录下当前X 轴的坐标值,利用系统宏变量#2001 写入到刀具磨损偏置中即可。
2.3 对刀宏程序的编写
先通过手动对刀操作,测量出对刀位置点在机床坐标系中的坐标值H。本例中H=44.85 mm,则刀具长度补偿值=刀具刀位点位于对刀仪对刀点的坐标值-H。宏程序如下:
这样每次对刀时只要执行O9001 程序就可以了。但是按照企业的要求,希望能通过按面板上设定好的某个按键就能自动对刀,即按下机床面板上的一个按键就能调用该宏程序并自动运行。因此还要对该程序进行一键调用。
2.4 一键调用对刀宏程序
如果是FANUC-0i 系统可以选配宏程序的快捷调用功能,使用该功能可以直接利用宏调用信号MSCT1~MSCT16 直接启动O9000~O9015 这16 个宏程序。但是该机床同样没有这个功能,因此只能通过程序外部检索功能来实现一键调用宏程序。
要实现一键调用宏程序必须完成3 个步骤:在自动模式下检索9001 号宏程序,自动运行该宏程序,程序结束返回原加工程序。FANUC 系统外部检索程序号的方法很多,在这里因为原加工程序号和自动对刀宏程序号都已编好,所以检索的方法就相对简单了。
(1)检索对刀宏程序
首先程序停在加工程序上例如O1000,PMC 外部程序检索功能可以通过地址G24.0~G24.7 和G25.0~G25.5 共14 位信号检索到O0001~O9999 的程序号,且由G25.7 信号的下降沿启动检索,这里要检索的是O9001 程序。改造时利用机床操作面板上的一个闲置按键,地址为X22.7。当X22.7 按下接通后,PMC 将要检索的程序号,即9001 的二进制数写入G24 和G25 的#0~#5,再通过G25.7 启动检索。梯形图如图4 所示,D500 寄存器存放要检索的程序号,检索前先将9001 通过MDI 面板提前输入到D500 中,如果要检索其他程序直接修改D500 的值为要检索的程序号。
(2)自动运行宏程序
延时1 s 后,接通R500.7,R500.7 为自动运行程序的启动信号,将R500.7 并入启动信号ST(G7.2)中,当R500.7 接通后,对刀宏程序开始自动执行。
(3)对刀完成后返回原程序号
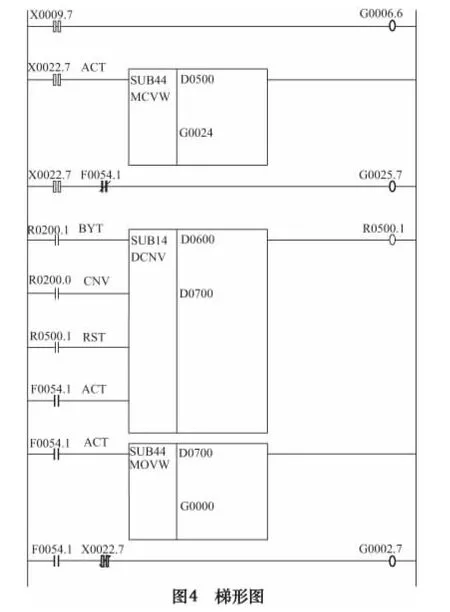
在对刀宏程序完成后,再次检索原加工程序号,并返回。这里使用外部数据检索功能的程序号检索实现。PMC 通过地址G0.0~0.7 和G1.0~G1.7 来设定要检索的程序号,通过ESTB(G2.7)用来读入外部输入的程序号,待程序M30 结束后,通过PMC 产生的RESET 信号,执行检索操作,返回原程序,梯形图如图4 所示。由于外部数据检索要求程序号必须是BCD码的形式,所以先对D600 中的程序号进行译码,将译码后的程序号存至D700 中,然后再写入至G0 和G1中,供G2.7 读入时使用。检索程序号的写入以及G2.7 信号的接通,由宏程序中#1101 变量(输出变量)控制,通过#1101 系统变量对应PMC 的F54.1 信号来启动检索。
3 结语
通过在加装对刀仪后的调试,重复对刀精度<6 μm,完全符合生产要求。整个改装过程未对机床结构做任何改动,改造成本约300 元左右,具有较高的经济性,同时大大降低了人为操作的对刀误差,提高了对刀的效率,同时也进一步提高了生产的自动化程度。
[1]唐宗军,黄继永.数控车床用自动对刀仪[J].机械工程师,2005(1):30 -32.
[2]徐海峰,李亨瑜.数控车床机内对刀装置[J].金属加工,2009(14):38 -41.
[3]贺永杰,刑军力.利用PMC 实现机床的程序检索和放错处理[J].机床电气,2010(5):10 -11.
[4]黄诗梅,产文良.基于宏程序的电子对刀仪在加工中心的应用[J],机床与液压,2011(10):58 -61.
[5]FANUC 车床系统/加工中心系统通用用户手册[Z].
[6]刘江,卢鹏程,许朝山.FANUC 数控系统PMC 编程[M].北京:高等教育出版社,2011.
