某套筒的精度检验及修复方法
2014-04-06王文剑谈文静
王文剑 闵 江 谈文静
(山东临沂金星机床有限公司,山东 临沂 276017)
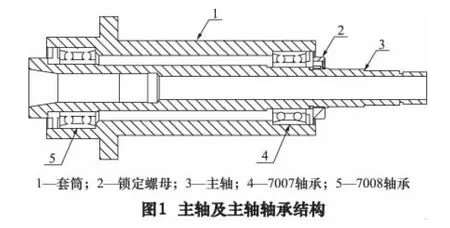
我公司有一种与美国合作开发的数控铣床,其主轴及主轴轴承结构如图1 所示。在实际生产中我们发现该主轴跳动不稳定,经常出现超差的问题。该总成结构为采用双列向心角接触球轴承,由YSR 锁定螺母单向拉紧。由装配图1 可看出,影响该主轴总成跳动的因素有:套筒的精度、主轴的精度和锁定螺母的精度。由于轴承的跳动相对来说较小,在此忽略不计。经拆开单独测量主轴,其跳动均在图纸要求范围内,锁定螺母采用的是YSR 牙腹锁紧,亦未发现异常。这样套筒便进入了我们的视线。该套筒结构如图2 所示。由于使用的是角接触向心球轴承,所以影响主轴跳动的有轴承孔的尺寸、两孔的同轴度,还有两孔内台阶与轴承孔的垂直度。经了解,该套筒内孔尺寸及同轴度已经过测量验证为合格,但内台阶因测量存在困难所以未进行验证(过孔φ55 mm,两头台阶宽度一边为3.5 mm,一边为6.5 mm,还包括倒角),只是了解加工工艺能够保证,但经目测观察发现台阶底部存在磨削不均的现象。
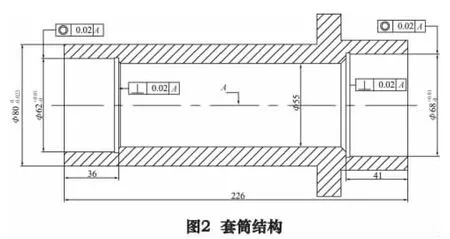
经过了解生产过程,该套筒φ62 mm、φ68 mm 两轴承孔及内台阶均在内锥孔磨床上磨出,使用外圆定位,采用两套中心架支撑(撑于φ80 mm 外圆处),两端轴承孔在磨削时一端推入1:1000 的锥度芯轴(带中心孔),将套筒外圆两头找平(相同尺寸),如图3 所示。
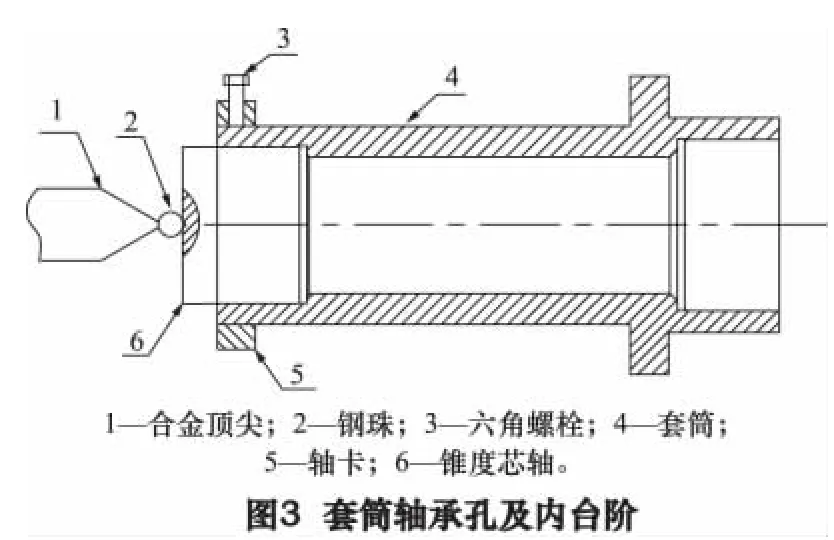
合金顶尖1 推入机床主轴内锥孔,其尖部修出一小平面;轴卡5 上有3 个六角螺栓,各挂一根强力弹簧向左拉紧,使套筒及锥度芯轴靠紧钢珠2,同时在机床主轴端部伸出一拨动轴与六角螺栓贴紧,以拨动套筒转动。
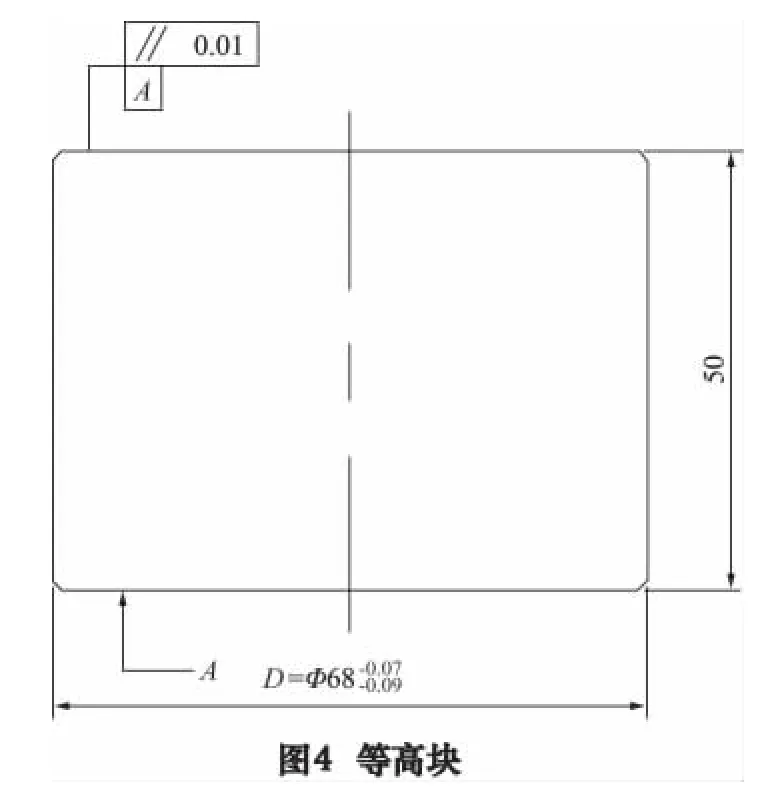
其加工过程为:砂轮将内孔磨出后用端面一次将内台阶磨出,故认为内孔与内台阶是垂直的。两轴承内孔用V 形铁架外圆量同轴度较好,进而猜想内台阶的垂直度有问题,因为它们分别垂直于内孔,那么它们之间的平行度也会有误差。基于此,我们为两端轴承孔做了两个等高块,其中一个如图4 所示,另一个轴承孔的等高块则为D=mm,将两等高块分别放入轴承孔内,然后将套筒竖起一侧平面放在平板上,用千分表测量上平面,其平行度为0.05 mm,远远大于图纸要求的精度。这样便找到了致使轴承跳动大的原因。
套筒不合格的地方找到了,但从其加工工艺来看应该是不存在问题的,因为在磨完内孔后接着将台阶磨出,属于一次装夹,应该是能保证两者的垂直度的。那问题出在哪里呢?
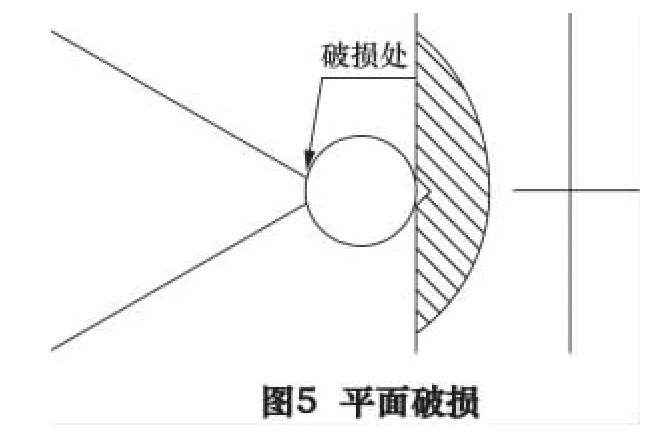
经分析,内台阶不垂直是在磨削的时候套筒产生了窜动,导致内台阶不是一个平面。经过仔细排查,发现合金顶尖端部小平面有一处破损(如图5),已经不是平面了,钢珠在上面旋转时产生了轴向窜动,故而带动套筒左右位移,从而使磨削内台阶时产生误差。
将合金顶尖平面修好后,按上述工艺要求将套筒重新进行修磨,测量结果为0.015 mm。将其组装后测量主轴为0.01 mm,符合要求。
