基于切削实验的螺旋槽丝锥设计与制造研究
2014-04-06杨林建徐化文殷佳琳周乐安
杨林建 徐化文 殷佳琳 周乐安
(①四川工程职业技术学院,四川 德阳 618000;②东方汽轮机集团公司,四川 德阳 618000)
螺纹刀具主要用于加工各种内外螺纹的专用工具,在机械加工领域使用广泛,需求量较大。螺纹刀具在国际刀具市场中占有重要地位,美国、德国、日本等发达国家的螺纹刀具年销售量约占刀具总销售额的25%左右,仅次于麻花钻(约30%)。近年来,随着切削加工条件的不断变化以及对高生产率的重视,对螺纹刀具的材料、表面状态和热处理、结构参数等提出了更高要求。
1 国外进口丝锥分析
1.1 国外丝锥材料分析
经调查和分析,国内外螺旋槽丝锥常用品牌有NORIS、DC、Titex、蓝帜等,其材料成分见表1。
通过材料成分分析和研究,可发现进口螺旋槽丝锥有的采用对焊结构,有的采用硬质合金制造,也有采用整体高速钢来制造的。刃部材料与高速钢材料对比,为M35(见表2),相当于我国W6Mo5Cr4V2Co5(又称M2Co5)。

表1 国外丝锥材料化学成分(%)

表2 M35 国际标准和国标主要化学成分(%)
1.2 热处理状态分析
分析内容包括刃部硬度、柄部硬度与金相组织。经检测,进口丝锥刃部硬度值与刀柄硬度值测试点见图1,金相检验结果见表3 及图2、3。

图1 进口丝锥刃部硬度与柄部硬度测试点

表3 进口丝锥金相检验结果

图2 刃部OM 照片

图3 柄部OM 照片
通过对进口丝锥材料分析,可得出设计时材料选用M35 高速钢,可采用整体高速钢也可采用对焊结构;刃部硬度控制为64~65 HRC,晶粒度不低于10.5,回火1 级,过热程度1 级。如采用整体结构型式,柄度与刃部采用同样参数设计;如采用对焊结构型式,柄部硬度低于30 HRC。
1.3 表面处理分析
进口丝锥表面通常为蓝黑色,对其进行分析的具体情况如图4~5 所示。
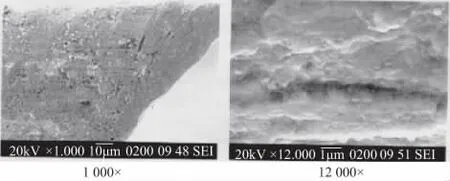
图4 刃部表面SEM 照片
2 M24 螺旋槽丝锥设计
2.1 切削角度正交实验
切削扭矩正交实验,首先要确定加工因素与水平,再根据实验数据计算极限差,主次顺序及优化设计组合,采用正交实验。数据计算结果见表4。

表4 正交实验表L9(33)设计及实验结果

图5 刃部表面EDS 能谱成分
通过正交试验,可确定M24 螺旋槽丝锥切削角度最优组合为:前角19°,切削锥后角3°,中径铲背量0.04 mm。
2.2 热处理工艺设计
M35 高速钢,其含碳量都在0.88%~0.96%,现有的科技文献大都按GB 9943—88(含碳量0.80%~0.90%)编制热处理工艺,根据实际使用材质存在的差异,其热处理工艺需根据具体的要求作相应调整。丝锥适合1 190 ℃以下低温淬火。
2.3 金相组织分析和检测结果
丝锥要有高的使用寿命,同时应保证有足够的硬度及韧性,在实验热处理参数时必须从以上考虑。在实验时采用3 种不同的淬火温度,分析3 种温度下的金相与硬度,选择最优的热处理工艺参数。表5 为试样金相组织检测结果,图6~9 为试样组织照片。

表5 试样金组织检测结果
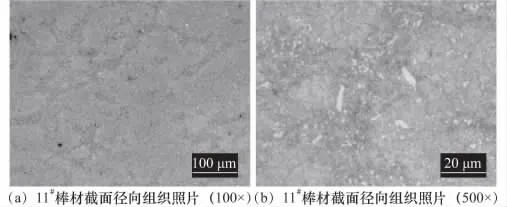
图6 11#试样组织照片
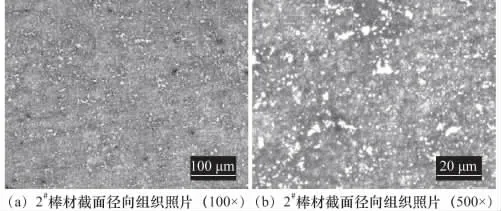
图7 2#试样组织照片

图8 3#试样组织照片

图9 33#试样组织照片
2.4 切削实验及分析
经过分析和论证,确定该螺旋槽丝锥加工工艺流程为:下料—粗车—铣四方—铣沟槽—热处理—磨柄部—刻字—数刀精磨沟槽—数刀加工大径铲背—螺纹磨加工中径—铲床加工切削锥—钝化抛光—表面处理—包装。铣削沟槽为数刀精加工沟槽法向放量0.5 mm,沟槽铣刀轴向截形通过NUMROTO 软件模拟获得。铣刀计算模拟如图10,沟槽砂轮计算前后所加工沟槽截形对比如图11。

图10 沟槽铣刀加工模拟

图11 沟槽砂轮计算前后所加工沟槽截形对比
通过实验对比,证明研制的M24 螺旋槽丝锥切削扭矩已达到进口丝锥的水平。被加工材料16Mn,转速60 r/min。实际切削扭矩波动如图12~13 所示。

图12 自制丝锥切削扭矩图
3 结语
分析目前机械行业进口丝锥的情况,并通过一系列的分析与实验,找到了螺旋槽丝锥的设计方法,通过正交实验找到了丝锥切削参数的最优组合。通过试制生产,发现了螺旋槽丝锥的生产难点并找到了解决的方法。

图13 NORIS 丝锥切削扭矩图
文中阐述的方法均为刀具加工中的普通机床,不是螺旋槽丝锥生产的专用机床,如要大批量生产还需购买专用生产机床,可大幅度地提高丝锥的生产效率与质量。进口丝锥的价格一般都比较昂贵,使得螺孔加工时的刀具费用居高不下,而国内刀具生产商在螺旋槽丝锥的设计与生产能力上还达不到国外企业的水平,有必要更深入地研究螺旋槽丝锥的设计与制造,为其国产化生产,达到甚至超过国外水平而努力。
通过切削实验发现,研制的丝锥切削扭矩能达到进口丝锥的水平;排屑顺畅,切屑情况与进口丝锥相当;在耐用度上已能达到进口丝锥的85%以上,可大大降低国内机械制造行业螺纹加工的成本。
[1]陆剑中.金属切削原理与刀具[M].北京:机械工业出版社.1990:46 -65.
[2]刘兆华,吴伏家.复杂刀具优化设计数学模型的建立及算法改进[J].华北工学院学报,2002,23(6):402 -404.
[3]王虎勤,张怀绪.基于Solid Works 的刀具螺旋槽的模拟加工分析[J].金属加工,2010(18):84 -85.
[4]张 捷,孙成建.螺纹磨加工螺旋槽丝锥的挂轮计算程序[J].装备制造技术,2011(7):81 -82.
[5]韩荣第,宋孝宗.螺旋槽丝锥的有限元分析及其结构设计[J].工具技术,2007,41(8):41 -43.
[6]斌慧,张群.基于Solid Works 的M24 丝锥实体造型[J].工具技术,2009,43(2):83 -84.
[7]Zhang Xiaohui,Liu Gang,Chen Minget,et al.Cutting forces in high speed tapping cast iron by tungsten carbide taps[J].Transactions of Nanjing University of Aeronautics & Astronautics,2007,24(2):94.