十字劲性钢柱在高层建筑中的施工质量控制
2014-03-28陈辉军姜建功吴毅
陈辉军,姜建功,吴毅
(江苏省建设集团有限公司,江苏 南京 210008)
1 质量控制要点
二次调整的手段精确控制超长十字钢柱的垂直度,第一次采用水平尺对其垂直度进行调整、第二次在经纬仪的同步监测下依靠揽风绳进行微调,保证其安装精度。
针对多层大截面十字钢柱的特点,在首层钢柱安装过程中通过浇筑混凝土强化钢柱与承台之间的一体化连接,保证足够的承载力。
采用抗剪键与揽风绳共同作用的临时支撑系统,首层设置抗剪键使支撑系统简化,多层十字钢柱的顶部和中部设置揽风绳柔性约束,刚性和柔性组合约束系统共同保证钢柱结构的稳定性安全性。
十字钢柱连接节点的精细化处理技术,第一层的焊道封住坡口内母材与垫板的连接处,逐道逐层累焊至填满坡口,进行清除焊渣和飞溅物并修补任何焊接缺陷,焊后进行100%无损检测以保证安装质量并处理好与紧后工序的接口。十字钢柱截面如图1所示。
2 施工流程及质量控制

图1 多层大截面十字钢柱截面图
2.1 施工流程
多层大截面十字钢柱的安装通过钢筋工、电焊工等工种施工技术人员密切合作完成,施工过程中涉及到的关键工序包括:钢柱的吊装、预埋、调整和焊接等,按照不同层数逐级累加,其详细的全过程施工流程如图2所示:
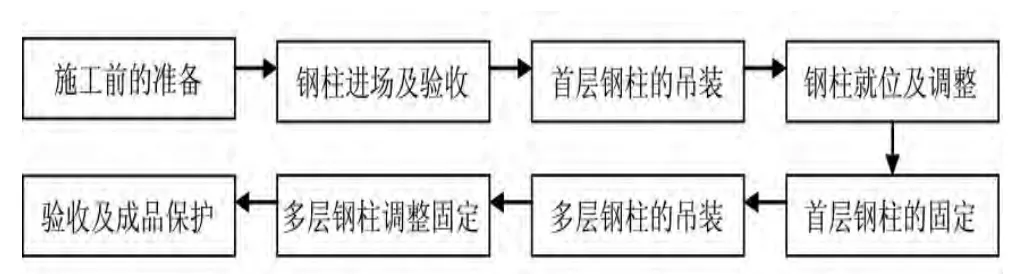
图2 多层大截面十字钢柱安装施工流程
2.2 施工质量控制
2.2.1 钢柱进场
钢柱按现场吊装的需要分批进场,每批进场的构件的编号及数量提前3 d通知制作厂,现场钢柱临时堆放按平面布置的位置摆放在对应楼地面堆场,构件的堆放场地进行平整并保证道路通畅。
构件验收分两步进行,第一步进行厂内验收,构件运抵现场后再由现场专职质量员组织验收,验收合格后报监理验收,实物验收包括构件外观尺寸、焊缝外观质量、构件数量、栓钉数量及位置、孔位大小及位置、构件截面尺等;资料验收包括原材材质证明、出厂合格证、栓钉焊接检验报告、焊接工艺评定报告、焊缝检测报告等。
对于构件存在的问题在制造厂修正,进行修正后后方可运至现场施工。对于运输等原因出现的问题,要求制造厂在现场设立紧急维修小组在最短的时间里将问题解决以确保施工工期。
2.2.2 钢柱吊装
多层大截面十字钢柱的吊装按照所在的层数及高度不同,分段吊装,在完成首层吊装后,进行后处理进行二层钢柱吊装,直至完成多层钢柱的吊装到达指定的标高,全过程吊装的工艺流程安排如图3所示。
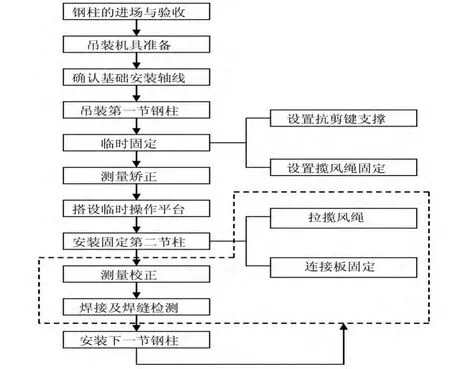
图3 全过程吊装工艺流程
吊装前检查各个吊索用具确认是否安全可靠,在钢柱临时连接耳板上挂好缆风绳并固定好。
在钢柱两翼缘板上焊接Φ16圆钢并以圆钢为支撑点,挂好爬梯并固定。
检查首节钢柱柱脚基础的就位轴线并在钢柱的柱脚板上划出钢柱就位的定位线,同时在柱头位置用红色油漆标出钢柱垂直度控制标记,标记应标在钢柱的一个翼缘侧和一个腹板侧。
在柱头位置划出钢柱翼缘中心标记先,以便上层钢柱安装的就位使用。
落实各项准备工作,钢柱吊装机械利用现场的塔吊,吊装采用单机起吊,起吊前在钢柱柱脚位置垫好木板以免钢柱在起吊过程中将柱损坏。钢柱起吊时吊车应边起钩,边转臂,使钢柱垂直离地,如图4所示。

图4 大截面十字钢柱起吊过程
就位调整及临时固定,当钢柱吊至距其就位位置上方200 mm时使其稳定,对准定位轴线缓慢下落。落实后专用角尺检查,调整钢柱使钢柱的定位线与基础定位轴线重合,调整时需三人操作,一人移动钢柱,一人协助稳定,另一人进行检测,就位误差确保在3 mm以内。
由于现场安装支座标高存在多种因素影响可能存在误差,因此首节钢柱标高调整,提前落实专人进行复测为车间加工提供调整数据,安装时根据编号进行。
钢柱垂直度校正采用水平尺对钢柱垂直度进行初步调整,然后用两台经纬仪从柱的两个侧面同时观测,依靠缆风绳进行调整,其过程如图5所示。
考虑钢柱为每层一段,接头焊接利用每层临时操作台进行操作,垂直度调整到位后按要求进行焊接。
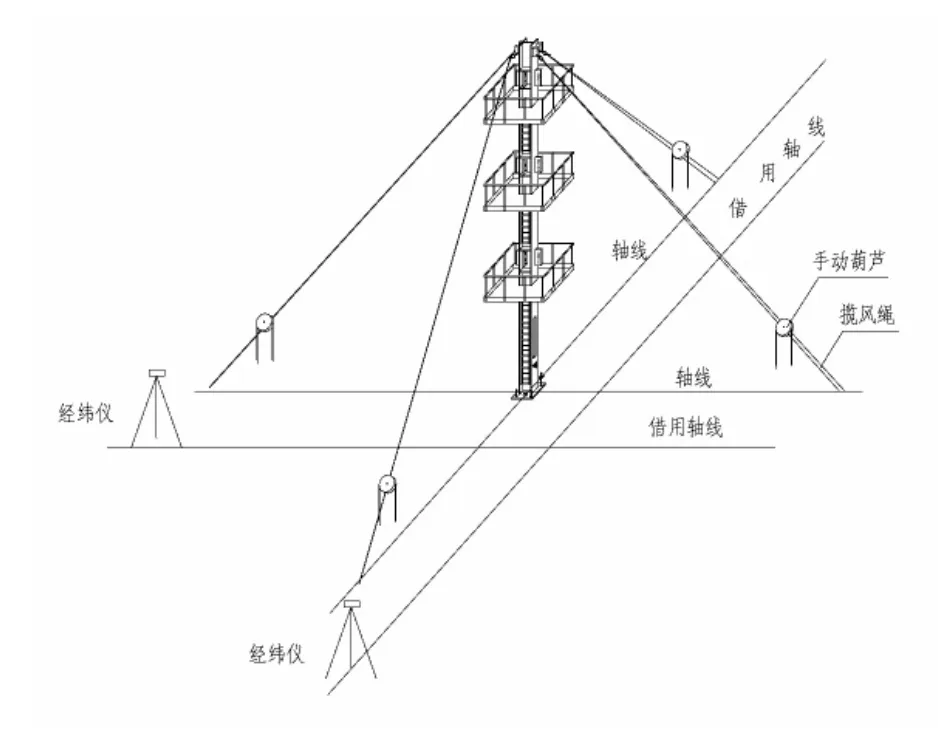
图5 首层大截面十字钢柱垂直度监控过程
首层以上钢柱在吊装前应在柱头位置划出钢柱柱顶安装中心标记线以便上层钢柱安装的就位使用,同时在钢柱上设置拼接耳板,进行上下柱临时连接。
首层以上钢柱起吊方法同首层钢柱。
首层以上钢柱就位采用临时连接板,当钢柱就位后对齐安装定位线,将连接板用安装螺栓固定,如图6所示。
首层以上钢柱调整采用缆风绳,调整前在下层钢柱上的相应位置焊接千斤顶支座,在上层钢柱相应位置上焊接耳板,用两台经纬仪在成直角的两个方向观测,通过千斤顶调节钢柱的偏差。
2.2.3 钢柱垂直度与标高的控制
大截面十字钢柱的测量矫正过程如图7所示。

图6 螺栓连接的十字钢柱节点视图构造

图7 大截面十字钢柱的测量与校正过程
钢柱校正要求进行焊接后最终结果的测量,焊接前可先用长水平尺初步控制垂直度,待形成框架后进行精确校正,焊接后应进行复测并以此作为下一步施工的依据。
高程基准点的测定及传递,要求高程的竖向传递采用钢尺,通过预留孔洞向上量测。每层传递的高程都要进行联测,相对误差应<2 mm。
柱顶标高的测定要求确定各层柱底标高50 cm线及梁标高的10 cm线,从柱顶返量确定,通过控制柱底标高来控制柱顶及梁标高。
2.2.4 首节钢柱与承台的连接固定
程中施工缝留设在型钢柱柱脚端板至承台底板的高度为500 mm处,而实际浇筑时混凝土实际厚度为其高度减少50 mm浇筑,留置50 mm厚度的空间以便安装首节型钢柱时进行调节,便于灌浆料的施工,待安装后方可用GSG高强无收缩灌浆料的施工。
在垫层浇完达到1.2 N/mm2后即可在其上弹线,弹出型钢柱的安装位置,在承台底板钢筋绑扎结束后,需根据已弹的墨线在钢筋上做出相应的记号,然后用5 mm厚钢板做的定位对应型钢柱的位置,再把高强度螺栓穿进定位架后与底板钢筋焊接成一整体,并可用Φ20钢筋与其焊接固定,同时插入Φ14~Φ16的钢筋并对高强螺栓上端部做好相应的保护以确保丝端的清洁。
根据原设计的混凝土标号要求进行浇筑,在浇筑混凝土收面时若室外气温较低或为提前安装大截面十字钢柱,可适当提高混凝土的标号,安装大截面十字钢柱时要求确保混凝土强度达到设计强度的70%以上。
2.2.5 十字钢柱的焊接固定
焊前检查接头坡口角度、钝边、间隙及错口量均应符合要求,坡口内和两侧之锈斑、油漆、油污、氧化皮等均应清除干净。焊垫板或引弧板,其表面应清洁,要求与坡口相同,垫板与母材应贴紧,引弧板与母材焊接应牢固。
第一层的焊道应封住坡口内母材与垫板之连接处,然后逐道逐层累焊至填满坡口,每道焊缝焊完后都必须清除焊渣及飞溅物,出现焊接缺陷应及时磨去并修补。每道焊接层间温度应控制在50~80℃,温度太低时应重新预热,太高时应暂停焊接,焊接时不得在坡口外的母材上打火引弧。
柱与柱对接翼缘板熔透焊和腹板熔透焊,其焊口形式如图8所示。
一个接口必须连续焊完,如不得已而中途停焊时,再焊以前应重新按规定加热,焊后冷却到环境温度时进行外观检查和超声波检测。

图8 钢柱节点连接处焊接坡口形式
3 结语
以一个楼层的高度作为一节钢柱的长度,分楼层对接安装,通过二次调整的手段精确控制超长十字钢柱的垂直度,保证了安装精度。采用焊接组装及设置临时操作平台的组合技术,解决了超长十字钢柱运输、就位的技术难题,较整体安装做法大幅度地提高了安全系数及质量合格率。
[1]GB50205-2001,钢结构工程施工质量验收规范[S].
[2]GB50661-2001,钢结构焊接规范[S].
[3]ZJQ 00-SG-017-2006,钢结构工程施工质量标准[S].
