AMS2750E标准在真空炉中的应用
2014-03-26张红梅
张红梅
(中国电子科技集团公司第二研究所,山西太原 030024)
AMS2750(航空材料性能)标准是SAE(汽车工程师学会)在1980年公布的。在2005年推出了修订版AMS2750D,在2012年又推出了修订版AMS2750E。AMS2750E标准规定了各类真空炉型的温度校准精度和均匀性的要求,以及各类仪器、仪表的校准精度。而在Nadcap(国家航空和国防承包商认证程序的缩写)的构架下,主要的航空设备制造商的目的是提高技术,要求承包商(转包商)提高产品质量。一些承包商(转包商)为获得Nadcap认证,对于真空炉的要求就是能够满足AMS2750E标准。因此,在AMS2750E标准的严格要求下,对真空炉的设计要求就更加严格。
AMS2750E标准中规定了各类级别真空炉用传感器及其校准见表1。
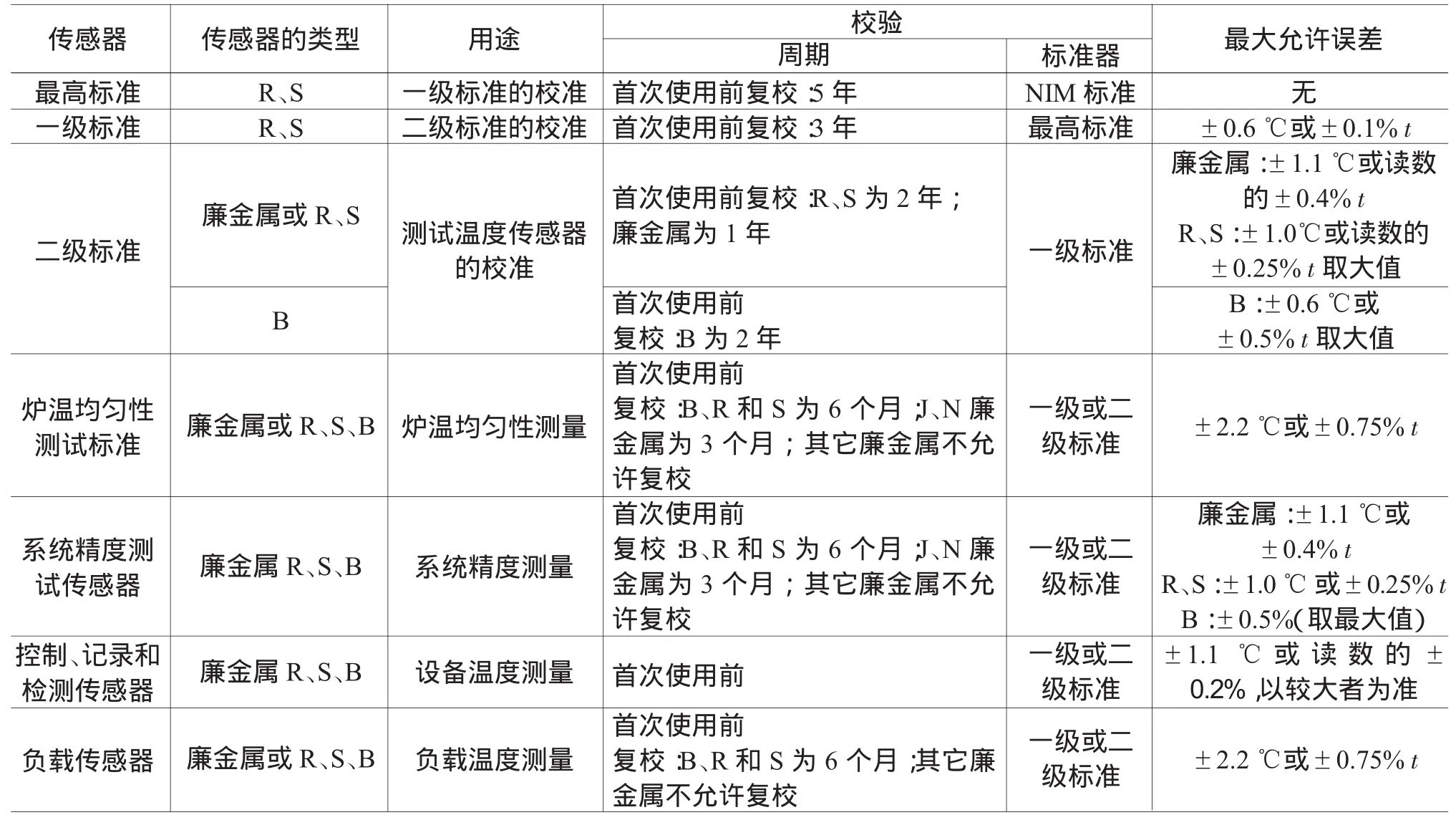
表1 各类级别真空炉用传感器及其校准
AMS2750E标准中规定了各类级别真空炉炉温均匀性的要求见表2。
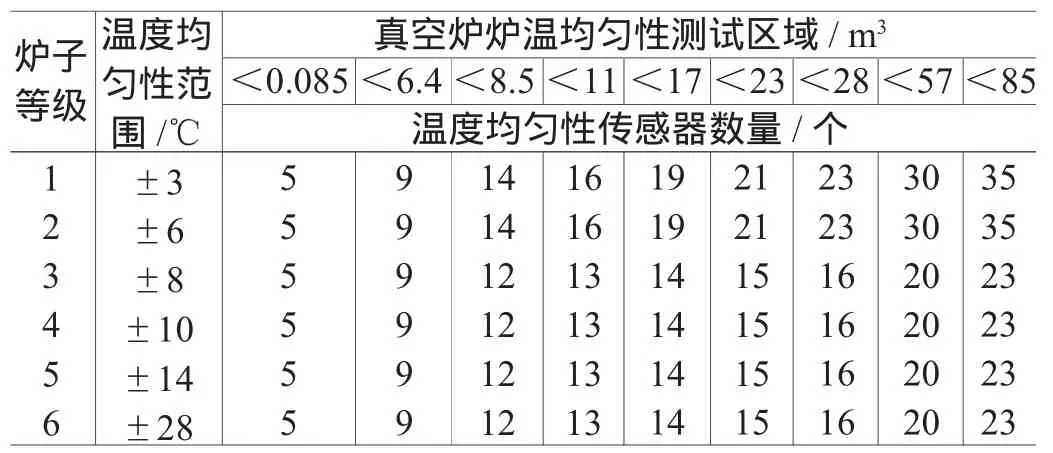
表2 各类级别真空炉炉温均匀性
符合AMS2750E标准的真空炉,其关键技术在于真空炉的工艺温度控制、温度均匀性的保证、各类温度传感器以及各类控制仪表的选用与检测。目前,随着各行各业的生产中都在使用或者借鉴AMS2750E标准,普通的真空炉已经不能满足各行业用户的使用要求。因此,为了能够设计出满足AMS2750E标准的真空炉,我们在设计时,通过下述方法来解决和实现它的关键技术。
1 真空炉的工艺温度控制
真空炉工艺温度的控制主要是通过温度传感器来实现,它安装在真空炉的有效空间内,同控制仪表组成炉温控制、记录和监测系统,用于真空炉工艺温度控制。工艺温度控制传感器的选用与安装使用都应符合AMS2750E标准要求。
1.1 工艺温度控制传感器的选用
依据AMS2750E标准,在表3中列出了各个温度段工艺温度控制传感器的选型分类。
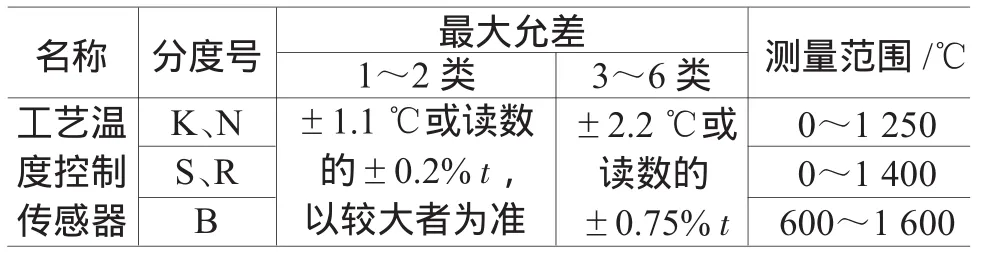
表3 各个温度段工艺温度控制传感器的选型分类
另外,在选用工艺温度控制传感器时,还要注意保护管的选用。工艺温度控制传感器的保护管根据所使用的温度范围分为金属保护管、非金属保护管和金属陶瓷保护管等三大类。不同类别的保护管测温响应时间也不同。符合且满足AMS2750E标准的工艺温度控制传感器的保护管一般选用金属管,因为金属管热响应时间比较快,在测量温度均匀性时,可以与温度均匀性测试传感器的响应时间接近或同步。
1.2 工艺温度控制传感器的安装方式
对于负压的真空炉,工艺温度控制传感器可以采用直插式安装方式(如图1所示),这种安装方式简单方便,温度传感器的安装深度可以调节。同时可以使热电偶与补偿导线直接连接并一起校验,减小系统精度误差,能够更好地满足AMS2750E要求。
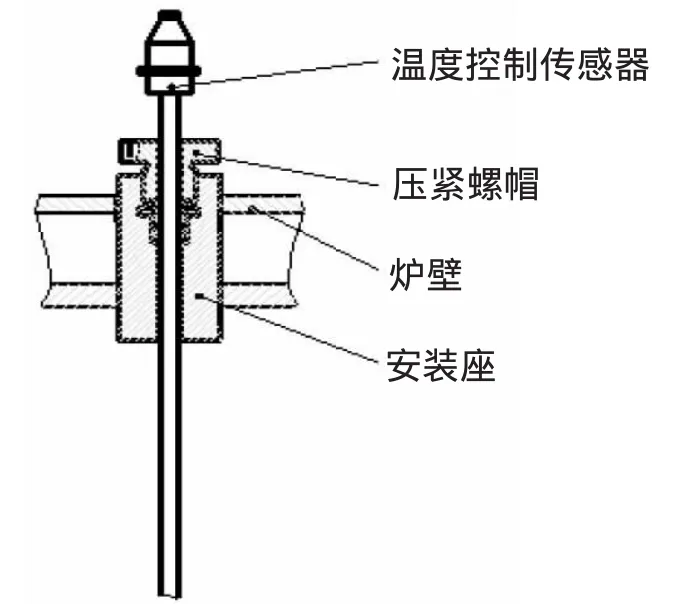
图1 直插式安装
对于正压的真空炉,热电偶的安装就不能采用直插式。此时,就要考虑螺纹卡套安装或是法兰安装,可以耐很高的正压(2.5 MPa)。法兰安装方式分为两种:一种为固定法兰式(如图2所示),一种为可调节法兰式。可调节法兰式要求温度传感器补偿导线的引出需要转接,转接件材质必须选用与偶材相同的材质。这样才能保证温度传感器的精度偏差方向一致。
2 真空炉温度均匀性的保证
热处理工艺要求真空炉的均温区温度分布均匀,并能长时间保持稳定,使处理的零件能够处于同一温度范围内。为了确定真空炉设计的均温区的大小和位置,还需要对均温区进行温度均匀性测量。
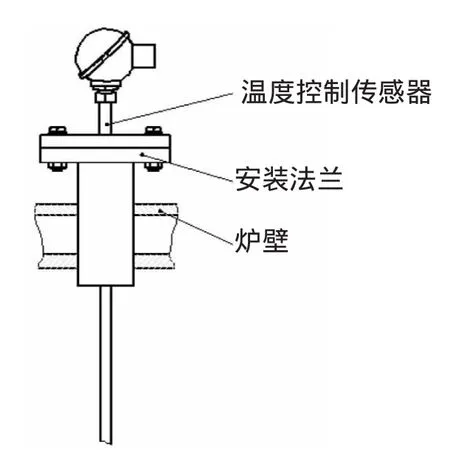
图2 固定法兰式
2.1 真空炉均温区的设计
依据AMS2750E标准,对于I类真空炉,炉温均匀性为±3℃。为满足这一标准,真空炉加热室的设计很关键,它的好坏直接影响到炉子的性能及其运营成本。真空炉的加热室主要由加热元件、反射屏、保温屏以及绝缘瓷件等组成。因圆筒形加热室热损失小,温度均匀性好,故一般真空炉加热室均设计为圆筒形。由均温区尺寸的大小决定加热室的尺寸:加热元件距离均温区的径向尺寸为50~150 mm(经验值为80~100 mm),距离均温区的轴向尺寸为100~250 mm(经验值为245 mm);加热元件距离反射屏的径向尺寸为50~100 mm。隔热屏应距离均温区轴向距离尺寸为150~300 mm,或更长一些(经验值为320 mm)。加热方式采用多区加热,多区独立控温(根据炉型大小设计)。
2.2 温度均匀性检测(TUS)传感器的选用
温度均匀性检测(TUS)传感器是用来测试真空炉均温区的温度均匀性。AMS2750E标准要求温度均匀性检测(TUS)传感器是必须经过国家I级计量单位检定并附有检定报告,偏差为已知的温度传感器,并且需在有效的检定期内使用。依据AMS2750E标准,表4中列出了各个温度段温度均匀性检测(TUS)传感器的选型分类。
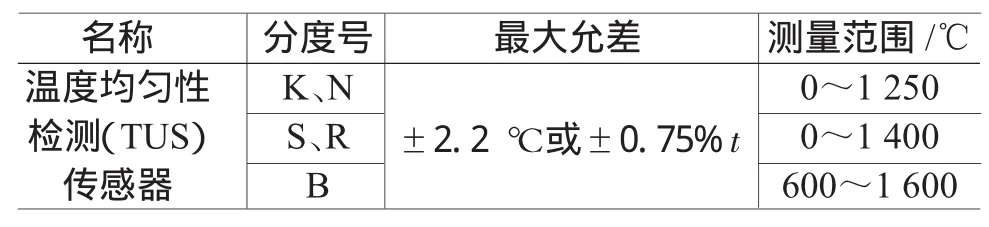
表4 各个温度段温度均匀性检测(TUS)传感器的选型分类
温度均匀性检测(TUS)传感器选用进口的偶丝(国内偶丝达不到AMS2750E标准要求的精度),精度要求应满足表4,且同一批次的传感器应使用同一盘材料,不仅保证传感器间偏差小,而且保证传感器的偏差方向一致。
2.3 温度均匀性检测(TUS)传感器的安装方式
温度均匀性检测(TUS)传感器的安装方式主要分以下两种,见图3和图4。图3所示安装方式在检测时将其安装在炉壁的安装法兰上,温度均匀性检测(TUS)传感器分别通过压紧螺帽紧固到安装座上,再进炉膛进行检测。检测完后,需将其全部拆除。图4所示安装方式在检测时将其安装在炉壁的安装法兰上,温度均匀性检测(TUS)传感器通过快插方式安装,只需将插头与插座一一对应插上即可。图4所示件1传感器插头为补偿导线部分,件6传感器插头为均匀性检测偶测量端。检测完毕后,只需将件1与件6两部分插头拔下即可,中间件3安装法兰盘部分无需拆卸。此种结构使用简单方便。
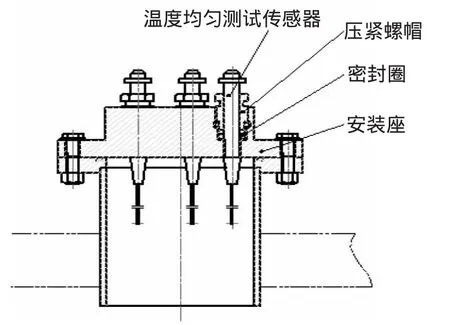
图3 温度传感器安装方式1
2.4 温度均匀性检测(TUS)方法及使用仪表
温度均匀性检测(TUS)传感器的安装数量及方法以箱式9点为例,如图5所示:采用平面布置法,前区4点,后区4点,中心部位一点。依据AMS2750E标准,温度均匀性检测(TUS)传感器的测量端均安装在距工作区角76 mm(3英寸)以内。依据AMS2750E标准真空炉中使用的工艺仪表不能用来记录温度均匀性检测(TUS)传感器数据。我们测试温度均匀性时采用的是经校准的独立测试仪表,以及符合上表要求的独立温度均匀性检测(TUS)传感器进行温度均匀性检测。
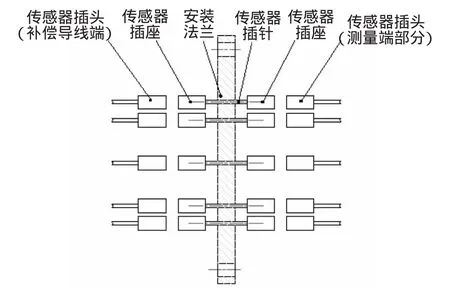
图4 温度传感器安装方式2
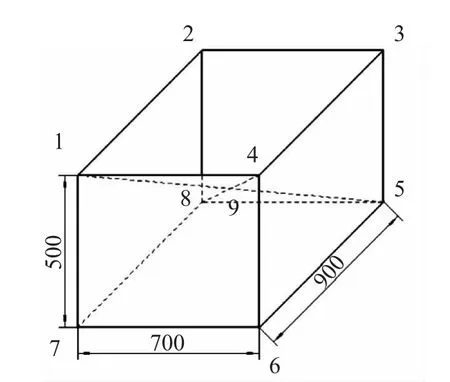
图5 温度均匀性测试方法简图
3 真空炉的系统精度测试(SAT)
系统精度测试(SAT)是指在真空炉中用比工艺温度控制传感器更高一级的传感器来
检测炉子中工艺温度控制传感器的测温准确性,看其偏差是否在适用的要求范围之内。以此来保证炉子中每个加热区的温度控制和记录的精度。此类传感器被称为系统精度测试传感器。
3.1 系统精度测试(SAT)传感器的选用
系统精度测试传感器在使用时,必须经过国家I级计量单位检定并附有检定证书。依据AMS2750E标准,表5中列出了各个温度段系统精度测试传感器的选型分类。
3.2 系统精度测试(SAT)传感器的安装方式
依据AMS2750E标准要求,系统精度测试(SAT)传感器的测量端应尽可能靠近到控制、检测或记录传感器的测量端,端点与端点间距离不超过76 mm。系统精度测试(SAT)传感器类型应与要测试的传感器类型不同。此外,对固有的R型传感器不得用来检测S型传感器,而且固有的S型传感器不得用来检测R型传感器。其安装方式如图6和图7所示。
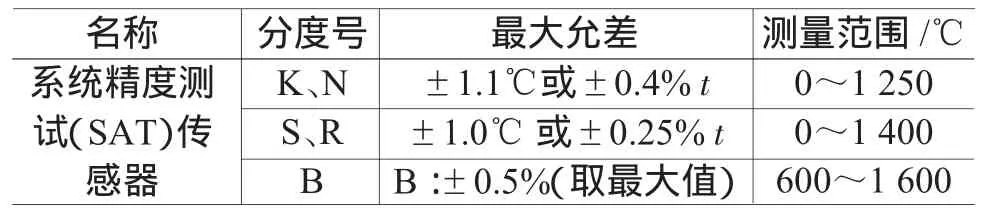
表5 系统精度测试传感器的选型
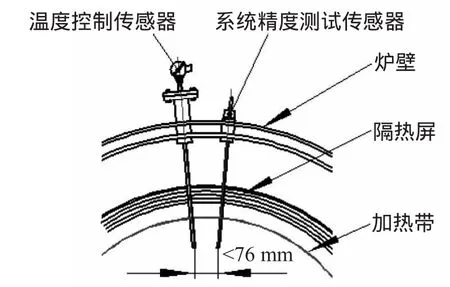
图6 系统精度测试传感器安装方式1
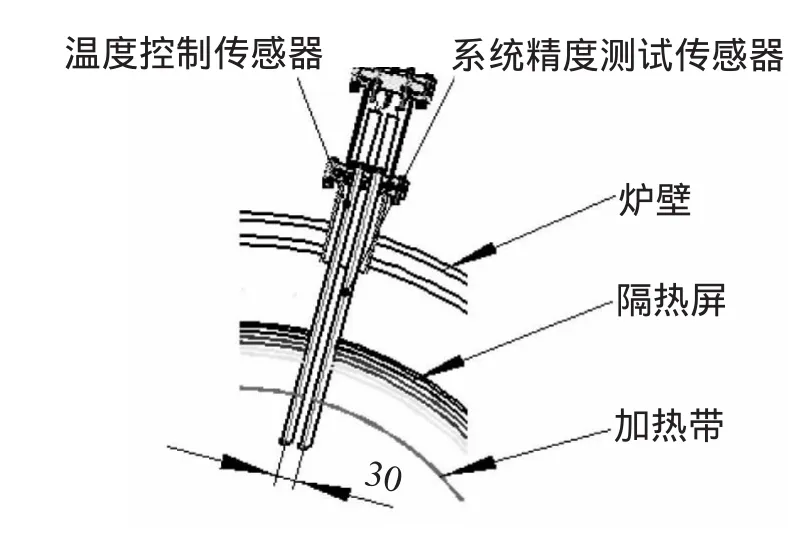
图7 系统精度测试传感器安装方式2
图6所示安装方式采用了系统精度测试(SAT)传感器与温度控制传感器形成一个合适的角度,使两个传感器的测量端直线距离控制在76 mm之内。图7安装方式采用了系统精度测试(SAT)传感器与温度控制传感器并排安装方式,使两个传感器的测量端直线距离控制在30 mm之内。以上两种安装方式均能满足AMS2750E标准要求。
我们对于真空炉在其关键技术上的解决与实施,达到了AMS2750E标准的严格要求。例如我们研制的高温真空钎焊炉可用于钛及钛合金、不锈钢、高温合金的真空钎焊;真空时效炉可用于不锈钢15-5PH、Ti-6Al-4V、钛合金TB3以及高温合金等时效处理。目前该类设备已经在航空、航天以及特殊材料的热处理厂商中广泛使用。随着航空航天技术的不断发展,符合AMS2750E标准的真空炉的应用也将会越来越广泛。为提高产品质量,我们在真空炉设计中认真贯彻执行AMS2750E标准也具有重要的意义。
[1]AMS 2750E,Pyrometry[S].
[2]冯光勇,胡隆伟.Nadcap认证对热处理炉高温测量用热电偶的要求[J].金属热处理,2010,35(8):97-100.
[3]达道安.真空设计手册[M].北京:国防工业出版社,1991.
