磁浮列车车载无油润滑涡旋空压机型线端部修正研究
2014-03-23龙葛杨袁夫彩
尹 龙葛 杨袁夫彩
(1.同济大学磁浮交通工程技术研究中心,201804,上海;2.哈尔滨工程大学机电工程学院,150001,哈尔滨;3.河南工业大学机电工程学院,450007,郑州∥第一作者,高级工程师)
磁浮列车车载无油润滑涡旋空压机型线端部修正研究
尹 龙1葛 杨2袁夫彩3
(1.同济大学磁浮交通工程技术研究中心,201804,上海;2.哈尔滨工程大学机电工程学院,150001,哈尔滨;3.河南工业大学机电工程学院,450007,郑州∥第一作者,高级工程师)
提出一种无油润滑涡旋空压机型线端部修正方法。采用解析法讨论了齿端干涉现象、刀具圆干涉的修正条件、排气泄漏系数和排气平稳性。分析了压缩机的最小修正区域,给出了型线端部修正时的脱啮角、排气角和展角的计算公式。齿端修正结果与样机测绘结果高度吻合,验证了分析的正确性。
涡旋空压机;型线参数;齿端修正
First-author’s addressMaglev Transportation Engineering R&D Center,Tongji University,201804,Shanghai,China
磁浮列车车载无油润滑涡旋空压机国产化研究的复杂性体现在型线参数的确定和型线端部修正。无油润滑涡旋空压机的工作介质为常压空气,由于空压机没有油辅助密封,气体的密封完全依靠动静涡盘的精度来控制,对型线的精度要求极高;而空压机空气绝热压缩过程会导致中心排气腔温升超过200℃。这样的高温产生的热力耦合变形会严重破坏齿端的尺寸精度。因此,在无油润滑涡旋空压机齿端修正中,采用齿端脱开啮合的有余隙修正来适应这一实际工况。文献[1]介绍了有余隙修正的EA-SA或EA-SAL修正方式,指出其存在修正区域过大的问题,减弱了齿端的强度。文献[2]区分了排气角和泄漏角,但没有考虑泄漏的影响。本文通过分析齿端干涉的特点,给出了在工程实际总泄漏系数条件下齿端修正过程中的脱啮条件,提出了车载涡旋空压机型线端部的修正方法,并应用于磁浮列车无油润滑涡旋空压机的型线修正中。
1 有余隙的圆弧截断修正方式
当涡旋空压机工作时,动静涡盘的型线端部修正应遵循以下3个条件:
(1)端部修正后,动静涡盘无几何上的空间干涉,同时应尽量减少削弱齿端的强度;
(2)保证最终排气腔压力不低于额定排气压力;
(3)与切削刀具的运动轨迹不干涉。
空压机型线端部修正方式如图1所示。静涡盘基圆半径为rb,展角为φ,涡旋发生角度为α。首先确定几何干涉点,即:最小曲率半径的展角(φminα=Ror/rb)点L,已确定的脱啮角(排气角)为θ*'的静涡盘曲线内壁啮合点N,静涡盘曲线外壁相应啮合点M,动涡盘外壁曲线相应啮合点M',已确定的干涉区域LBC,刀具最小圆切点P。
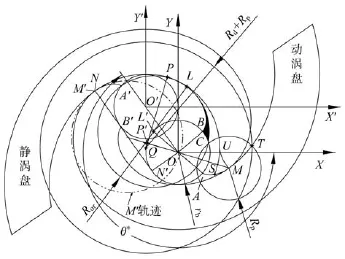
图1 空压机型线端部修正
内壁修正区域限于PLB所在的涡旋线上。对于内啮合点,为减少对端部的过多修正,仅使修正点处1阶连续。即修正的圆弧中心应位于相切点的涡旋线的法线上。对于外啮合点,在避免出现较尖锐点前提下按几何连续修正。
在静涡旋曲线上,分别过L、N、P点作与基圆相切的直线,交基圆于L'、N'和P'点,其对应展角分别为∠XOL'、∠XON'和∠XOP'。在∠XOL'、∠XON'中,取较大值为修正基本展角;在∠XOL'、∠XON'和∠XOP'中,取最大值为脱啮角θ*。
以PP'线上一点Q为圆心,以刀具半径Rd为半径作圆弧PS,交PP'于P点,与静涡旋外圈相交于S点;以Q点为圆心作半径为Rd+Rp的圆弧,以M点为圆心作半径为Rp的圆弧,两圆弧相交于T点;以T点为圆心作半径为Rp的圆弧交圆弧PS于U点、交静涡盘外圈于M点。圆弧PU和UM即为所求圆弧。圆弧NUM与静涡盘在P点相切。UMSABP曲线区域即为修正切除的齿端区域。动涡盘曲线上点M'的轨迹以双点划线表示。修正后的空压机吸排气工作示意图如图2所示。

图2 修正后的空压机吸排气工作示意
2 端部修正的几何约束
涡旋空压机动静涡盘之间的运动关系可用曲柄连杆机构描述。曲柄长度等于动静涡盘基圆之间偏心距Ror,旋转中心为静涡盘的基圆中心O,在啮合端部,当动静盘之间的几何关系无法满足曲柄连杆机构所要求的尺寸关系时,将产生啮合干涉现象。
2.1 起始角与齿端干涉关系
以静涡旋基圆中心建立直角坐标系,静涡旋方程曲线如式(1)所示,其中外壁取正值,内壁取负值,φs为静涡盘展角。动涡旋方程曲线如式(2)所示,内外壁取值同式(1),φm为动涡盘展角,θ为啮合角,顺时针为正。


A点为外壁起始点,是运动轨迹最接近静盘内壁起始端点的啮合点,其干涉区域能覆盖其他各点的干涉区域。内外壁涡旋线干涉可能有4种情况:一是动涡旋的外壁齿尖A'点与静涡旋的内壁齿尖B点刚好相切;二是外壁齿尖A'点与静涡旋的外壁齿尖A点刚好相切;其他二种情况是以上过渡状况。如果外壁齿尖A'点与静涡旋的内壁齿尖B点刚好相切,则:

将φs=α,φm=-α代入,可得-rbcos(-α)+Ror=rbcosα,根据涡旋线啮合性质,将Ror=rb·(π-2α)代入,可得:

采用数值法求解此超越函数,可得α=π/2。
同理,如动涡旋的外壁齿尖A'点与静涡旋的外壁齿尖A点相切,可得:

在渐开线发生角取值范围α≤π/2,可得α= π/2-1。
根据以上分析可知,共有2个临界点,分别为α=π/2和α=π/2-1。不难得出:
(1)当α=π/2的极限状况下,Ror=0,没有实际工程意义;
(2)当α=0的极限状况下,壁厚为0,没有实际工程意义;
(3)当α∈(π/2-1,π/2)时,动涡旋外壁涡旋线仅与静涡旋在内壁侧发生干涉;
(4)当α∈(0,π/2-1)时,动涡旋与静涡旋在内外都发生干涉。
因此,在α的取值范围内都会出现齿端几何干涉现象,需要进行修正。
2.2 齿端干涉特点
根据式(1)和式(2),当φm=φs时可得:

式(6)在圆渐开线涡旋的几何含义为:动涡旋的任意一点的运动曲线是以静涡旋上相同展角点的坐标系对称点(-xs,-ys)为中心,以Ror为曲率半径的圆,且与静涡旋相切。
圆渐开线涡旋线内壁任意点的曲率半径是基圆半径与展开角的乘积rb(φ-α)。在动静涡盘相切啮合点,rb(φ-α)=Ror。当沿着rb(φ-α)减少方向的涡旋线上继续啮合,则可能产生干涉;当沿着rb(φ-α)增大方向的涡旋线上啮合,则一定不会有干涉的现象出现。
由于静涡旋线内壁展角与发生角的差值φ-α在基圆上从0开始逐渐增大,根据上述分析,当φα≥Ror/rb时,不会出现干涉现象,因此仅齿端φα<Ror/rb区域会产生干涉。
如图1,在L点至B点的区域被切削之后,其余区域不存在啮合,当然也不存在干涉现象,所以,对应的N点到L点区域已无需修正。
根据以上描述,如图1,在几何上,A'和L为同一点。A'为动涡盘型线起始点,结合式(6),可知A'的轨迹中心在静涡盘基圆上与A点对称位置-A处,且A'与静涡盘相切于点L,L点的法线方向即是AA'的轨迹在L点的法向,两者共线,根据涡旋曲线性质,可得φL与α互补,即φL=π-α。
3 刀具圆干涉
采用铣刀加工涡盘时,从减少刀具变形、颤振对加工精度的影响的角度出发,应尽量使用直径大、刀具刚性好的铣刀。如图3所示,铣刀在加工涡盘内壁,和动涡盘啮合相同,铣刀外圆与静涡盘内壁相切,圆心在P点法向与基圆的切点上。因此,当静涡盘内壁曲率半径小于铣刀外壁曲率半径Rd时,将产生干涉现象。即曲率半径小于Rd的内壁是无法采用半径为Rd的铣刀加工出来的。
设t为涡旋压缩机涡旋壁厚,不考虑刀具尺寸的标准化,可推导出最大刀具的半径Rd=Ror+t/ 2,即刀具半径最大不会超过偏心距Ror+t/2。实际中需要考虑刀具尺寸的非连续性,Rd取略小于Ror+t/2的优先数。
如前所述,涡旋线发生角φ在基圆上从α开始逐渐增大,当φ-α≥Rd/rb时,不再出现刀具干涉现象;当内壁的曲率半径大于Ror时,不会产生几何干涉。由于刀具圆干涉要求的曲率半径为小于Ror+t/2,因此,只要Rd大于Ror就可以覆盖齿端干涉的几何区域。
如果Rd选择过大,会降低齿端强度和刚度。实际修正时,为了减少刀具在进给时的切削力,减少刀具切削面,采用的修正半径除满足大于Ror,也应略大于刀具的半径Rd。

图3 刀具干涉示意图
4 端部修正压缩比条件
保证排气腔的压力满足设计要求也是端部修正的必要条件。良好的端部修正不但能提高空压机的效率,也能减少排气压力波动。
4.1 脱啮合角和排气角关系
式(7)为热力学气体绝热压缩经典公式。

式中:
Ps——吸气压力;
Vs——吸气体积;
Pd——排气压力;
Vd——排气体积;
k——压缩介质的绝热压缩指数。
由涡旋线的曲线及运行特性,可推导出序号为i的成对腔的容积Vi计算式:

式中:
i——序号,从中心腔开始计数为1;
θ——曲柄滑块结构主轴所处的相位角;Pt——渐开线节距;h——涡旋壁的高度。
当θ=0°时,整数圈啮合空压机最外圈的工作腔体完成气体的吸气过程。吸气容积Vs计算式为:

式中:
N——成对腔数目。
如图2,端部修正后,在排气腔和压缩腔连通的瞬间,动静涡盘在齿端脱开啮合,定义此角为脱啮角θ*。此时,压缩腔内的体积Vd为:

联立式(7)、(9)、(10),可得到理想脱啮角为:

如此时压缩腔的压力高于或等于排气腔压力,脱啮角同时为排气角θd[3],是理想的齿端修正。但实际运行中,在动静涡盘之间不可避免地存在轴端面的密封泄漏和动静涡盘啮合线的切向泄漏,因此,考虑泄漏量的脱啮角θ*'比理想的脱啮角θ*要大,θ*'=θ*+Δθ*。涡旋空压机泄漏系数如式(12)[4]所示。此时θ*'等于排气角θd,可得式(13)。

4.2 脱啮时展角计算
在确定了脱啮角度后,啮合点坐标和相应展角也可通过作图法和计算法确定。当采用计算法时,建立图1所示的坐标系,其中X'O'Y'为动涡旋坐标系,设啮合点在静涡盘内壁的点为N,坐标为(xN,yN,φ);对应啮合点的动涡盘外壁为M',坐标为(xM',yM',φ)。
根据两者之间关系,可得M'的坐标为:

X'o、Y'o为动涡旋基圆中心在全局坐标系XOY下的位置,满足式(15)。

同理,静涡旋线内壁上的N点坐标为:

联立式(14)、(15)和(16),可采用数值法计算得脱啮角的展角及啮合点坐标。
5 示例
某型磁浮列车车载无油润滑涡旋空压机,采用渐开线作为型线,空气作为压缩介质。型线参数[5]Pt=20.50 mm,t=4.575 mm,rb=3.263 mm,Ror=5.675 mm,int(N)=5,次压缩腔i=2,λmax= 8%[4],输出压力Pd=0.1 MPa;空气介质绝热压缩指数k取1.4。
根据式(13)可得到θ*'=4.02 rad,可得图1所示N点。
根据Pt=20.50 mm,t=4.575 mm,可得铣刀直径不可能超过14.785 mm,α=0.702 rad;φn= 2.27 rad+α;故铣刀直径取14 mm,修正圆整取Rd=7.5 mm,可得图1所示P点,取Rp=rb= 3.263 mm。
根据φl=Ror/rb+α=1.74 rad+α,可得图1所示L点,再求出干涉区域LBC。
修正过程如图1所示。与实物样品测量拟合曲线高度吻合,如图4所示。

图4 修正结果与样机测绘曲线对比
6 结语
通过对无油润滑涡旋空压机的端部修正研究,给出了齿端修正方法,并得出以下结论:
(1)涡旋空压机在起始角α的取值范围内都会出现干涉现象,是端部修正的原因。
(2)在修正端部时,考虑刀具与涡旋盘内壁的干涉,应使用直径较大的刀具,并适当增加修正圆弧尺寸余量。
(3)修正的脱啮角θ*'等于排气角,符合排气压力的要求,可使排气平稳,减少压力波动,提高空压机效率。
(4)修正后的齿端在脱啮角后不存在啮合关系,修正区域仅限于刀具干涉点至外壁脱啮点区域。
(5)修正后的齿端满足了几何约束、刀具干涉和压力平稳性要求,与原型机测绘结果高度吻合,验证了分析正确性。
[1] 高秀峰,郁永章.涡旋齿端圆弧类型线修正研究[J].流体机械,2001,29(12):25.
[2] 冯诗愚,顾兆林,李云.涡旋机械涡旋体始端型线研究[J].西安交通大学学报,1998,31(1):88.
[3] 吴昊,刘向农,王铁军,等.对称圆弧加直线修正型线涡旋空压机脱啮角与排气角研究[J].制冷学报,2011,32(6):20.
[4] 刘振全,王君,强建国.涡旋式流体机械与涡旋空压机[M].北京:机械工业出版社,2009.
[5] 尹龙.轨道车辆无油涡旋空压机圆渐开线参数的测量方法[J].机械工程师,2012(8):102.
陆东福就加强中印铁路合作参与中印战略经济对话
2014年3月18日,第三次中印战略经济对话在北京举行,交通运输部副部长、国家铁路局局长陆东福出席并就加强中印铁路合作发言。第一、二次中印战略经济对话分别于2011年9月和2012年11月在中国北京和印度新德里举行。双方曾就高速铁路、重载运输以及车站发展等方面的技术交流合作签订了政府间谅解备忘录。本次对话印方提出希望在既有线提速改造、车站升级改造和重载铁路运输培训等方面进一步加强与中方交流合作。陆东福表示,中方赞同印方的提议,愿意与印度铁路同行共享中国铁路在既有铁路提速改造、铁路车站建设和运营、重载铁路运输管理等方面的成功经验。国家铁路局将积极支持并推动双方企业细化合作方案,促进两国铁路安全高效发展,将铁路合作打造成两国经贸合作的重点和亮点。
(摘自2014年3月24日《中国交通报》,记者闻欣报道)
Initial End Modification of the Warps in Maglev Oil-free Scroll Air Compressor
Yin Long,Ge Yang,Yuan Fucai
A wrap modification used for oil-free scroll air compressor is proposed,and the analytical method is applied to explore the wrap interference,tool circular interference,the leak coefficient and the relationship between the discharge angle and the discharge pressure.Then the minimum modification section is analyzed,the formula about the discharge angle,the exhaust angle and unfold angle is given.The result shows that the circle of modification coincides with the prototype accurately.
scroll air compressor;wrap parameter;initial end modification
TH 455.07:U 237
2012-08-30)
