尼尔基发电厂机组受油器操作油管改造
2014-03-23姜晓丽李韩笑
姜晓丽,李韩笑
(1.嫩江尼尔基水利有限责任公司,黑龙江 齐齐哈尔 161005;2.中水珠江规划勘测设计有限公司,广东 广州 510610)
尼尔基发电厂机组受油器操作油管改造
姜晓丽1,李韩笑2
(1.嫩江尼尔基水利有限责任公司,黑龙江 齐齐哈尔 161005;2.中水珠江规划勘测设计有限公司,广东 广州 510610)
尼尔基发电厂上操作油管,分内、外两管,与浮动瓦共同组成两个油腔,起到分配油路作用。由于内、外两管为分体结构,需要法兰连接,给检修盘车过程带来诸多不便。文章针对此种操作油管结构进行分析,提出了将内、外油管焊接为一体的改造方案,并阐述了改造方案的优势及应用效果。
操作油管;盘车;改造;发电厂;尼尔基
1 概况
尼尔基发电厂位于嫩江干流黑龙江和内蒙古交界的河段上,装机 250 MW,为 4 台 62.5 MW的轴流转桨式水轮发电机组。水轮机型号为ZZA833-LH-640, 发 电 机 型 号 为 SF62.5-56/ 10850。调速系统主要由油压装置、调速器、管路系统及辅助配件组成,其中调速器为电动自复中式微机调速器,通过油压管路系统控制实现桨叶和导叶协联操作,使轴流转桨式水轮机的高效工作区区域宽广,水能利用率高。
2 操作油管基本原理
操作油管是桨叶操作系统中的重要组成部件,分上、中、下操作油管 3 部分,由内、外操作油管形成 2个油腔,分别与转轮接力器两腔相连接,从而实现操纵桨叶开度变化。其中,上操作油管,包括内、外操作油管。它们与 3块浮动瓦共同形成2 个油腔,组成桨叶受油器,起到分配油路的作用。上操作油管内、外两管分别与下部操作油管内、外管通过螺栓进行法兰连接,其中上操作油管的静摆度要求为不大于 0.15 mm。
3 改造前工况及简析
在 4号机组大修前,发现调速器在零位正确,在桨叶的开度死区正常情况下,调速器桨叶有频繁抽动现象,并在桨叶开关过程中,受油器桨叶指针部位有微量的透平油流出。根此分析,由于长时间运行磨损,导致操作油管和浮动瓦出现间隙过大,影响了桨叶调速器的可靠性和稳定性。在机组大修中,分解桨叶受油器操作油管后,发现浮动瓦和操作油管间的磨损情况确实较为严重,综合考虑成本等因素,初步决定保留原浮动瓦,重新加工上操作油管。
4 技术分析
由于内操作油管和外操作油管法兰连接面含有密封槽和密封圈,所以加工完成并验收合格后,到达电厂安装现场,仍要重新进行分解、清扫、检查后再回装。
在3号机组(与 4号机型号结构完全相同)大修,时上操作油管回装盘车过程中考虑:当上操作油管的静摆度满足要求时,外油管的8个盘车点中总会有一个点始终超标,静摆度大于 0.15 mm。当在上段、中操作油管法兰连接处加铜垫调整,使外油管的所有静摆度满足要求不大于 0.15 mm时,上操作油管内管上端的8个点中也始终有一个点静摆度值超标,并大于 0.15 mm。如此反复进行了7 d的盘车试验,但是盘车结果始终不能满足要求。分析认为:
1)间隙的存在导致操作油管的垂直度超差。首先,在整体加工前,内操作油管、外操作油管的法兰结合面存在间隙,这可能是整体加工前螺栓连接力不均所造成,或是连接面存在高点等一系列原因造成;其次,在上段操作油管分解、检查清扫、回装后,间隙可能发生变化;再次,回装需要连接到中操作油管上,此时需要再次打紧上操作油管和中操作油管的连接螺栓,这会导致间隙变小甚至消失。以上原因会导致内操作油管、外操作油管的的同轴度发生改变,发生相对倾斜,致使操作油管垂直度超差。
以上操作油管垂直度超差为例,见图 1。AB 为上操作油管(内、外油管)的轴线,ce 为外油管法兰面,de 为内操作油管法兰面,此时连接的法兰面边缘存在间隙 δ,相对径向位置边缘不存在间隙成为支点,当法兰结合面有间隙的边缘进行连接并打紧时候,此时 AB 倾斜成 AD 并成为内操作油管实际轴线,ce 和 de 两个法兰面重合,此时两个法兰面平行。由三角形相似原理得:由于角度 a数值很小,所以

式中:L——法兰面直径,mm;H——上操作油管百分表 1 高度,mm;δ——法兰面间隙,mm。
在尼尔基发电厂盘车过程中,一般取值 H=1 500 mm,L=530 mm,得出:CD=2.83δ,当 δ=0.053 mm时,CD=0.15 mm。即在理想情况无相对平移只存在倾斜时,当 δ为 0.027 mm 时,CD=0.075 mm,此时百分表 1 读数与径向点数值差为 2 倍 CD,即0.15 mm,为最大允许摆度值。
在分解和回装过程中,法兰结合面边缘结合处很容易产生大于 0.027 mm 的间隙,导致操作油管的摆度超标,操作油管发生相对倾斜,见图 1。通过盘车试验、加垫操作可以将上操作油管的轴线调整在标准范围内,但是当间隙值过大时,图 2 中所示的外油管就会倾斜,导致百分表3计量的摆度超差,所以又需要对上段操作油管分解清扫,进行单独的盘车试验,调整操作油管。如此造成反复盘车-分解-计算-加垫(或者车削加工)-回装-盘车,使得调整难度很大,并严重地延误检修工期。
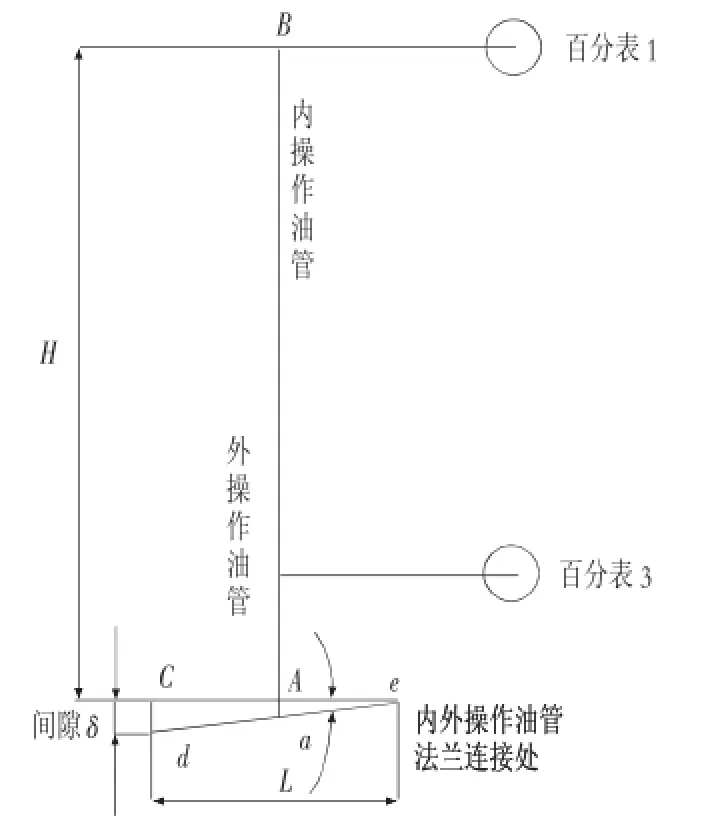
图1 上操作油管垂直度超差示意图
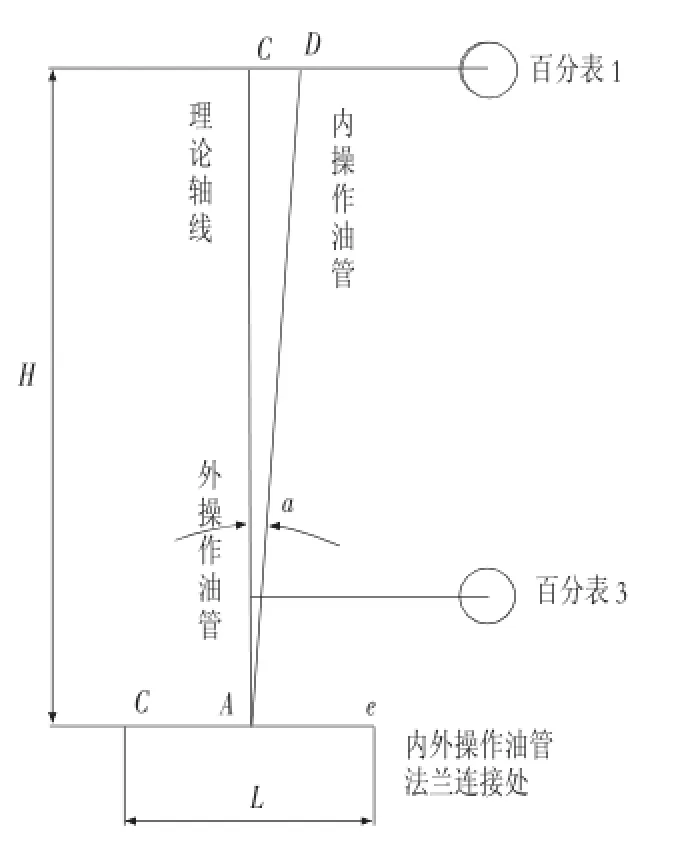
图2 上操作油管摆度超标示意图
2)操作油管发生平移导致同轴度超差。在加工过程中,内操作油管、外操作油管是分体初步加工,然后通过连接螺栓连接,再经过 2 次精加工后制成成品。如果单件加工的精度不够,特别是单件加工的定位部件误差大,就会导致在分解清扫回装后,位置发生微变,定位配合病变,导致内、外操作油管的同轴度超差。假设理想状态,未发生倾斜,只发生相对平移,见图 3。在盘车过程中,百分表 1和百分表 3中至少有一个读数超标。但是通过盘车调整可以找到一个满足内操作油管和外操作油管摆度在允许范围内的点,这需要操作油管上机床盘车后分解、平移、回装、反复试验,需要大量时间和人力,会延误回装工期,严重影响检修效率和质量。
3)在实际情况中,上述两种情况会同时存在。内、外操作油管同时发生倾斜和相对平移状态,见图 4。这样更增加了摆度超差的严重性,增加了复杂性和回装困难度。尼尔基发电厂3号机组大修中出现了这一情况,导致操作油管盘车试验消耗掉了直线工期 10 d,这比原计划盘车 3 d 工期超出了7 d。
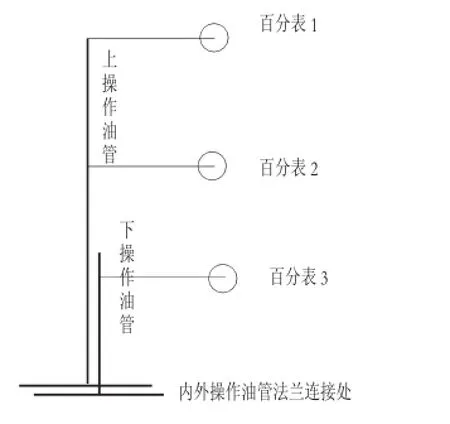
图3 相对平移示意图
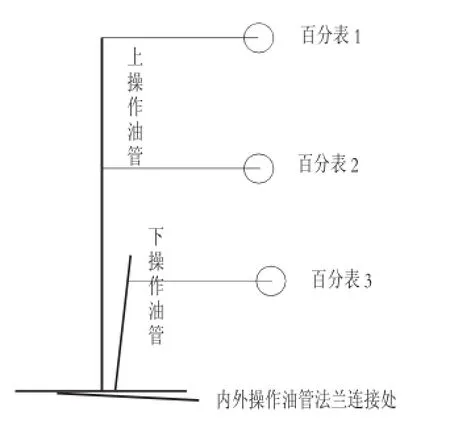
图4 相对平移状态的示意图
5 根据问题分析确定改造方案
5.1 改造原理
根据对上述相同结构的3号机上操作油管表明,主要是上操作油管的法兰连接方式,导致了在安装过程中容易存在各种缺陷隐患。在4号机组大修对上操作油管提出解决方案:取消原内、外操作油管间法兰的螺栓连接方式,更改为焊接式连接,使得上操作油管与中操作油管之间变为单一的法兰连接。要求加工厂在初步加工完成后,预留一定的尺寸余量,再将内、外油管分别进行焊接,焊接后进行去应力,探伤确保焊接质量良好,最后将上段内、外操作油管整体加工为成品。
5.2 改造后的操作油管优点
1)具备很好的密封性。由于内、外操作油管在厂内整体加工,到达电厂安装现场后,无须重新分解、清扫检查,很好地保证了设备的密封性能。
2)解决垂直度及同轴度超差问题。取消螺栓连接避免了分解、回装前后由于螺栓预紧力变化、结合面存在杂质、初步单件连接部件加工误差等一系列原因导致的位置变化,确保了良好的同轴度。
3)简化工作程序,提高检修效率。由于在盘车前操作油管不需要进行分解、清扫、回装等一系列工作,以及不会因为分解前后变化导致返厂重新盘车、加工调整,极大地提高了检修工作效率。
4)增加了运行的稳定性和可靠性。取消螺栓连接,避免了长时间运行导致的螺栓预紧力变化或者松动问题,改善了操作油管和浮动瓦间的磨损情况,提高了桨叶液压控制系统的稳定性。
5.3 改造效果
4号机组桨叶受油器上操作油管,采用改造方案后,大大减少了检修工作量和盘车过程中发生的问题,2 d便成功完成操作油管盘车工作。
4 号机组 A 级检修于 2012 年 2 月 29 日交付系统,桨叶液压控制系统一直运行稳定,顺利通过2013 年汛期大发电考验,没有再发生过桨叶抽动现象,技术改造后改善效果显著。
6 结语
根据尼尔基发电厂4号机组上操作油管改造的成功经验,尼尔基发电厂将在以后的检修中,陆续改其他3台机组的上操作油管。希望能给其他具有相同、相似结构上操作油管的电厂带来一些经验和启发。
TV61
B
1002-0624(2014)10-0062-03
2014-07-09
