自制焊接检验尺宽度尺检具及校准方法
2014-03-22王群路关星萍
王群路 关星萍
(云南冶金昆明重工有限公司理化计量室,昆明 650203)
0 引言
焊接检验尺是利用线纹和游标原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度和咬边深度等的一种专用量具。广泛用于金属结构件焊缝质量的检验,如锅炉、压力容器等。
焊接检验尺的检定,根据国家计量检定规程JJG 704—2005《焊接检验尺》的要求,共有12个项目,其中宽度尺示值误差的检定要使用6块“专用样板”,由于这种“专用样板”的尺寸较小,使用极不方便,制造也比较麻烦。根据多年从事检定和量具修理的经验,笔者创新了一种新型检具,将一把经检定合格的游标卡尺改制为焊接检验尺宽度尺示值误差校准专用卡尺,可替代6块“专用样板”,经测量不确定度评定和实际工作的验证,完全可以满足计量检定规程的要求,不但操作方便、制作简单、耐用而且工作效率明显得到提高。
1 焊接检验尺的结构
焊接检验尺按结构形式分为Ⅰ型、Ⅱ型、Ⅲ型和Ⅳ型,近几年来还发展了数显焊接检验尺等。常用的是Ⅰ型,由主尺、滑尺、斜形尺3个零件组成,其结构如图1所示。
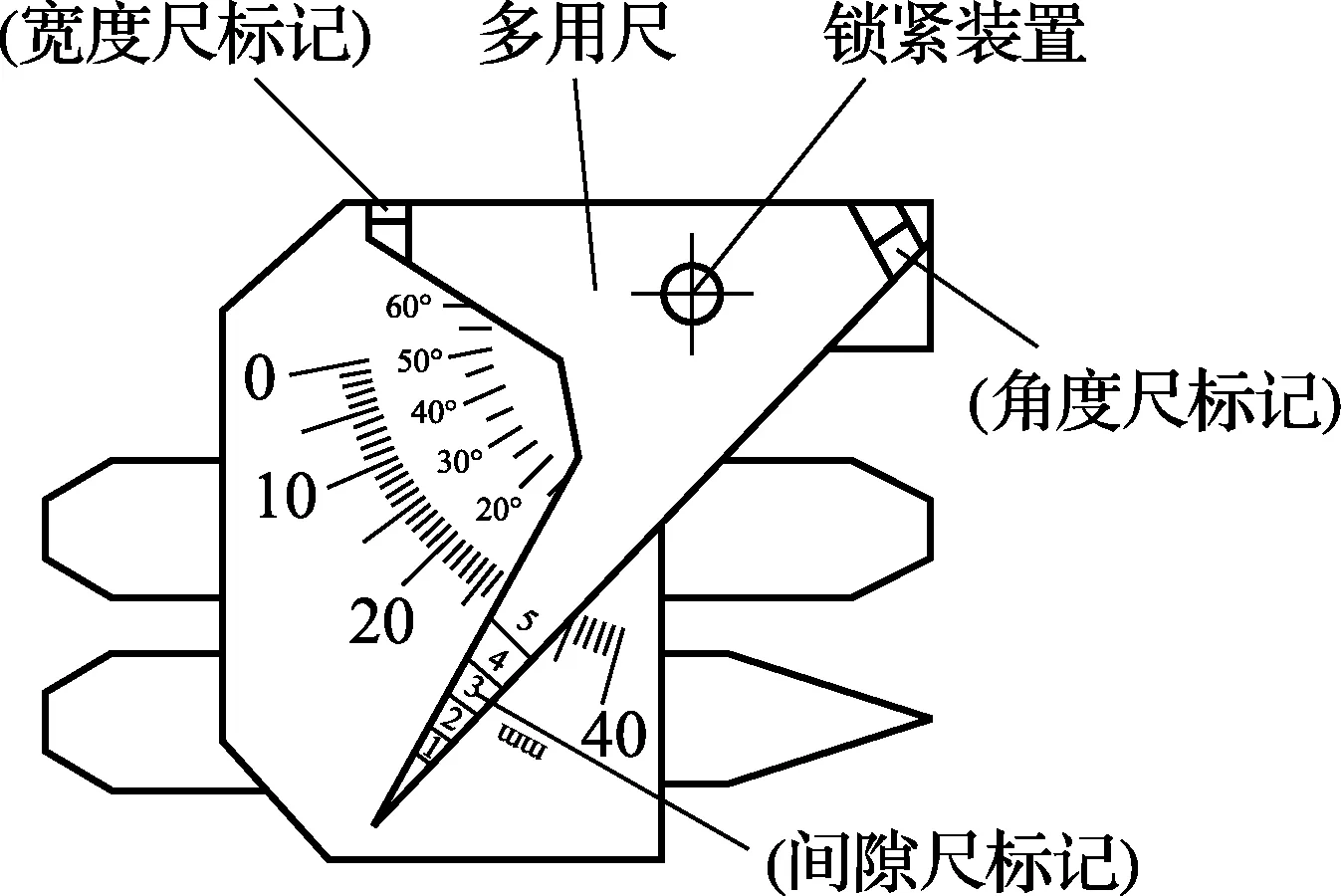
图1 Ⅰ型焊接检验尺的结构
2 焊接检验尺的宽度尺示值误差的检定方法
根据国家计量检定规程JJG 704—2005《焊接检验尺》第6.3.11条规定,检定焊接检验尺宽度尺示值误差,需用专用样板检定。专用样板的技术要求如表1,其结构如图2所示(摘自JJG 704—2005 附录A)。

表1 专用样板的技术要求

图2 专用样板
在检定焊接检验尺的宽度尺示值误差时,按规程规定:需将专用样板置于平板上,使主尺测量面与样板一边接触,移动多用尺使内侧面与样板另一边接触。从宽度尺上读出宽度值与样板实际宽度之差作为焊接检验尺的宽度尺示值误差。
由于焊接检验尺有多种不同的规格,每种规格需检定两个不同尺寸宽度尺的示值误差(如表2)。若要检定3种不同规格的焊接检验尺(0~30mm,0~45mm,0~60mm),就需频繁更换6块不同尺寸的样板重复上述要求,使得焊接检验尺宽度尺示值误差的检定工作很繁琐,检定效率低。特别是小尺寸的专用样板,操作十分困难。

表2 测量位置
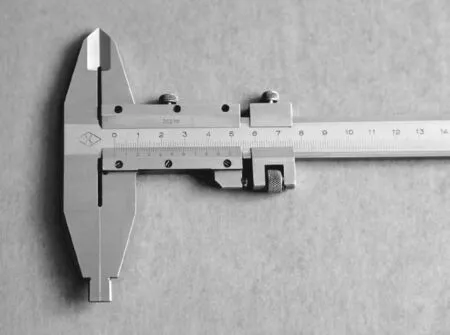
图3 改造前游标卡尺
3 新型检具的制作方法及原理
选择一把0~300mm经检定合格(根据JJG 30—2002《通用卡尺》检定规程检定)的游标卡尺(如图3)进行改造:先将卡尺两测量面合拢并对准零位锁紧紧固螺钉后,把卡尺下量爪加工成底为6±0.05mm,高<6mm,内角≤60°的等腰梯形(如图4)。该梯形就是一块宽度尺寸为6mm的专用样板尺,而它的底、高、内角分别为样板的L、H、a 。若将卡尺的游标向右分别移动2,6,18,26,42mm锁紧后,其尺寸宽度为:8mm,12mm,24mm,32mm,48mm的专用样板尺,改制后的卡尺(如图5)就可以满足检验焊接检验尺的宽度尺示值误差的不同要求。
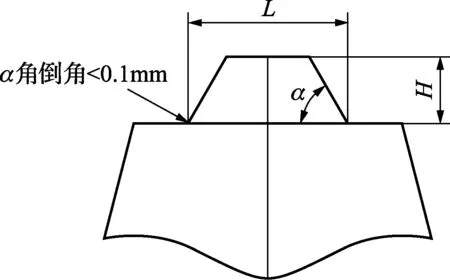
L为(6±0.05)mm,H<5mm,a ≤60

图5 改造后的检具
4 测量不确定度评定
4.1 测量方法
用新型检具校准焊接检验尺宽度尺的示值误差,将检具调至校准点尺寸(6、8、12、24、32、48)mm,把焊接检验尺主尺测量面与新型检具小梯形左下角的尖角接触,转动多用尺使内侧面与新型检具小梯形右下角的尖角相接触,从宽度标尺上读出宽度值Li,与新型检具的尺寸L0之差作为该焊接检验尺宽度尺在该测点的示值误差。
4.2 数学模型
焊接检验尺宽度尺的示值误差
δ=Li-L0
式中,Li为焊接检验尺宽度尺的示值;L0为新型检具的示值。
4.3 不确定度的来源分析
焊接检验尺宽度尺的示值误差校准结果的不确定度主要来自:测量重复性、新型检具的示值误差和焊接检验尺宽度尺的示值误差。校准环境条件的温度误差和标准器与焊接检验尺材料的线膨胀系数引入的不确定度分量可忽略不计。
4.3 输入量标准不确定度的评定
4.3.1测量重复性引入的标准不确定度分量u1,用A类评定
选择一把0~40mm焊接检验尺,对8mm,32mm两个测量点进行校准。在重复性条件下测量7次,得到测量示值列于表3。
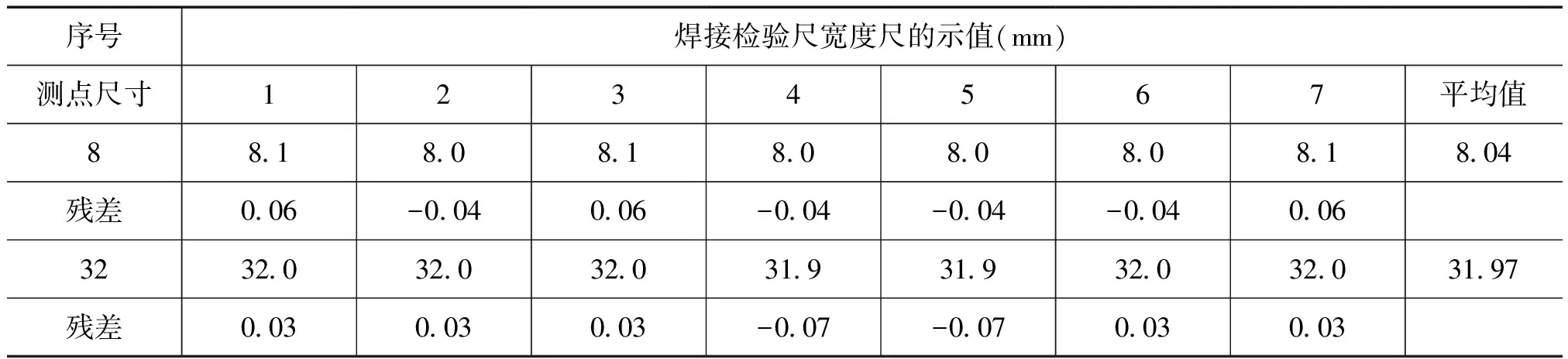
表3 焊接检验尺宽度尺的示值
用贝塞尔公式计算单次测量的标准偏差s(Li)
在实际工作中是以3次测量的平均值为校准结果,该平均值的实验标准差
式中,n′=3
3次测量平均值的标准不确定度用平均值的实验标准差表示,
在8mm测量点:
u1=s(L)=0.031mm
在32mm测量点:
u1=s(L)=0.028mm
4.3.2标准器新型检具的示值误差引入的标准不确定度分量u2
新型检具的不确定度有2个分量,一个是卡尺的示值误差引入的不确定度分量,一个是卡尺量爪尺寸L的误差引入的不确定度分量,应分别计算。

3)标准器新型检具的示值误差引入的标准不确定度分量u2
4.3.3焊接检验尺宽度尺读数误差引入的标准不确定度分量u3
焊接检验尺宽度尺的读数误差引入的标准不确定度分量u3已包含在重复性引入的不确定度分量u1中,不重复计算。
4.4 合成标准不确定度
以上各分量不相关,则有
在8mm测量点:
在32mm测量点:
uc= 0.040mm
4.5 扩展不确定度
取包含因子k=2,则
在8mm测量点:
U8=0.09mm
在32mm测量点:
U32= 0.08mm
该值小于焊接检验尺宽度尺的示值最大允许误差±0.3mm的1/3,满足焊接检验尺宽度尺示值误差检定要求。
5 新型检具应用实例
用改制后的新型检具,校准一把0~40mm焊接检验尺的宽度尺示值误差。按规程(JJG 704—2005)要求,需在8mm,32mm两个尺寸点上校准。当卡尺游标移动2mm时,梯形的尺寸即为8mm。然后将卡尺下量爪向上,把焊接检验尺主尺测量面与小梯形左下角顶部接触,转动多用尺使内侧面与右下角顶部相接触,从多用尺上读出宽度值与卡尺的尺寸(8mm)之差作为该焊接检验尺8mm尺寸的宽度尺示值误差(如图6);接着把卡尺游标向右移26mm,卡尺的小梯形的尺寸就是32mm,按上述过程校准32mm尺寸宽度尺的示值误差(如图7)。

图6 8mm校准点

图7 32mm校准点
6 结论
新型检具焊接检验尺宽度尺示值误差校准专用卡尺制作简单,测量不确定度在规程规定的允许范围之内,可以很方便地完成多种不同规格焊接检验尺宽度尺示值误差的校准。
[1]国家计量检定规程《焊接检验尺》JJG 704—2005.中国计量出版社,2005
[2]国家计量检定规程《通用卡尺》JJG 30—2002.中国计量出版社,2002
[1]魏运芳,曹满,聂佳仪.不确定度评定中的A类评定与B类评定的探讨.计量技术,2011(2)