钛合金薄板激光焊接参数的多目标优化
2014-03-20雷剑波
杨 锐,张 健,雷剑波
(1.天津职业技术师范大学,天津300222;2.天津工业大学机械工程学院,天津300387)
1 引言
钛合金密度小、强度高、耐腐蚀,已被广泛应用于航空航天领域。钛合金通常采用钨极氩弧焊和熔化极气体保护焊进行焊接加工。但由于上述两种焊接方法热影响区较大,对钛合金薄板进行焊接时,常造成穿孔、变形等焊接缺陷。而激光焊接热影响区小、能量集中,十分适合钛合金薄板的焊接加工。激光焊接的工艺参数对薄板材料的焊接质量影响显著[1-3]。由于激光焊接过程涉及复杂的物理、化学过程,许多参数难以实现量化[4]。人工神经网络适应于多变量的非线性函数逼近、模式识别、自适应滤波等领域,可对激光薄板焊接的变形程度进行预测[5-6]。激光焊接的许多优化目标之间是相互矛盾的,可利用多目标优化算法对实验参数进行优化设计。
本文采用的实验对象为TC4钛合金薄板,采用两种径向基函数神经网络预测激光焊接钛合金薄板的熔池深度和热影响区宽度。神经网络包括放电电压、频率、脉冲宽度、离焦量四个输入节点;以熔池深度和热影响区宽度作为输出节点;采用两个神经网络作为多目标优化过程的输入函数,平衡熔池深度和热影响区宽度之间的关系;通过模拟退火算法寻求多目标优化非劣解集中的最优解。
2 实验
2.1 实验板材
实验板材为表面平整的TC4钛合金薄板,化学成分如表1所示。

表1 化学成分Tab.1 Chemical composition
实验板材厚度包括1.5 mm和0.5 mm两种,利用1.5 mm板材的实验参数对神经网络进行训练,之后以0.5 mm板材验证算法对焊接参数进行多目标优化的有效性。
2.2 实验装置
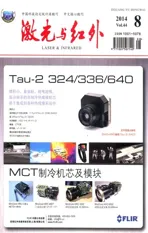
实验装置采用灯泵Nd∶YAG脉冲激光器,输出波长1064 nm,最高平均功率300 W。焊接速度保持200 mm/min;采用氩气作为保护气体,流量4.5 L/min。在此激光功率密度范围内为热传导焊接方式。采用两块搭边放置的TC4钛合金薄板,搭边宽度10 mm,试件尺寸50 mm×50 mm,试件通过专用夹具固定,运动机构采用一维电动平移台,如图1所示。
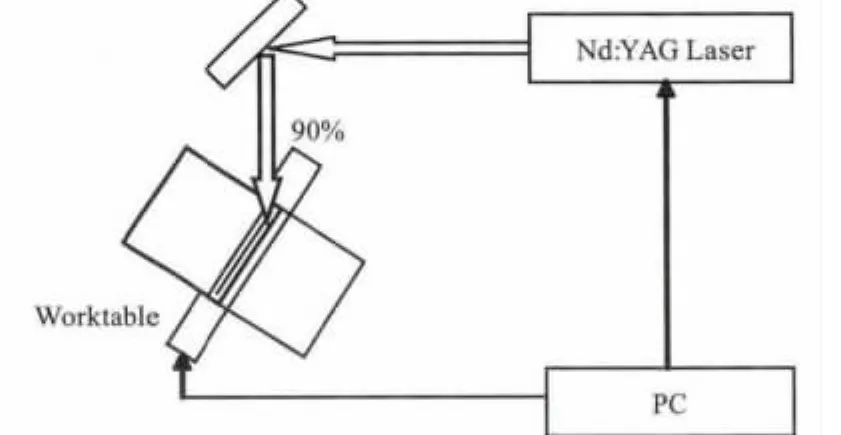
图1 实验设置Fig.1 Experimental set- up
3 神经网络
径向基函数神经网络(Radial Basis Function Neural Network,RBFNN)包括输入层、隐含层和输出层,是一类常用的三层前馈网络。基函数神经网络不仅有生理学基础,而且结构简洁,学习速度快[7]。
实验利用两个径向基函数神经网络分别预测焊接过程的熔池深度和热影响区(Heat affected zone,HAZ)宽度,以电压、频率、脉冲宽度、离焦量作为神经网络的四个输入节点,隐含层包含20个节点数,神经网络结构如图2所示。
3.1 隐含层输出函数
隐含层中第j个节点为第i个输入经过n次迭代的输出,如式(1)所示:
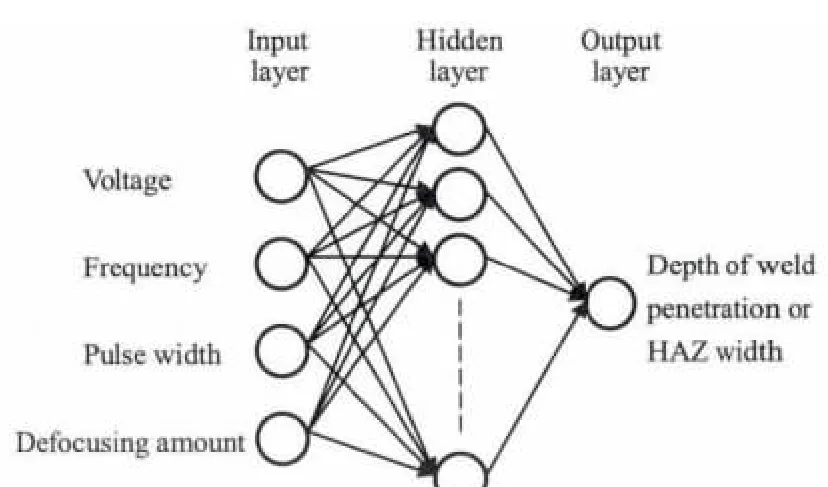
图2 径向基函数神经网络结构Fig.2 Structure of RBFNN

式中,Xi为第i个输入;Cj()n为n次迭代后第j个高斯函数的中心;σj()n为n次迭代后第j个高斯函数的宽度表示欧几里得范数。
3.2 激活函数
神经网络的激活函数采用sigmoid型:式中,H为隐含层的节点数;wjk为节点j和k的连接权重。
3.3 训练过程
神经网络采取将均方误差(Mean Square Error,MSE)减小到最小的准则。第n次迭代的均方误差为:

式中,输入节点数为N;输出节点数为M;输入节点i在输出节点k产生的输出为Tik;输入节点i经n次迭代在输出节点k个产生的输出为Oik( )n 。
3.4 学习算法
选取k-均值聚类算法(k-means clustering)作为神经网络的学习算法,学习过程如下:
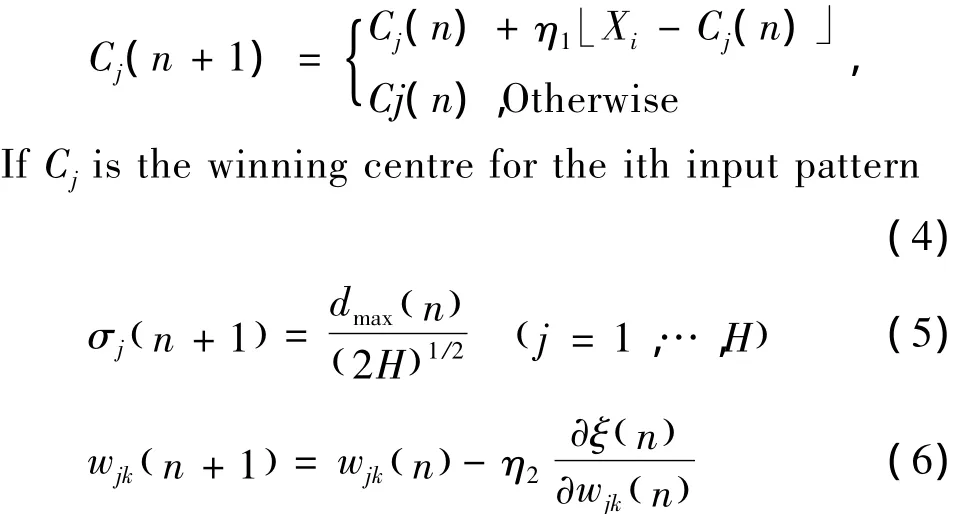
其中,dmax()n 为n次迭代后各聚类中心间的最大距离;学习率η1和η2取0或1。
4 多目标优化
多目标优化问题(Multi-objective optimization problem,MOP)适用于优化目标超过一个并需要同时处理的情况,其目的是使多个目标在给定区域同时取最佳。
利用脉冲激光焊接金属薄板时,为了提高焊接强度通常需要提高激光功率以获得较大的熔深;但随着激光功率的提高,热影响区会显著增大,甚至产生较大的变形。如图3所示,(a)图熔池深度接近材料厚度,焊接强度较高,且热影响区较小;(b)图熔池深度过小,焊接强度低;(c)图热影响区较大,但薄板产生了明显变形。图3中比例条为0.5 mm。
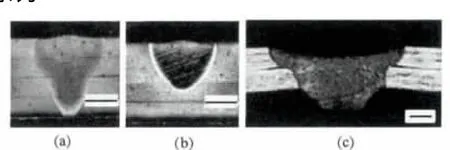
图3 不同激光功率下的熔池深度和热影响区Fig.3 Depth ofweld penetration and HAZ width under different laser power
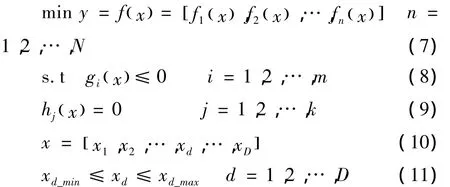
采用数学方法描述多目标优化问题,如式(7)~ (11)所示[8]:
式(7)~(11)中,X是包含决策向量的决定空间;Y是包含目标向量的目标空间;N是优化目标的数量,x是D维决策向量,y是目标向量;fn(x)是第n个目标函数,gi(x)≤0是第i个不等式约束,hi(x ) =0是第j个等式约束。gi(x)≤0及hi(x ) =0限定了解的条件,xd_min和xd_max限定向量搜索的上、下限。
多目标优化问题的语言描述为:m+n个约束条件下,N个目标函数,D个决策变量寻求非劣解的过程。采用多目标优化时,决策者只能在非劣解集中选择最满意的一个非劣解作为最终解。最优解集或非劣解集对于多目标优化问题定义如下[9]:
定义1:所有非劣最优解组成多目标优化问题的最优解集(Pareto optimal set,帕累托最优集)。
定义2:任意d∈[1,D]满足x*d≤xd,且存在d0∈[1,D]有x*d0≤xd0,相应的向量x*=?x1*,x2*,…,x*」支配向量 x= [x,x,…,x]。若f( x*)支
D12D配f(x),必须满足式(12)和式(13):

定义3:x*是搜索空间中一点,当且仅当搜索空间可行性域中不存在x,使得fn(x)≤fn( x*)(其中,n=1,2,…,N)成立时,x*为非劣最优解。
定义4:当且仅当对任意搜索空间中x都有f( x*)≤f(x ) 时,f( x*)是给定多目标优化问题f()x 全局最优解。
5 全局最优解
本文以模拟退火算法寻找非劣解集中的最优解。多目标优化问题并不存在唯一的全局最优解,所以求解过程就是寻找一个合适的最终解,而过多的非劣解是无法直接应用的。模拟退火算法最初源于固体退火,将固体加热至一定温度后再冷却。加热过程使得固体内部粒子变为无序,内能增大;冷却过程使得粒子渐趋有序,内能减小。按照Metropolis准则,在温度T时,粒子趋于平衡的概率为 e-ΔE/( )kT (E为温度T时的内能,ΔE为改变量,k为Boltzmann常数)。
采用固体模拟退火算法寻求最优解时,内能E为目标函数f,温度T作为控制参数t:由初始解i及控制参数初值t开始,重复“产生新解→计算目标函数差→接受或舍弃”,逐步衰减t值,算法终止时的当前解即为所得最优解。这是基于蒙特卡罗迭代的一种启发式随机搜索过程。退火过程由进度表控制,包括控制参数初值t及其衰减因子Δt,对应t值的停止条件S和迭代次数L。
模拟退火算法包括解空间、目标函数和初始解,算法实现过程如下[10]:
(1)初始状态S(算法迭代的起点),初始温度T,对应T值的迭代次数L。
(2)对 k=1,…,L执行(3)~(6)步。
(3)得到新解S'。
(4)计算增量 Δt'=C( )S'-C()S,其中C()S为评价函数。
(5)当Δt'<0时,S'作为新的当前解;否则采用S'作为当前解的概率为exp-Δ()t/T。
(6)若结果满足终止条件,当前解作为最优解输出,结束程序。针对本文计算过程,终止条件取为:熔深和实验板材厚度偏差小于10%,且连续5个新解都没有被接受。
(7)逐渐减少T,且T趋近于0,执行第(2)步。
6 实验结果
实验采用Minitab软件根据响应面法设计了28组实验参数,利用1.5 mm板材的焊接结果对神经网络进行训练;多目标优化过程以两个神经网络作为目标函数;采用模拟退火算法寻求多目标优化结果的最优解。采用Matlab软件进行算法计算。
实验以0.5 mm薄板验证算法对焊接参数进行多目标优化的有效性,验证实验共进行了5次,焊接结果截面如图4所示,图中比例条为0.5 mm,最优解的实验参数如表2所示。
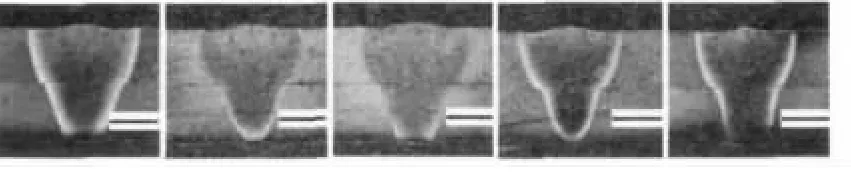
图4 实验结果截面Fig.4 Cross section of experiment results
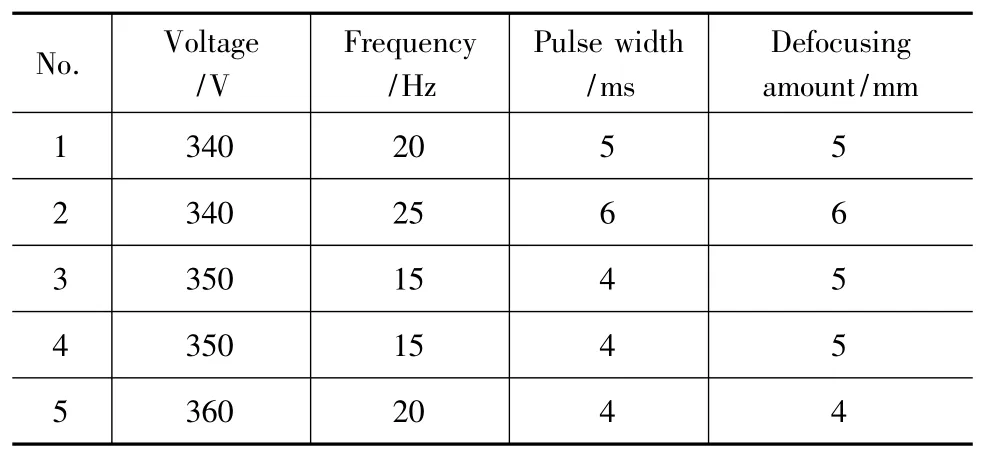
表2 不同条件下的焊接参数Tab.2 Welding parameters in different experiments
由图4可见,经过上述算法所寻求的最优焊接参数对实验薄板的焊接效果良好,熔池深度穿透了两层实验薄板,且热影响区较小,薄板未发生明显变形。对比图4的焊缝界面还可发现,多数焊缝的熔深偏大,这是由于对神经网络进行训练的实验参数是通过1.5 mm板材获得的。所以利用上述方法寻求最优焊接参数时,神经网络的训练条件和验证实验的条件不能偏差过大。
7 结论
钛合金已被广泛应用于航空航天领域。本文以TC4钛合金薄板为实验对象,利用径向基函数神经网络对钛合金薄板的熔池深度和热影响区宽度进行预测;利用多目标优化的方法平衡熔池深度和热影响区宽度之间的关系;通过模拟退火算法寻求多目标优化结果的最优解。实验证明,该方法可有效找到TC4钛合金薄板激光焊接的最优参数。
[1] SHANG Xiaofeng,DENGWeidong,WANG Zhijian,et al.Laser brazing organization and properties of hard alloy and W2Mo9Cr4VCo8 high speed steel[J].Laser & Infrared,2013,43(12):1341 -1344.(in Chinese)尚晓峰,邓卫东,王志坚,等.硬质合金与M42高速钢的激光钎焊组织及性能[J].激光与红外,2013,43(12):1341-1344.
[2] LUOWei,DONGWenfeng,YANG Huabing,et al.Development trend of high power lasers[J].Laser & Infrared,2013,43(8):845 -852.(in Chinese)罗威,董文锋,杨华兵,等.高功率激光器发展趋势[J].激光与红外,2013,43(8):845 -852.
[3] LIU Fengnian,ZHANGWenping,GUO Xin,et al.Theory research of time domain on pulse amplification of lowrepetition - rate[J].Laser & Infrared,2013,43(6):632-635.(in Chinese)刘丰年,张文平,果鑫,等.低重复频率激光脉冲放大的时域理论研究[J].激光与红外,2013,43(6):632-635.
[4] WANG Baoguang,HE Zhonghai,LIAO Yibai,et al.Study on calibrationmethods of structured light sensor[J].Chinese Journal of Lasers,2002,11(3):198 -204.
[5] Chaoyang Han,Jianxun Li,Xiao Chen,et al.Real - time restoration of rotational blurred image using gradientloading[J].Chinese optics letters,2008,6(5):334-337.
[6] R Olsson,IEriksson,JPowell,et al.Challenges to the interpretation of the electromagnetic feedback from laser welding[J],Optics and Lasers in Engineering,2011,49(2):188-194.
[7] NIE Rencan,YAO Shaowen,ZHOU Dongming,et al.Salt and pepper noise image filteringmethod using PCNN[J].Laser& Infrared,2013,43(6):689 -693.(in Chinese)聂仁灿,姚绍文,周冬明,等.基于脉冲耦合神经网络的椒盐噪声滤波[J].激光与红外,2013,43(6):689-693.
[8] Qiuming Zhang,Siqing Xue.An improved multi- objective particle swarm optimization algorithm[J].Advances in Computation and Intelligence,2007,83(2):372 -381.
[9] Kundu P K,Zhang YAN,Ray A K.Multi-objective optimization of simulated counter currentmoving bed chroma to graphic reactor for oxidative coupling ofmethane[J].Chemical Engineering Science, 2009, 64(19):4137-4149.
[10] Luis M Torres - Trevi,Felipe A Reyes - Valdes,Victor Lopez.Multi- objective optimization of a welding process by the estimation of the Pareto optimal set[J].Expert Systems with Applications,2011,38(6):8045 -8053.