锯盘磨削机气动控制系统设计
2014-03-18闫莉敏吴青松
闫莉敏,吴青松
(1.包头职业技术学院,内蒙古包头014035;2.包头市佳隆金属制品有限公司,内蒙古包头014030)
轨梁厂用于切割钢轨的锯盘,磨损到一定程度(或打齿)就无法再使用,需要更换新的锯盘。锯盘消耗量大,而且价格较贵。为了节约成本,利用焊接等技术,将更换下来的锯盘锯齿焊接(或修补)起来,再通过锯盘磨削机进行磨削,修磨成符合要求的锯盘,这样就可以重复利用。
1 工况要求
轨梁厂原有一台进口的万能锯盘磨机,虽然锯盘的两侧面和圆周顶面都能磨,但效率低,进口设备的价格又比较昂贵,而且需要修磨的锯盘数量太多,一台磨削机满足不了生产的需求,需要再订购一台锯盘磨削机[1]。为了降低成本,将进口设备国产化。根据具体工作工况,用户提出了以下要求:
(1)由人工装卸锯盘、定齿、锯盘推进和磨削量微调;用电机驱动砂轮磨削锯齿顶面;压锯盘、分齿、磨齿和退让运动由气动控制系统来控制;(2)锯盘磨削要设有手动、半自动和自动3 种控制方式:手动控制方式主要用于设备调试和磨齿前定位;半自动控制方式主要用于单齿和少量锯齿的磨削;自动控制方式用于整个锯盘锯齿的磨削;(3)要有紧急停机开关。
2 气动控制系统设计
根据上述工况要求,应用气动传动基本知识,设计出了一套气动控制系统,其原理如图1所示[2-3]。
(1)手动控制原理。压紧气缸、分齿气缸、进退气缸和气液缸可任意单独动作,该控制方式主要用于设备调试和磨齿前定位。其工作原理是:
压下手动换向阀2.10,气源接通,2.1 ~2.8 处于断开位置,压下阀2.9,使气控阀处于接通位置,3 个二位三通阀12.1 ~12.3 均断开,这时可选择7.1 ~7.8 按钮阀,用控制气源分别驱动二位五通换向阀1.1 ~1.4,来实现上述4 种气缸的单动。其气缸运动速度,可分别通过调速阀10 和11 设定。磨头点进可用手操纵阀2.9 控制。
(2)半自动控制原理。用于单齿和少量锯齿的磨削。先手动将锯盘压紧,后通过阀组实现让刀进、砂轮下行进行磨削、让刀退和砂轮返程自动循环。其工作原理是:
当磨头处于上位时,上机控阀接通控制气路,通过阀12.3、二位三通气控阀、手动操纵阀2.2 和梭阀控制进退气缸主气路上的二位五通气控换向阀换向,则进退气缸前行到进刀位,同时压下进刀位机控阀,控制气路接通,经二位三通气控阀、手动操纵阀2.3 和梭阀控制气液缸主气路上的二位五通气控换向阀换向,则气液缸下行进行磨削。当磨头下行到下工位后,压下气液缸下工位机控阀,控制气路接通,经手操纵2.1 和梭阀控制进退气缸主气路上的二位五通气控换向阀换向,使进退气缸后退到让刀位。同时气源通过延时换向阀6,经手动操纵阀2.4 和梭阀控制气液缸主气路上的二位五通气控换向阀换向,使磨头返回,完成半自动控制的一个循环。当磨头升到上工位即开始实现下一个半自动循环。另外,磨头在下工位返回之前,是先让刀后返回,其时间差是由延时换向阀6 进行调定。
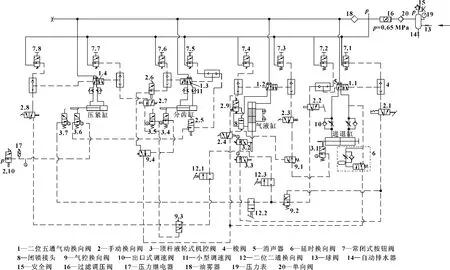
图1 锯盘磨机气动控制系统原理图
(3)自动控制原理。先采用手动控制使压紧气缸松开,分齿气缸处于分齿位,气液缸在上位,进退气缸在退位,再将手操纵阀2.1 ~2.8 压下处于通路位,另将二位二通阀12.1 ~12.2 接通,12.3 断开,操作12.10 手动操纵阀,控制气源接通,即可实现自动磨削工作。
其动作程序为:夹紧→让刀进→砂轮下行磨削→让刀退→砂轮返回(同时分齿退)→夹紧松开→分齿进→再夹紧,不断完成锯盘自动磨削的逻辑控制。其工作原理是:
锯盘夹紧后,压紧气缸在夹紧位;机控阀控制气路接通,经二位二通阀12.2、气控换向阀、手动操纵阀2.2 和梭阀控制进退气缸主气路上的二位五通气控换向阀换向,使进退气缸移动到进刀位;该位机控阀控制气路接通,经气控换向阀、手动操纵阀2.3 和梭阀控制气液缸主气路上的二位五通气控换向阀换向,使气液缸下移进行磨削;当运行到下工位时,机控阀控制气路接通,经手动操纵阀2.1 和梭阀控制进退气缸主气路上的二位五通气控换向阀换向,使进退气缸退到让刀位;之后控制气路经延时换向阀6、二位三通气控阀、手动操纵阀2.6 和梭阀控制分齿气缸主气路上的二位五通换向阀换向,使分齿气缸退到后位;同时该控制气路经手动操纵阀2.4 和梭阀控制气液缸主气路上的二位五通气控换向阀换向,使砂轮返程;当运行到上工位时,机控阀控制气路接通,经二位二通阀12.1、二位三通气控阀、手动操纵阀2.8和梭阀控制压紧气缸主气路上的二位五通气控换向阀换向,使压紧气缸松开;该位机控阀控制气路接通,经手动操纵阀2.5 和梭阀控制分齿气缸主气路上的二位五通气控换向阀换向,使分齿气缸向前移动进行分齿;当运行到前工位时,机控阀控制气路接通,经手动操纵阀2.7 和梭阀控制压紧气缸主气路上的二位五通气控换向阀换向,使压紧气缸向前移动压紧锯盘,便开始下一个磨削自动循环。
图中元件17 为压力继电器,用于自动与半自动控制中。
(4)紧急停机。当手动操纵阀2.10 拨开时,除能切断气动控制系统气源外,同时也切断砂轮电动机供电电源。
3 结论
该气动控制系统设计成本低,运转平稳,噪声低,环境污染少,节省能源。不仅满足了锯盘磨削的工况要求,而且解决了锯割钢轨所用的锯盘需求。在实际应用中,得到用户的认可和好评,具有很好的推广价值。
【1】成大先.机械设计手册[M].4 版.北京:化学工业出版社,2002.
【2】GB/T 786.1-93 液压气动图形符号[S].北京:中国标准出版社,1993.
【3】路甬祥.液压气动技术手册[M].北京:机械工业出版社,2005.
