7.7MW异步电动机转子故障分析与处理
2014-03-18邢迎春1裴云赵念源
邢迎春1裴 云赵念源
(1.大连海洋大学应用技术学院,辽宁 大连 116300;2.武钢股份公司,湖北 武汉 430083)
7.7MW异步电动机转子故障分析与处理
邢迎春1裴 云2赵念源2
(1.大连海洋大学应用技术学院,辽宁 大连 116300;2.武钢股份公司,湖北 武汉 430083)
介绍了7.7MW异步电动机转子动平衡配重块脱落的故障情况,对故障原因进行分析,并对故障的诊断及处理方法进行了探讨。
异步电动机;动平衡;故障分析;处理
一、故障现象
某氮压机配套的10kV异步电动机功率为7.7MW,主电机由西门子制造,该电机在运行过程中突然停机,故障显示为差动保护动作,电机检测绝缘发现电机三相绕组中每相各有一根引线对地绝缘为零。解体发现电机转子上动平衡配重块固定螺栓断裂,配重块脱落,固定该配重块的两根螺栓断裂,定子绕组烧毁,并有明显划痕。
二、转子动不平衡的原因及处理方法
目前动平衡处理方式主要有影响系数法和谐分量法,其中影响系数法最常用,对于单平面,通过测量原始振动、试加重量后振动,计算影响系数,确定需要加(去)重的大小和角度,即在转子上打磨去重或增加配重块,通常的做法是在转子允许面上打孔,然后用螺栓对配重块进行固定,如图1所示。文中涉及的7.7MW电动机所采取的就是这种方式进行动平衡处理。
三、故障现象及分析
通过对电机解体检查,首先发现电机驱动侧绕组已完全烧黑,同时在电机内部发现断裂的螺栓及配重块残片(图2),将转子抽出后,在转子内部找到了动平衡块脱落处的固定印迹(图3),对定子进行清洗后,可以清楚地看到绕组明显被划伤的痕迹(图4)。
根据解体检查情况判断故障原因为:电机在运行过程中,转子上的动平衡配重块固定螺栓松脱,导致配重块自转子上甩出后击中定子绕组,在电机旋转过程中摩擦定子绕组,从而造成定子绕组绝缘层受损,最终导致电机定子绕组匝间短路。

图1 转子及其动平衡配重块

图2 断裂螺栓及配重块残片图

图3 转子动平衡配重块由此处脱落

图4 绕组划伤痕迹
电机设计及制造过程中存在缺陷,动平衡配重块防松措施不到位,是造成此次故障的直接原因。
四、故障处理
由于电机定子三相绕组绝缘均被破坏,必须整体更换定子绕组,同时对转子进行动平衡处理,并对动平衡配重块进行加固,以避免再次发生同类事故。为提高修复质量,此次修复主要对绕组采取了冷拆法,真空压力浸漆等工艺,保证电机修复后能长期可靠运行,主要关键处理工艺如下。
1.测绘并记录绕组有关技术参数
测绘绕组线规、匝数、槽数、跨槽距、接法及线圈外形尺寸;并与西门子提供的原始线圈图纸进行校对。
2.拆去旧绕组
旧绕组拆除最简单常用的方法是火烧法,但由于定子铁芯经过火烧后会发生松动变形,失去原来的机械配合,硅钢片分子结构也会遭到破坏,其导磁性能和气隙磁密随之降低,同时硅钢片间的绝缘必定遭到破坏,导致涡流增大,铁损增加,温度升高,输出功率下降。因此,为确保不损伤定子铁芯,拆除旧绕组时不能采用火烧法,应采用冷拆法,用直流电源对线棒加热后直接拆除。
3.定子铁芯清槽
清理铁芯中剩余的绝缘材料,如定子铁芯有损伤,对烧损处打磨,并用稀硫酸表面侵蚀后清洗烘干;定子铁心槽形用槽样棒整形,槽口处去毛刺。
4.铁耗试验
试验要求按磁通1.2×104高斯,试验时间90min,用热成像仪监测铁芯温度,铁芯最高温升不超过20K,铁芯齿部各部件温差≤15℃。试验结果显示:最高温升16K,各部件最大温差5℃,满足规范要求,说明铁芯情况较好。
5.重新制作安装定子绕组线圈
铁耗试验合格,确认铁芯无损伤后,重新制作安装定子绕组线圈,按西门子图纸标准要求,绝缘等级F级,主要技术要求如下。
(1)铜线选用玻璃丝包双亚胺绕包扁铜线;线圈制作按西门子VPI整浸软嵌成型线圈工艺规范,线圈拉型由进口数控拉型机设定有关参数,自控顶弧。
(2)对地绝缘为F级粉云母带与亚胺薄膜复合绝缘结构;用自动包带机包扎对地绝缘。线圈防电晕处理;直线部分绕包低阻带,端部绕包高阻带。
(3)定子嵌线:将线棒嵌入铁心槽内,采用西门子专用层间垫条和磁性槽楔,槽楔配合紧密平整;绕组端部绑扎二重三道,线圈端部填充西门子专用膨胀性适型材料。
(4)绕组鼻子和过桥线连接处采用45%银焊绝缘包扎和绑扎固定,按西门子工艺规范;嵌线时预埋绕组测温元件PT100,每相2组,共6组。
6.烘焙固化
定子绕组制作嵌线完成后,采用两次VPI(真空压力浸漆)烘焙固化。VPI是指在真空及加压状态下将绝缘漆涂到绕组表面并渗透到内部缝隙的过程,这种工艺处理不仅提高电机绕组绝缘性能、降低温升、提高效率,还可以增加其机械强度,解决绕组在运行过程中的松动现象,防止短路等绝缘故障,提高防潮能力,延长电机使用寿命。
(1)预烘:将定子进烘房预烘,加热温度至150℃。
(2)抽真空:在定子冷却到≤40℃时,将定子吊入真空浸漆罐内,抽真空≤100Pa,保真空4h。
(3)输漆:使用F级6895#绝缘漆充分地浸没绕组。
(4)加压:分阶段解除真空逐渐加压,压力加至0.6MPa,保持压力4h。
(5)回漆、滴漆:吊出定子、滴漆2h。
(6)烘焙固化,定子进烘房烘焙,温度160℃,固化时间约18h,直到绕组绝缘电阻稳定为止。
7.引出电缆线
采用后接线工艺更换引出电缆线,引线电缆采用F级硅橡胶绝缘电机引接线。
8.喷绝缘覆盖漆
对定子铁心表面和线圈端部喷8037#抗弧绝缘覆盖漆。转子清复保养:清洗、烘干,表面喷8037#绝缘覆盖漆。
9.检查校验
(1)对转子平衡块、风扇所有连接螺栓紧力检查,检查笼条及导电环。
(2)转子动平衡校验;动平衡精度按国标G2.5级,试验技术检定记录如表1所示。对转子进行整体动平衡试验之后,对所有的动平衡配重块焊接加固,并进行打磨防锈处理(图5),以避免再次发生类似部件脱落事故。
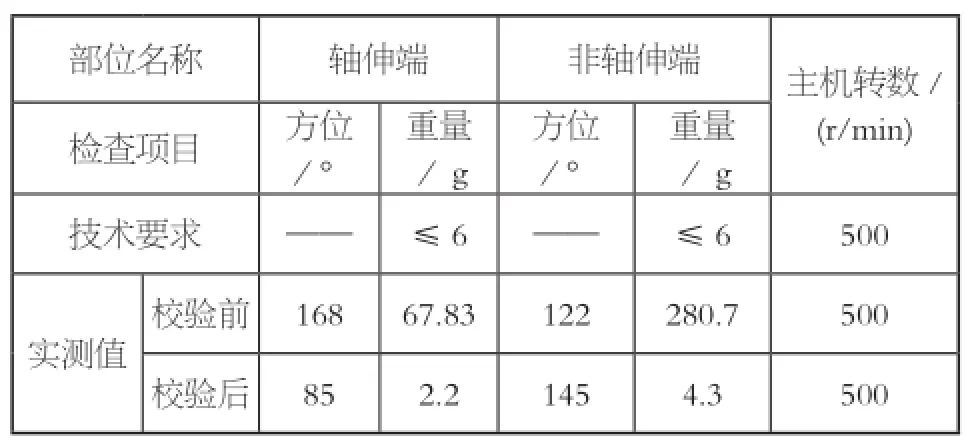
表1 转子动平衡试验技术检定记录

图5 动平衡配重块焊接加固
(3)轴瓦清洗检查。该电机为端盖式轴瓦,两端轴瓦都有绝缘层,绝缘层结构为哈夫式装配式绝缘垫。对两端轴承室进行清洗,检查密封圈,对轴瓦合金面检查保养,并压铅测检瓦隙。

表2 出厂试验主要项目报告
(4)冷却器清扫保养,水冷却器做水压泄漏试验。
(5)电机总装调试,全部温控元件功能性检查应完好。
10.整机试验
按国标GB755整机进行试验,试验主要项目及技术要求如下。
(1)绕组冷态直流电阻的测定,三相直流电阻不平衡≤2%。
(2)测量绕组绝缘电阻、吸收比、极化指数。
(3)绕组匝间绝缘电阻试验,试验冲击电压29 000V。
(4)交流耐压试验,试验电压21 000V,耐压1min。
(5)整机空载试验:全电压运转后测量电压、三相电流和损耗的测定,电机试运转2h,检查轴承温度应符合要求。电机振动测试:振速≤2.8 mm/s。出厂试验主要项目报告见表2。
带负荷运行,电机振动等各项参数与改造前基本一致,证明此次修复处理成功。
五、故障预防
由转子动平衡配重块脱落导致电机绕组烧毁的故障在工厂首次发生,因此在电机日常检修过程中也并未引起重视,但是在送至西门子指定维修工厂检修期间,了解到这种结构的电机之前也发生过类似事故,因此在该电机正常运行两个月后,对另一台同样型号的电动机进行了检查,未发现有配重块松动现象,为安全起见,对所有配重块进行加固后,并重新校核动平衡,现在两台电机均运行正常。
TM343
B
1671-0711(2014)10-0054-03
2014-09-01)
