中包自动烘烤控制系统改进措施的探讨
2014-03-17
(西宁特殊钢股份有限公司,青海 西宁 810005)
中包自动烘烤控制系统改进措施的探讨
张文龙
(西宁特殊钢股份有限公司,青海 西宁 810005)
鉴于原CSP连铸中包烘烤为全手动操作,烘烤时间长,无法满足连铸快速开浇或换包需求,且能源消耗过大。对中包烘烤系统进行改造,增加了全自动控制,操作简单,效果显著。
中包;烘烤;连铸;自动升温
一、原中包烘烤存在的问题
中间包是炼钢生产流程中衔接炼钢和连铸的中间环节,具有稳压、储存、分流、精炼的功能,对提高钢的产量和质量有重要作用。在中间包注入钢水前,中间包烘烤装置需按包体耐火材料特性,按特定的加温曲线(防止内部耐火层在烘烤过程损坏),将中间包内表而均匀加热至1 150℃。中间包的烘烤质量直接决定着中间包的热稳定状态,从而影响到中间包开浇的成功与否,对提高中间包连浇炉数,提高连铸机作业率,降低生产成本起着重要作用;同时连铸的生产节奏较快,现场的影响因素比较复杂,要求中间包具备快速烘烤的能力。原CSP连铸的中包烘烤为全手动控制,整个烘烤过程需要操作人员一步一步手动操作:首先手动将空气和煤气管道上的手阀开到一定刻度(凭经验),然后依次启动助燃风机、液压电机、转臂、开点火煤气阀、点火器、燃气阀,整个过程全部靠操作人员凭经验操作。而且烘烤所用的煤气为混合煤气,热值较低;助燃风机功率为6kW,功率较低,从而导致一个烘烤周期长达3~4h,能源消耗量比较大,烘烤效果不稳定。由于烘烤时间过长,有时不能满足连铸机快速开浇或者快递换包的要求。
二、系统整合自动控制方式措施
为了减少烘烤周期时间,提高中包烘烤的效率,对原中包烘烤功能系统整合优化。
在烘烤工艺路线上,我们将原使用的热值为8 000kJ混合煤气改为了热值为16 300kJ的低压焦炉煤气,并将原6kW的配套更换为11kW的助燃风机,充分发挥低压焦炉煤气燃烧值高的特点,将原3~4h的烘烤时间降至70min,为CSP释放产能夯实基础。
在设备自动化控制上,通过在压空和煤气管道上各自增加一套流量计和电动调节,并配合控制柜内的成套PLC和SIEMENS TOUCHPANLE TP177A的基础上,通过数学模型计算自主研发出的时分自动烘烤曲线和温度自动烘烤曲线,不仅在功能上实现了全自动中包烘烤,还根据实际情况优化大火烘烤和小火烘烤的分配,在完全满足现场中包烘烤要求的情况下,将烘烤经济性进一步提升,还避免了之前因手动烘烤、大小火分配不均所造成的中包涂料烘烤垮塌的问题。该烘烤曲线经网络传输到连铸主控室内,具备7天曲线回查功能,大大提高了烘烤可靠性。另外,针对中包自动烘烤最难的热电偶烧损问题,选用了下插式热电偶检测模式,既可降低备件成本,也大大提高了中包温度检测的准确性,具有一定的推广价值。
三、自动控制方式的设定目标
为提高中间包烘烤的质量,同时满足现场工艺对中间包的需求,完善中间包自动烘烤,原仪表设备中一部分设备必须重新设计,以期达到设定目标。操作人员根据中间包烘烤时间选择升温曲线,用升温曲线自动控制中间包升温过程和烘烤质量。
在线中包烘烤器自动温度控制要求:在线中包烘烤时间与温度实现自动控制,升温曲线可以任意设定。升温曲线的烘烤温度与时间对应关系如图1所示。

图1 在线中包烘烤时间与温度曲线
四、自动控制后中间包烘烤网络图(图2)
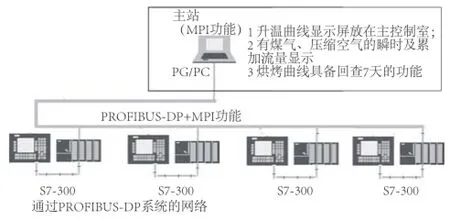
图2 PLC系统网络图
五、中包烘烤目前运行情况
中间包烘烤装置有自动点火、火焰监视、煤气,空气流量检测和控制、氮气吹扫,热电偶测温等功能,但由于长期靠操作人员手动操作和目测,以上功能基本上已经丧失,在恢复上述功能的过程中,同时还在原系统上增加了自动烘烤功能,使其具备温度,流量,阀位3种自动控制方式,使之满足不断变化的工艺条件,具备中包快速烘烤的能力。
1.改造内容
(1)增加了“燃气阀关闭”按钮。
(2)增加了“自动停止”按钮。
(3)原“点火复位”按钮及作用取消。
(4)原“烘烤正常”指示灯取消。
(5)原“烘烤正常”继电器改为“自动启动”指示灯信号。
(6)增加了一个继电器,为“自动停止”指示灯信号。
(7)增加了一个S分度号温度变送器。
(8)增加了一个10A的空开,作为煤、空两台电动调节阀220V供电的总电源。
(9)增加了现场接线箱一个,里面有6A空开2个,分别为煤、空电动调节阀供电电源。
(10)PLC硬件中,增加了一个8通道的AI模板和4通道的AO模板。
(11)PLC柜表面,增加了一台西门子触摸屏,型号为TP177A,通过PROFIBUS-DP总线与CPU通讯。
(12)煤气、空气流量检测孔板各1台;煤气、空气流量变送器各1台;煤气、空气流量调节阀各1台;S型热电偶一个。
改造后系统监控画面如图3所示;系统现场操作盘如图4所示。
2.自动功能的实现和具体操作步骤
(1)确认设备正常(如总电源、风机电源、液压电源、风机故障、液压故障等设备状态信号)。
(2)将“自动/手动”旋钮打到“自动”,自动模式指示灯为绿色。

图3 系统监控画面
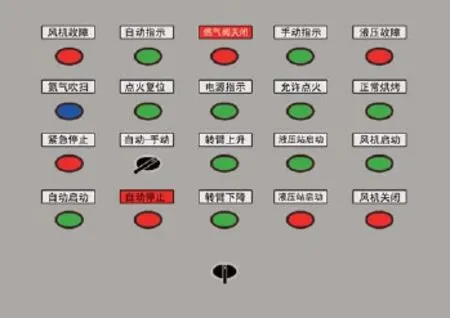
图4 系统现场操作盘
(3)按下“自动启动”按钮,风机、液压电机(启动10min后自动停止,也可按“液压站关闭”按钮手动停止,液压站在自动烘烤过程中可手动启停)、点火煤气(风机启动后5s)会依次自动打开(一定要注意点火煤气是否点火成功,若自动点火不成功,则需手动关闭,待氮气吹扫完成后,手动重新点火)。
(4)按下“转臂下降”按钮,转臂下行到“点火极限”时,燃气阀自动打开,同时空气和煤气调节阀阀位自动设定,开始烘烤,(煤气阀位14%,空气阀位50%,保持15min;然后煤气阀位为18%,空气阀位100%,自动模式下,煤气阀位设定不能超过30%,已在程序中锁定)直至达到所需时间。在自动烘烤过程中,可根据实际情况手动更改煤气、空气调节阀阀位。
(5)烘烤完成后,按下“自动停止”按钮,依次自动关闭燃气阀、氮气吹扫20s、自动启动液压电机(启动10min后自动停止,也可按“液压站关闭”按钮手动停止)、转臂上行直至初始极限位(手动操作),同时延时60s停止风机。
(6)自动模式烘烤过程中可将自动转为手动,但手动模式烘烤过程中不可将手动转为自动。
3.自动烘烤的实时曲线记录(图5)

图5 自动烘烤曲线
六、系统的优点和改进方向
1.现系统的优点
改造后的CSP连铸中包烘烤系统,既可全手动操作,又可全自动按照升温曲线自动烘烤,提高了中包烘烤的质量和稳定性。一方面节省了人力资源,另一方面使烤包流程标准化,减少了人工操作产生的误差,提高了烤包的成功率和烘烤质量。
中包具备快速烘烤的能力,烤包速度快,中包内的温度能够准确达到开浇所要求的温度,可应对快速开浇和快递换包的要求,极大的满足了连铸生产的需要,同时由于采用了热值较高的低压焦炉煤气,采用了功率更大的助燃风机,也大大的减少了能量消耗,具有较高的推广价值。另外还恢复了能源计量。
2.系统的改进方向
(1)助燃风机的压力不足,保证不了火焰的长度,无法实现空燃比控制,导致燃料的热效率得不到有效的提高。
(2)助燃风机的压力不足,保证不了火焰的长度,在投运自动温度调节方式时没有充分燃烧的煤气会飘逸出中包外烧坏点火电极和测温电偶,影响中包测温的正确性。
TP273
:B
:1671-0711(2014)09-0063-03
2014-08-18)
