燃料棒压力电阻焊机控制系统的研制
2014-03-17王来革
王来革
(中核建中核燃料元件有限公司维修安装部,四川 宜宾 644000)
1 概述
压力电阻焊是以电阻热为能源的一种焊接方法,是焊接科学技术的重要组成之一,广泛应用于机械制造、造船、海洋开发、航空、航天、原子能、电子技术、汽车制造等工业部门。我国在压水堆核燃料棒的生产中,主要采用高真空电子束焊和氦弧焊,但在新引进的VVER燃料元件的生产中开始使用压力电阻焊。
2 燃料棒压力电阻焊接工艺分析
2.1 燃料棒压力电阻焊接原理
燃料棒压力电阻焊是利用适当的预压力使包壳管端面与端塞配合面接触,以清除材料表面的氧化膜,通过电极给工件施加焊接电流,利用电流流经包壳管与端塞的接触面及邻近区域产生的电阻热使焊接面的金属被加热至高温塑性状态,然后迅速施加二次压力,靠顶锻来完成焊接的方法。
2.2 燃料棒压力电阻焊接工艺
燃料棒压力电阻焊机的结构原理如图1所示,

图1
焊接工艺流程为:手动或利用自动上端塞机构将端塞送入端塞夹头中进行夹持→包壳管置于上料架→压轮压下进料→焊室密封滑块向右运动密封焊室→焊接夹头夹紧包壳管→辅助夹持夹紧包壳管→管密封→抽焊室真空→充氦气→施加预压力→预压力保持1500ms~2000ms→施加焊接压力进行顶锻→放电(加热)→焊接压力保持2000ms~2500ms→松开端塞夹头→卸除压力→释放焊室内气体→松开焊接夹头→松开辅助夹持→松开管密封→退料。
3 燃料棒压力电阻焊机的总体结构设计
锆管压力电阻焊机的设计需符合下列相关电气技术要求:所有测量仪表应实现软件化;焊接参数需由计算机设定、显示、储存和生成报表;焊机系统需采用计算机控制,控制模式包括手动、调整(测位功能)与自动(单支、连续)方式;
焊机控制系统要求可靠、稳定,且具有必要的联锁保护功能;控制系统应具备基本的故障诊断功能,即有输入输出状态表和电源及气源气压异常、参数超限等报警功能,且报警指示灯亮时,设备应立即停止,并保持原状;焊机设备应具备急停控制功能,以处理突发故障;同时,应具有暂停功能;焊机系统的控制界面要美观友好,且操作简单。
焊机系统要能完成焊接工艺参数及部分参数限值的设定,并可实现关键参数的采集及修正,具体要求如表1所示。在进行压力电阻焊接时,工艺参数需由计算机设定和显示;限值设定是用以控制焊接过程中工艺参数,检测参数是否符合工艺要求;采集是用以工艺参数的反馈,并由计算机储存。
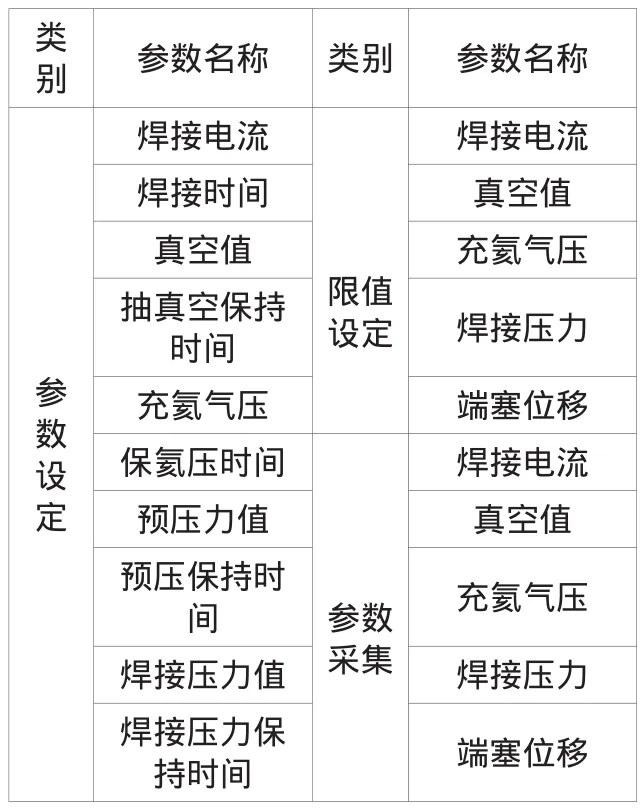
表1
4 燃料棒压力电阻焊机的控制系统
4.1 虚拟仪器技术
虚拟仪器的核心思想是借助计算机的软硬件资源,实现硬件技术的软件化和虚拟化,降低系统成本,增强系统的功能与灵活性。软件在虚拟仪器系统中具有极其重要的作用,从底层到顶层,虚拟仪器的软件系统框架包括VISA库、设备驱动程序、应用软件三个部分,其软件结构如图2所示。

图2
VISA库即标准的I/O函数库及相关规范的总称,驻留于计算机系统之中,用以连接计算机与仪器设备,实现对仪器的控制。设备驱动程序是用以实现应用程序对设备的控制,可在应用程序中调用。应用软件位于设备驱动程序之上,为开发人员提供了多种功能函数库,用以拓展仪器的功能,同时为用户提供了友好的操作界面。
LabVIEW是虚拟仪器领域中最具普适性的图形化编程开发工具,是当前国际上应用最广效果最佳的数据采集与控制开发软件之一,主要应用于仪器控制、数据挖掘、数据分析与显示等领域,适用于多种不同的操作系统。与以往的高级语言相比,LabVIEW图形化语言编程针对的是非专业程序编制的普通工程设计人员,具有编程简洁、直观性强、人机交互界面友好、数据可视化分析与设备控制能力优等特点。
4.2.压力电阻焊机的系统功能实现
锆管压力电阻焊接工艺流程为:端塞夹持→进料→焊室密封→焊室锁死→焊接夹具夹紧→管密封→辅助夹持→焊接小室抽真空→真空度到→充氦→氦压到→施加预压力→施加焊接压力→电源放电→松端塞夹具→卸除气囊压力、氦压→松焊接夹具→复位。在工艺流程中,机械动作由气动电磁阀控制的气缸来完成,并利用限位开关检测动作是否到位,采用传感器测量焊接过程中的重要焊接参数。
5 焊机系统抗干扰技术设计
微机控制的压力电阻焊机工作的电磁环境是比较恶劣的,焊机在工作时不仅要受到从电网上传来的“噪声”干扰,焊接电源本身也是一个很强的干扰源,象电源内部的逆变电路开关电流和变压器绕组电流、电压的变化以及焊接时负载线上的电流频繁变化都会产生高频噪声。因此,在整个焊机的研制工作中,始终将抗干扰性能作为焊机设计和制作时首先考虑的问题之一,并从硬件和软件两个方面采取了一系列抗干扰措施,有效地保证了系统稳定可靠地工作。
6 工艺试验
6.1 焊接试验参数
压力电阻焊接是由压力、电流与时间三个重要参数共同作用的结果,因此,三者之间的适当配合是形成合格焊缝的必要条件。在焊接材料确定的情况下,只有在一定的压力与温度条件下,才能完成压力电阻焊接。
根据对焊接工艺参数的研究,经过多次焊接试验可知,压力为700Kgf~800Kgf、时间为30ms~50ms,电流应选择斜坡式,且不应低于15000A。斜坡式电流先线性上升至i0,在一定时间内线性上升至i1,再线性下降,完成焊接。具体试验参数如表2:

表2
6.2 试验结果
采用上表所示参数来进行重复多次的端塞压力电阻焊接试验,试样的各项检验指标均满足工艺技术要求。经超声检测,焊缝密实区宽度都大于1.5mm;通过对试样进行纵剖金相检验,焊缝两侧热影响区分布合理,对试样进行横剖金相检验,焊缝圆周上未产生未熔合缺陷。
结语
燃料棒压力电阻焊机的研制成功,打破了又一项国外先进核国家对燃料元件生产工艺、设备的垄断,填补了国内压水堆燃料棒生产循环使用国产设备的又一项空白,不仅及时解决了含钆燃料棒的生产问题,而且对于掌握燃料棒压力电阻焊接工艺原理、设备结构,以及培养技术人员队伍都具有重大意义,为压力电阻焊接工艺的进一步推广使用打下坚实基础。
本焊机焊接电流动态响应速度快,焊接电流稳定;控制系统设计合理,结构紧凑、精确可靠,充分发挥了本系统的高可靠性、强抗干扰性,实现了高压充氦密封焊接工艺过程自动化,数据采集系统实现了焊接电流、焊接压力等焊接参数的采集、储存和打印;具有数据历史查询系统及输出功能,达到了预期的目的,现在已经保质保量的完成了三个周期的生产任务。
[1]中国工程机械学会焊接学会编.焊接手册(第一卷)[M].北京:机械工业出版社,2001.
[2]中国工程机械学会焊接学会编.焊接手册(第二卷)[M].北京:机械工业出版社,2001.
[3]赵熹华.压力焊[M].北京:机械工业出版社,1988.
[4]林国荣. 电磁干扰及控制[M].北京:电子工业出版社,2003.
[5]雷振山. LabVIEW 7 Express 实用技术教程[M].北京:中国铁道出版社,2004.
[6]刘君华. 基于LabVIEW的虚拟仪器设计[M].北京:电子工业出版社,2003.
[7]候国屏,王珅,叶其鑫. LabVIEW 7.1编程与虚拟仪器设计[M].北京:清华大学出版社,2005.
