墨键巧改造故障得排除
2014-03-12陈刚徐小刚江汀
陈刚+徐小刚+江汀
2005年7月,高斯环球45型报纸印刷机在我公司正式投产使用,但随着设备使用年限的延长,墨键在印刷过程中出现了各种故障。据统计,高斯环球印刷机两个塔共有336个墨键,每年因故障更换下来的墨键数量约在30个以上。墨键一旦发生故障,不仅会影响印刷质量,耽误出报时间,还会产生墨键更换成本。对此,我公司专门对墨键进行了改造。下面,笔者将高斯环球45型报纸印刷机常见的墨键故障及改造思路与业界同仁分享。
墨路控制原理及故障表现
高斯环球45型报纸印刷机的操作控制台通常用0~100来表示墨量从最小到最大的变化,如果对应到墨斗结构中,就相当于墨斗刀片与墨斗辊的间隙从最小到最大的变化。墨路控制原理为:操作工利用操作控制台调节当前印刷品所需的墨量,墨量数据先通过网络交换机ARCNET到达印品质量控制模块EPC,然后再被传送到墨键控制模块,墨键控制模块输出多路直流正电压或负电压控制各个墨键电机正反转,并同时接收各墨键反馈的位置数据。接下来,反馈数据经过印品质量模块EPC和网络交换机ARCNET返回到操作控制台中,并以图形界面的方式直观显示出墨键的墨量大小,从而形成一个墨路控制系统。
在报纸印刷中,墨键需要频繁工作的时间段包括:开机前对各版面进行预放墨;对最开始印刷的几千份报纸墨色进行精确调整;在印刷过程中,对个别区域的墨量进行微调;在某版报纸印刷结束后,印刷机需脱机换版,墨键要全部归零。以上工作时间段也是墨键故障(如墨键接线松动,墨键内部齿轮脱落、卡住、打滑等)经常发生的时候。
我公司最常出现的墨键故障为,当墨键的销轴未连接到墨斗时,在操作控制台控制墨键电机从0正转到100,再从100反转到0的过程中,各项反馈参数都正常,系统也未报错;而当故障墨键的销轴连接到墨斗后,在操作控制台控制墨键电机重复上述测试的过程中,正转最大值只能达到80左右,反转最小值只能达到10左右,且操作控制台显示的墨键数值变红,墨键控制器显示错误代码。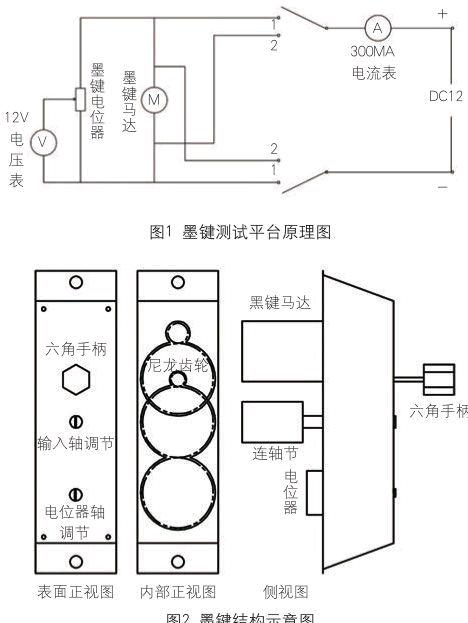
解决方法
针对上述问题,我们搭建了一个简单的墨键测试平台,测试原理图如图1所示。利用这一平台逐个检测故障墨键发现,问题主要集中在以下两个方面。
问题一:墨键电机电流偏大
用万用表检测墨键电机的阻值发现,新墨键的电机阻值为20欧姆左右,磨损墨键的电机阻值从几欧姆到十几欧姆不等,阻值越小说明墨键电机磨损越严重。通过测试平台,测得新墨键电机空转时的电流约为30毫安,上机连接负载后的工作电流约为50~60毫安,到达极限位置内部齿轮出现打滑时的电流约为150毫安;故障墨键根据磨损程度的不同,测得电机空转时的电流低则达到150毫安,高则达到3~4安,严重时接通12伏电压时会冒烟。
拆开故障墨键的电机仔细观察发现,因长期使用,碳刷已经严重磨损,电机内部充斥着碳粉,由此导致电机电流过大。一个墨键控制器控制20多个墨键,假如这些墨键同时以最大电流工作,累加产生的电流就有可能会烧损墨键控制器,因此必须更换掉这些磨损的微型电机。于是,我们定制了一批新的微型电机,更换后测得的检测电流、转速、扭矩等指标完全符合新墨键的标准。
问题二:尼龙齿轮相对铁轴转动而磨损
从图2所示的墨键结构示意图可以看出,墨键六角手柄处的内部铁轴上安装有一个尼龙大齿轮和一个金属小齿轮,其中,尼龙齿轮是按照过盈配合的方式安装在铁轴上的。我们推断,这个位置的齿轮之所以没有采用平键或销等连接方式,是为了当墨键调节到极限位置后,如果墨键电机还在继续工作,所产生的扭矩就会使尼龙齿轮克服过盈配合的力并相对铁轴转动,从而保护墨键电机、电位器等部件。但是,这种设计也会带来一些弊端:如果尼龙齿轮相对铁轴经常转动,尼龙齿轮就会磨损,过盈配合就变成了过渡配合甚至间隙配合,这样就会产生墨键内部齿轮打滑现象,从而影响墨键的正常使用。
对此,我们加工了一批齿圈,安装在尼龙齿轮的台阶上。齿圈上安装有3个顶紧螺丝,通过调节顶紧螺丝来调整尼龙齿轮和铁轴之间的间隙配合,以保证墨键既能在0~100之间正常工作,又可以使尼龙齿轮在墨键到达极限位置后开始打滑,从而保证墨键电机、电位器等部件不被损坏。
针对以上两个方面的问题,当更换完新的微型电机,并在尼龙齿轮上加装齿圈且调整好压力后,再拼装好墨键并调整好墨键电位器零位参数,至此墨键改造工作全部完成,可以上机使用了。墨键改造后的正常工作电流不超过150毫安(若超过,需重新检查机械装置),墨键可在0~100范围内正常调节墨量。目前,改造后的几十个墨键已在设备上使用半年之久,效果如同新墨键一样,为公司节省了不少维修成本。endprint
