裁切工序质量管理之我见
2014-03-12马金涛
马金涛
裁切作为印后加工工序的一个环节,对印品质量的影响非常大,因为一旦出现偏差就会使得印品变成废品,从而使前工序所做工作都失去意义,造成极大浪费。因此,重视和提高裁切工序技术水平是非常必要的。
裁切工序最常见的质量问题
1.裁切面凹陷
纸张裁切面凹陷主要是由以下原因造成的:①裁切刀的倾斜角度不足,应该更换倾斜角度较大的裁切刀;②千斤顶压力太低,应该在调节阀上重新调节千斤顶压力;③裁切刀架座位置不当,应该重新检查相关螺丝并使之上紧。
2.纸张出现裂纹
一般裁切时,裁切刀先与表层纸张接触,然后将纸张切断分开,最后切下层的纸张。在裁切过程中,纸堆的切面会出现以下现象:刀口的刀刃还未到达纸张切割处,纸张就出现了裂纹,这是因为刀片切入的压力,使下部的纸张不等刀刃到达就断裂了,此时裂纹呈锯齿状。通常纸堆裁切到一半高度时,裂纹就开始出现,内刀口的裂纹经过刀背面的平面摩擦要光滑些,外刀口的裂纹经过45°倾角刀棱的作用,比较毛糙。
此外,有一部分纸张产生裂纹的原因是在裁切刀的切力下,纸张的瞬时断裂强度比纸张纤维的断裂强度小,在刀口的作用下,纸边边缘的纤维从断裂处被拉出来,这种现象是不可避免的。纸张产生裂纹的长短和锯齿大小,与切纸机的抽进动作和操作条件等有关。
裁切质量的影响因素
操作人员应谨记并不是所有的被裁切印品都是撞齐后直接一刀切。裁切过程中,会出现各种各样的质量问题,如裁切规格不合要求,被裁切印品的切口不光洁、上长下短、左右歪斜等,但其产生原因不外乎以下5个因素的影响:①操作者,包括操作者的质量意识、技术水平、熟练程度和身体素质等;②设备,包括设备的精度和维修保养状况等;③材料,包括材料的化学性能、物理性能以及外观质量等;④方法,包括加工工艺、操作规程、测试方法以及工艺装备选择等;⑤环境,包括工作地点的温度、湿度、照明、噪音和清洁条件等。
1.纸张含水量和车间温湿度
纸张的标准含水量为6.5%~7.5%,在这个范围内,适度增大纸张含水量,会在一定程度上提高裁切质量,这是因为纸张含水量的增加,除会提高纸张耐折、抗撕裂性能外,还会减少纸张纤维之间的连接力。但如果被裁切印品的水分过大,纸张弹性降低,裁切时印品垛上层就会比下层长一些,容易导致印品尺寸不一;如果被裁切印品的水分过低,则印品垛上层就要比下层短一些,同样会导致印品尺寸不一。因此,操作人员要掌握好车间温湿度和纸张水分,熟悉纸张含水量大小与温湿度的关系以及它们对裁切质量的影响。
2.被裁切印品的堆叠高度
被裁切印品的堆叠高度对裁切成品规格的准确性影响很大,被裁切印品堆得越高,裁切精确度就会越低,从而使印品翘曲变形,严重时损坏切纸机,造成质量事故。相关试验证明,在保证裁切质量的情况下,被裁切印品高度每增加5~120mm,裁切误差将会从0.1mm增至0.4mm,同时,斜度由0mm增至1.5mm。因此,被裁切印品的高度应该保持在切纸机规定的范围内。
3.裁切速度
相关试验证明,在规定的速度范围内,裁切速度越快,纸张的抗切力越小,裁切精度就会越高;裁切速度越慢,纸张的抗切力越大,纸张的附加翘曲弯度就会越大。当裁切速度由每分钟10~15个循环变成20~25个循环时,纸张的抗切力将显著降低。但是当裁切速度超过切纸机规定的速度时,就容易造成事故。因此,裁切时,操作人员要根据实际情况适当调整裁切速度。
4.刀刃角度
根据使用经验,切纸机刀片的角度越小则越锋利,裁切的纸张整齐、边缘光洁,纸张对切刀的抗切力也越小。但刀刃角度太小,刀片的耐磨性和牢固性也会降低,容易造成磨损,影响裁切质量和裁切速度,特别是当裁切厚度较厚、表面硬度较大的印品时,由于纸张的抗切力大,刀片因过薄易弯曲,导致裁出的印品切面有条杠。因此,刀刃角度应在刀片所使用钢材的坚硬度和耐磨性所允许的范围内尽量小些,且应该考虑纸张性能。我国目前切纸机的刀刃角度一般为16°~25°,如果被裁切印品是硬纸板,刀刃角度可略增大,反之可适当减小。
5.裁切压力
裁切过程中,往往会碰到如下问题,施加同样的压力,裁切质量有异(刀刃角度等条件都相同),这主要是由于被裁切印品的纸张性能不同。众所周知,不同纸张的抗断强度、弹性系数以及摩擦系数都不同,因而纸张对切刀的抗切力也不同。通常,抗断强度大、弹性系数小或摩擦系数大的纸张,所需的裁切压力较大,如果裁切压力达不到纸张所需压力,就会出现纸张歪斜现象。
切纸机的维护和保养
高裁切质量的前提是切纸机处于理想状态。为了保证切纸机的正常运转,减少摩擦损耗,保证设备精度,延长设备使用寿命,印刷企业必须合理使用切纸机,正确对其进行维护和保养。
(1)工作开始前(换班或中途停车后继续工作)应检查切纸机的主要部件,加注润滑油。
(2)在每班工作结束后,应对切纸机进行清洁,将外露摩擦面擦拭干净并加润滑油。
(3)切纸机在正常两班制工作情况下,应每两周对切纸机作一次全面清理和检查。
(4)切纸机如要较长时间停机不用,必须将所有光亮面擦拭干净,涂上防锈油,加罩塑料套将整机遮盖。
(5)切纸机停用若达3个月以上,还应在防锈油上覆防潮纸。
(6)检查、拆装切纸机时,禁止使用不合适的工具和采用不科学的操作方法。
切纸机的操作注意事项
印刷企业应制定严格的裁切工序工作流程(如图1所示),其中,操作人员在操作切纸机时需要特别注意以下事项。endprint
(1)开机前检查千斤顶压力是否正常,光电管安全装置是否灵敏、安全有效,微调是否在“零”位置,泵、电磁、离合器是否正常。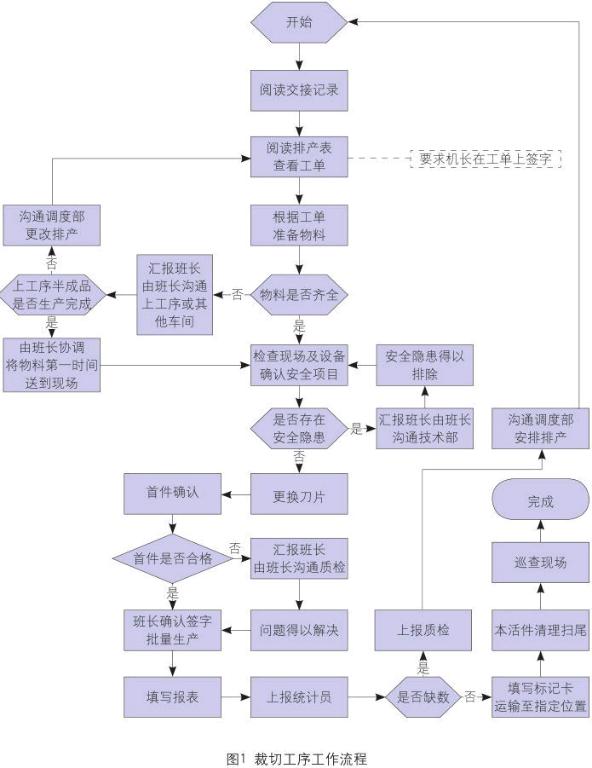
气
(2)根据被裁切印品需要的尺寸,检查各个程序的数值是否准确无误。
(3)以上各个部位检查正常后,方可进行正常裁切,裁切前先将规矩退至后面,使其慢速前进,用规矩上的手压油泵分段加油。
(4)换刀时要用上刀器,拿刀转身时要注意四周有无人员,将刀放在刀板上,紧好螺丝后放到指定地点,再用换刀器换上新刀。
(5)不得在刀盘上修理刀条,以免损伤刀条槽和刀盘。
(6)盘刀时,先切断电源,去掉轮的防护罩等,等轮停止运转后,再用专用工具将刀盘升至最高点,上好防护罩,方可开机。
(7)裁切工序由于印品数量较多,且都属于易燃物,因此,应特别注意安全问题:①人员进入现场需着工服、穿平跟鞋、女员工需将头发盘起并放入工作帽中;开机之前检查所有安全开关是否正常,如出现异常应立即停机检修并同时报技术部(填写工程单)、调度部(制程报告单);严禁在设备上摆放杂物、辅料、工具等;易燃易爆物品需妥善保管,限制领用数量,按照车间管理规定量申请使用;配电箱、消火栓安全距离内禁止摆放活件,保持消防通道畅通;定期检查车间内消防设施,灭火器、消火栓等器材保证运作良好;车间内禁止吸烟并禁止一切明火,如有火灾发生,应根据火势及时进行处理。
裁切工序的印品检验
除了在操作技术方面做好裁切工作外,印刷企业在管理层面也要制定合理的规章制度,以最大程度地保证裁切质量。
(1)为了最大限度地控制质量,减少物耗,裁切质量应以机台自控为主。
(2)印刷企业在裁切工序应有专职检验人员,采取巡回抽查的方式,通常情况下印品抽查率不应低于班产量的20%。对抽查印品进行分析时,需要对照标准样张,使用裁切规格量板,检查抽查印品的成品规格、白边规格、90°角准确程度及刀口光洁程度等。对于检查过的印品,应做好记录以及标记。
对于专职检验人员,施行专检责任制。其须对所抽查印品的判错、漏检负责;对质量不良或倾向性质量问题,因没有及时反馈和督促解决致使问题发展负责;对完成抽查率负责;对已抽查印品的标记和记录的准确程度负责。endprint
