催化汽油掺炼作重整原料评价试验
2014-03-12王宗宝郑云弟孙利民
王宗宝,王 涛,钱 颖,颉 伟,王 斌,郑云弟,孙利民
催化汽油掺炼作重整原料评价试验
王宗宝,王 涛,钱 颖,颉 伟,王 斌,郑云弟,孙利民
(中国石油石油化工研究院兰州化工研究中心,甘肃 兰州 730060)
分别以直馏石脑油、掺入催化汽油的直馏石脑油及掺入催化重汽油的直馏石脑油为原料,进行了CA-1催化剂与进口重整原料预加氢催化剂的对比评价,考察催化剂加氢脱硫、加氢脱氮性能及处理劣质原料的能力。结果表明:CA-1催化剂加氢脱氮性能和高氮原料适应能力明显优于参比剂。
催化汽油;直馏石脑油;重整预加氢;加氢脱氮
由于我国原油以重质油为主,轻、中质馏分少,重质馏分多,直馏石脑油组分收率较低,加之近年来以直馏石脑油为裂解原料的乙烯装置的生产能力不断扩大,造成催化重整装置原料不足,严重影响企业的经济效益。把加氢裂化重石脑油、催化汽油、焦化汽油等作为催化重整装置原料[1-3],是解决我国催化重整原料油不足的重要途径。
通过分析,催化汽油的前段烯烃含量高,后段芳烃含量高,前后段辛烷值均较高,而中间段的辛烷值最低。催化汽油中的中间段馏分通过催化重整进行改质,可以解决汽油产品中硫和烯烃含量高的问题,但催化汽油中的硫、氮含量均较高,作为催化重整原料必须经过加氢处理。这就给重整预加氢催化剂性能提出了更高的要求。要求提高预加氢催化剂的加氢脱氮性能,要求催化剂对不同油品有较好的适应性。
中石油院兰州化工研究中心开发了加氢脱氮性能较好的W-Ni体系加氢精制催化剂,针对直馏石脑油与催化汽油进行原料适应性评价试验,并与国内市场应用较广的进口催化剂进行性能对比。

表1 直馏石脑油与催化汽油性质分析

表2 直馏石脑油与催化汽油馏程分布
1 实验部分
1.1 载体制备
无定形硅铝-Al2O3复合载体采用混捏法制备而成,按一定比例称取一定量的无定形硅铝和拟薄水铝石粉料(无定形硅铝与拟薄水铝石质量比为1∶5.6)在捏合机中混匀,再加入适量扩孔剂、助挤剂和水混捏约30 min。在挤条机上将其挤成直径约1.2~1.4 mm的三叶草条,烘干后在一定温度下焙烧。
1.2 催化剂制备
催化剂采用W-Ni为活性组分,用等体积浸渍法进行制备。先将活性组分的金属盐配成浸渍液,取复合载体进行浸渍,烘干,焙烧,制得催化剂记为CA-1。
1.3 原料油性质
取国内H炼厂直馏石脑油与催化汽油进行分析,分析结果如表1、表2所示。
由表1、表2可以看出,与直馏石脑油相比,催化汽油氮杂质和烯烃含量较高,硫含量、油品密度比直馏石脑油略低,轻组分比直馏石脑油略多,干点接近。从油品性质可以看出,催化汽油补充做重整原料对重整预加氢催化剂性能提出了更高要求,尤其是对脱氮性能和抗结焦性能要求有更进一步的提高。
1.4 催化剂性能评价
1.4.1 催化剂来源及物性
评价试验取CA-1与国内市场占有率较高的某进口催化剂(以下称参比剂)进行对比,两催化剂物性对比如表3所示。

表3 CA-1与参比剂物性对比
1.4.2 催化剂装填
催化剂加氢性能评价在330 mL固定绝热床评价装置上进行(见图1),催化剂装填量为110 mL,装填时用220 mL瓷球进行稀释。
2 试验结果与讨论
使用CA-1与参比剂进行对比评价试验,反应条件参考工业实际工况,反应压力2.0 MPa,反应空速8.0 h-1,氢油体积比80∶1。分别以H炼厂直馏石脑油、掺加催化汽油的直馏石脑油、掺加催化重汽油的直馏石脑油为原料,进行催化剂性能考察,同时对催化汽油补充做重整原料方案进行可行性试验。
2.1 直馏石脑油为原料
首先以直馏石脑油为原料对CA-1催化剂和参比剂进行对比评价,原料油性质如表1所示,氮含量和溴价均较低,主要考察催化剂加氢脱硫性能,对比评价结果如表4所示。

表4 CA-1催化剂与参比剂对比评价结果
由表4中数据可以看出,以直馏石脑油为原料,催化剂连续稳定运转348 h,自制催化剂在入口温度220 ℃可使产品合格,对比剂在215 ℃可使产品合格,自制催化剂加氢脱硫性能略低于对比剂。
2.2 直馏石脑油+全馏分催化汽油为原料
直馏石脑油中掺加不同比例催化汽油为原料,考察催化剂对催化汽油补充做重整原料适应性,对比CA-1催化剂与参比剂加氢脱氮性能(表5)。

表5 原料油性质
由原料分析数据可以看出,随着直馏石脑油中掺入催化汽油量增大,原料油氮含量与溴价均呈增大趋势,硫含量略有下降(表6)。
以掺加15%催化汽油的直馏石脑油为原料,连续运转168 h,CA-1催化剂与参比剂均在入口温度230 ℃使产品合格,CA-1催化剂产品硫、氮含量略低于参比剂。
以掺加30%催化汽油的直馏石脑油为原料,连续运转168 h,CA-1催化剂在入口温度235 ℃时使产品合格,CA-1催化剂产品硫、氮含量略低于对比剂。
2.3 直馏石脑油+催化重汽油为原料
直馏石脑油中加氢精制处理做催化重整原料通常需要进行切割,切割点通常控制在80~90 ℃,主要目的是将碳六以下组分除去,取重组分进入重整装置进行反应,提高产品芳烃含量和辛烷值。
进行切割处理,切割点控制在80 ℃,将切割后的重组分掺入直馏石脑油中进行加氢。切割前后物料性质分析如表7所示。
参考催化重整原料的馏程要求,对催化汽油切割后的轻组分硫含量明显减小,溴价增大,氮含量减小;重组分中硫含量与氮含量均大幅度增加,尤其是氮含量高达58.75 μg/g,说明催化汽油中硫、氮杂质主要集中于重组分,而不饱和烯烃则在轻组分中含量较高。超高氮含量的物料掺入直馏石脑油会加大加氢精制难度。
在直馏石脑油中掺炼不同比例的催化重汽油,进行加氢精制,掺炼后物料性质如表8所示,评价结果如表9所示。
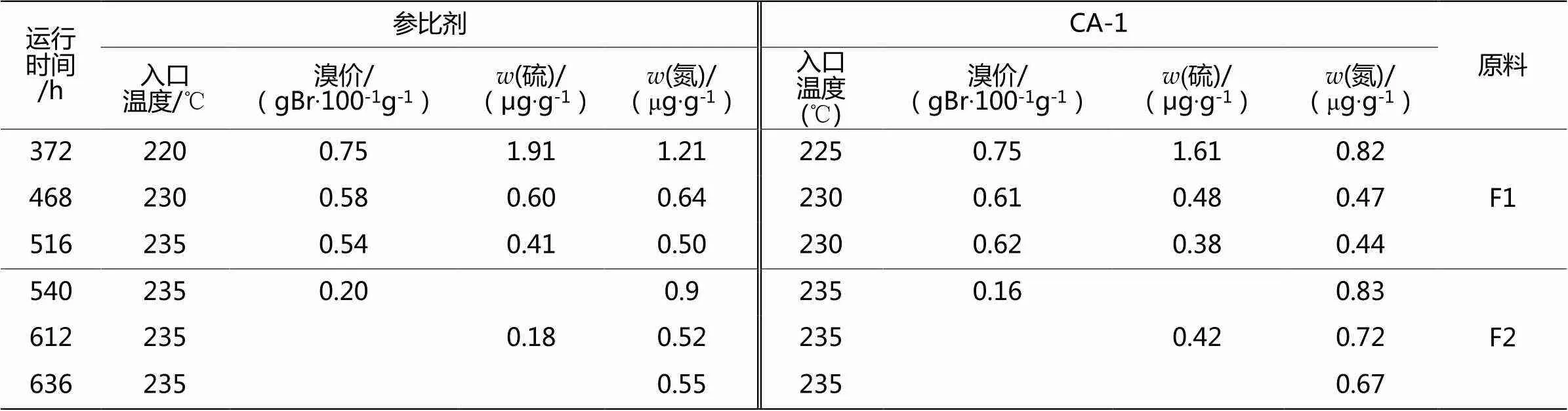
表6 CA-1催化剂与参比剂对比评价结果

表7 切割前后物料性质

表8 原料油性质
以掺加20%催化重汽油为原料,原料油氮含量为9.16 μg/g,催化剂连续运转168 h,入口温度245 ℃时,两催化剂产品溴价均小于1.0 gBr/100g,CA-1催化剂产品硫含量小于0.5 μg/g,平均氮含量1.0 μg/g,参比剂平均产品硫含量0.88 μg/g,平均氮含量1.57 μg/g,CA-1催化剂加氢脱硫与加氢脱氮性能略优于参比剂。
以掺加30%催化重汽油为原料,原料油氮含量为15.53 μg/g,催化剂连续运转240 h,入口温度265 ℃时,两催化剂产品溴价均小于1.0 gBr/100g,CA-1催化剂产品硫、氮含量均小于0.5 μg/g,参比剂产品硫含量小于0.5 μg/g,平均氮含量0.83 μg/g,CA-1催化剂加氢脱硫与加氢脱氮性能略优于参比剂。
以掺加40%催化重汽油为原料,原料油氮含量为23.78 μg/g,催化剂连续运转624 h。运转前456小时,CA-1催化剂在入口温度275 ℃,产品硫、氮含量均小于0.5 μg/g,满足重整装置进料要求。参比剂产品硫含量小于0.5 μg/g,但产品氮含量不合格,经频繁提温后产品氮含量下降不明显,在入口温度290 ℃时,产品氮含量仍大于1.0 μg/g,说明参比剂处理高氮原料存在一定难度,无法适用于高氮原料的加氢精制。运转456 h后,原料中氮化合物在催化剂表面活性位吸附使催化剂失活,提温后,产品氮含量有一定程度减少,但仍难以满足重整进料要求。
总体来看,CA-1催化剂在处理高氮原料方面比参比剂具有明显优势,加氢脱氮性能明显优于参比剂。
3 结论
(1)以直馏石脑油为原料,CA-1催化剂反应入口温度略高于参比剂,加氢脱硫性能比参比剂略差。
(2)以掺加催化汽油的直馏石脑油为原料,原料氮含量增加,催化剂加氢难度加大,CA-1催化剂与参比剂加氢脱硫与加氢脱氮性能相当。
(3)催化汽油切割后的重组分掺入直馏石脑油中导致原料氮含量大幅度升高,加氢难度进一步加大。针对高氮原料,CA-1催化剂表现出了明显的加氢脱氮性能优势,但两催化剂均难以长周期运转,说明重整预加氢原料掺加量不宜过高。

表9 CA-1催化剂与参比剂对比评价结果
[1]郭群, 董建伟, 石玉林. 直馏汽油掺炼催化裂化汽油加氢作重整原料的研究[J]. 石油炼制与化工, 2003, 34(6): 10-13.
[2]戴立顺, 屈锦华, 董建伟,等.催化裂化汽油加氢生产重整原料油技术路线研究[J]. 石化技术与应用, 2005, 23(4): 267-270.
[3]王晓璐. 加氢焦化汽油作重整原料的工业试验[J]. 石油炼制与化工, 2000, 31(2): 13-16.
Performance Evaluation Test of CA-1 Catalyst
(Lanzhou Research Center of Chemical Engineering of PetroChina, Gansu Lanzhou 730060, China)
Catalyst CA-1 and imported catalyst were compared and evaluated with different oil as raw material. Their hydrodesulfurization activity,hydrodenitrogenation activity and treatment capacity for inferior material were investigated. The results show that the hydrodenitrogenation activity and high nitrogen feedstock adaptability of CA-1 catalyst are better than that of the imported catalyst.
FCC gasoline; Straight run naphtha; Prehydrogenation; Hydrodenitrogenation
TE 624.9
A
1671-0460(2014)06-0896-04
2014-01-02
王宗宝(1982-),男,河北安平人,工程师,硕士,2007年毕业于天津大学工业催化专业,研究方向:油品加氢精制催化剂的研发。E-mail:wangzongbao@petrochina.com.cn。
