AGCUZNMNNI钎料感应钎焊35CRMO/YG15C焊缝强度研究
2014-03-12王帮军
王帮军 ,张 楠 ,陈 林
(1.中国铁道科学研究生院,北京100081;2.四川广正科技有限公司,四川新津611400)
0 前言
随着全国铁路大范围的提速,为了有效保证行车安全,对大型养路机械的需求日益增加。铁路线路道床是列车安全、高效运行的基础,快速铁路需要一个稳定、均匀、密实的道床,但各种列车在铁路线路上高速而频繁的运行更加重了对铁路道床的损害,因此快速铁路线路需要进行更高质量的养护。捣镐是大型养路机械-捣固车上的一种易耗部件,捣镐的使用寿命对捣固车的工作效率影响很大。本次研究内容针对耐磨硬质合金捣镐的研制,以增长捣镐的使用寿命。
1 试验材料、设备及方案
试验选用35CrMo中碳合金钢、YG15C硬质合金、AgCuZnMnNi钎料,QJ102钎剂,高频感应加热设备,如图1所示。设定试验焊接工艺及试验参数如表1所示。
焊接时用热电偶测温,测量试件焊接面的温度,待温度达到预定温度时,温控仪通过继电器的开断控制加热设备的运行和中断从而开始保温,待到达预定保温时间后,继电器自动断开,加热停止,待焊好的试件冷却下来后,用柠檬酸清洗掉表面的钎剂,得到干净的焊后试件。

图1 感应加热设备

表1 焊接工艺参数及实验设计
剪切试验原理如图2所示,在剪切试样上方有向下的压载荷,使得硬质合金与35CrMo钢之间的钎缝之间承受剪切力,当剪力大于或等于钎缝的承受力时,钎缝就会被剪开,此时的最大力为钎缝所能承受的最大载荷Fmax,在剪切试验前测出硬质合金与35CrMo钢连接面的面积A,由式(1)即可算出钎缝的剪切强度。

式中 τ 为剪切强度(单位:MPa);[τ]为固有剪切强度(单位:MPa);Fmax为最大负载(单位:kN);A 为接触表面积(单位:mm2)。
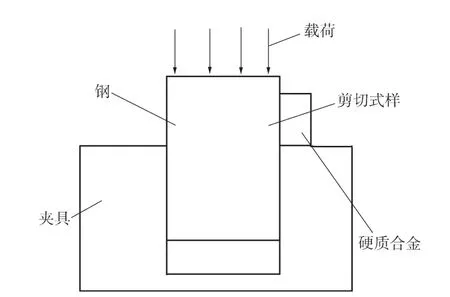
图2 剪切实验示意
2 抗剪强度试验结果分析
利用H0NGSHAN 1000千牛液压单向脉冲试验机对上述剪切试样进行剪切实验,得到数据如表2~表5所示,且绘制出折线图,如图3~图6所示。

表2 630℃焊接试验剪切强度数据表
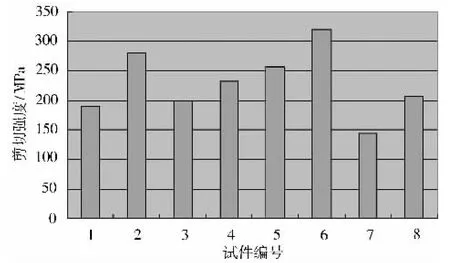
图3 630℃剪切强度分布
2.1 630℃焊接工艺
630℃焊接试验剪切强度数据如表2所示,剪切强度分布如图3所示。
2.2 650℃焊接工艺
650℃焊接试验剪切强度数据如表3所示,剪切强度分布如图4所示。
2.3 670℃焊接工艺
670℃焊接试验剪切强度数据如表4所示,剪切强度分布如图5所示。
2.4 700℃焊接工艺
700℃焊接试验剪切强度数据如表5所示,剪切强度分布如图6所示。
2.5 试验数据离散原因分析
由以上数据可以看出,在不同的温度下焊接试样的剪切强度都存在一定程度的离散,在剪切试验后通过断口分析可以看出,在不同的温度下焊接都会存在一定缺陷,主要缺陷为气孔和夹渣,没有未焊透、裂纹等缺陷。焊缝中存在的夹渣和气孔不同程度地影响了钎焊焊缝强度。夹渣缺陷主要是在钎焊过程中钎剂未能及时流出焊缝导致。气孔缺陷产生的原因是由于在焊接过程中,钎剂中所含氟化物在破除焊接面的氧化膜过程中产生的含氟气体未能及时排除所致。
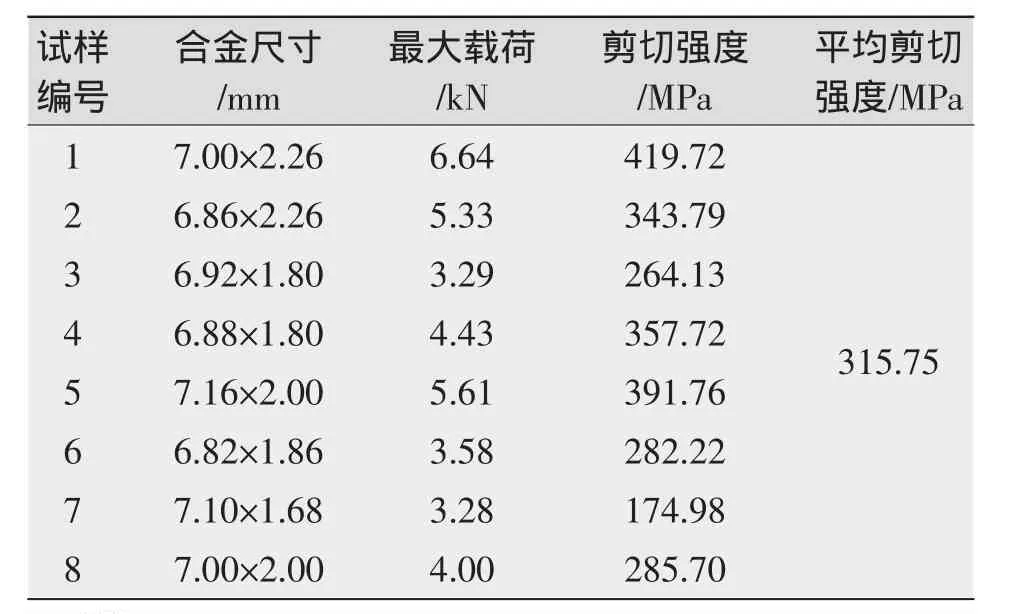
表3 650℃焊接试验剪切强度数据
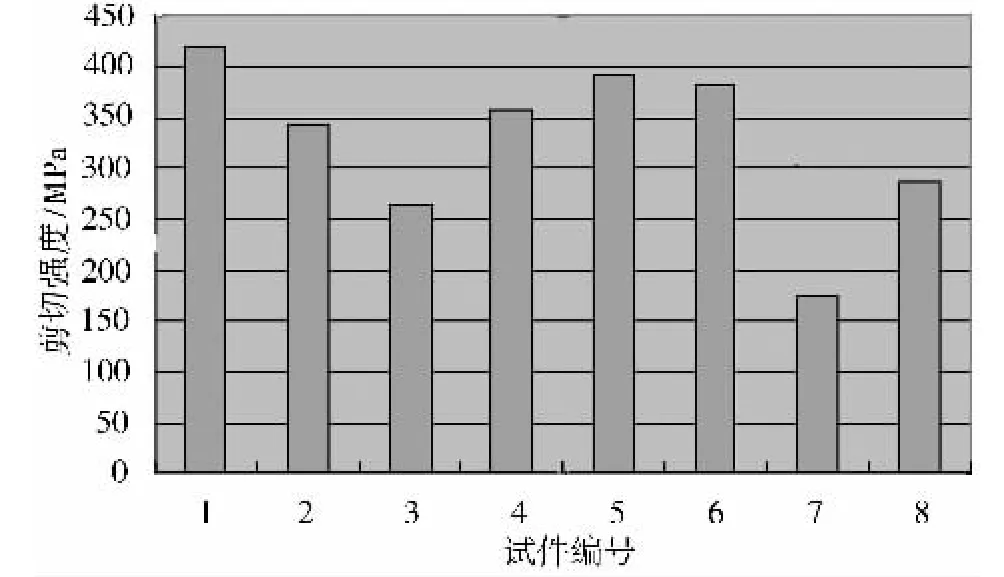
图4 650℃剪切强度分布
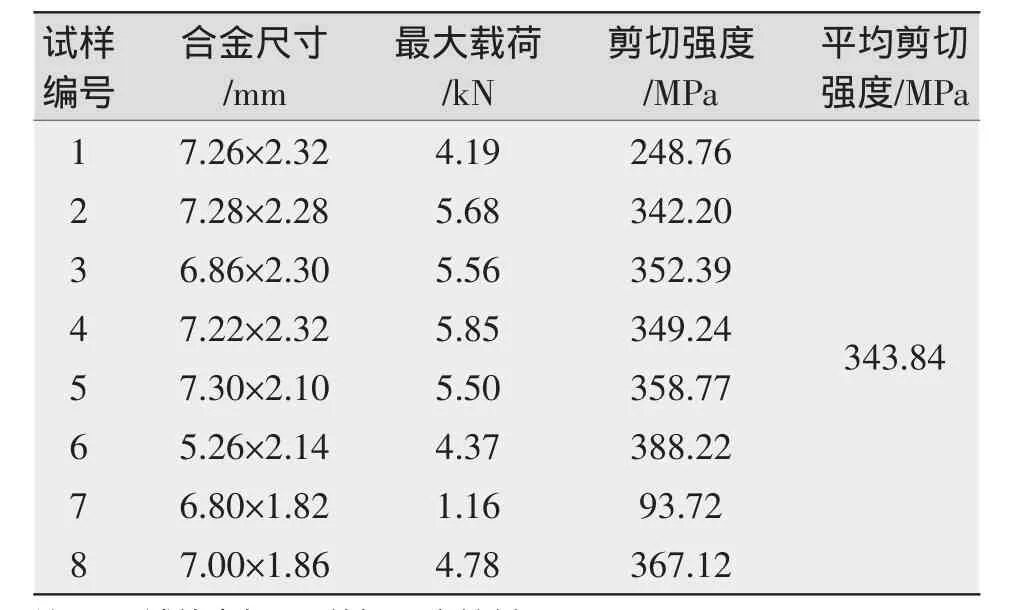
表4 670℃焊接试验剪切强度数据
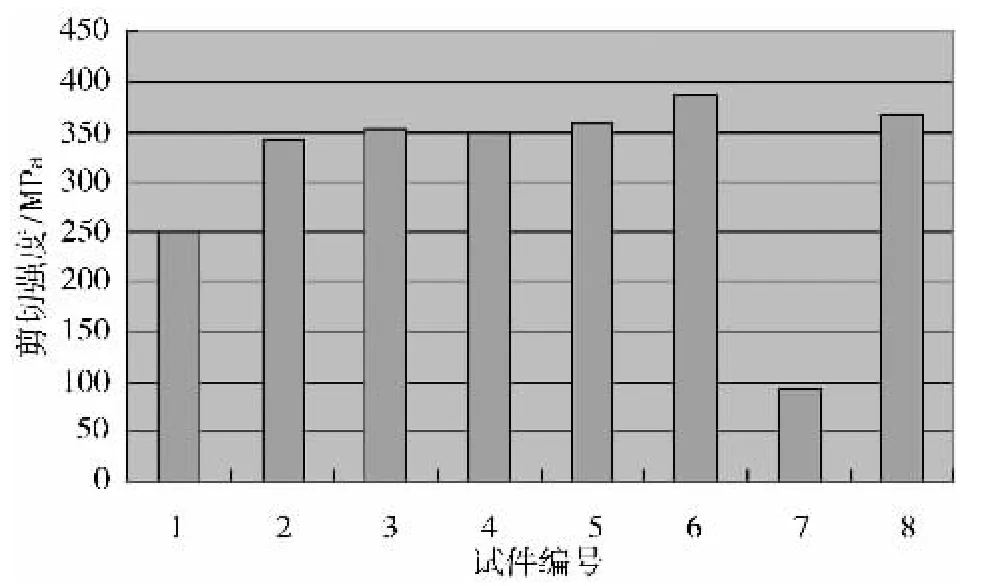
图5 670℃剪切强度分布
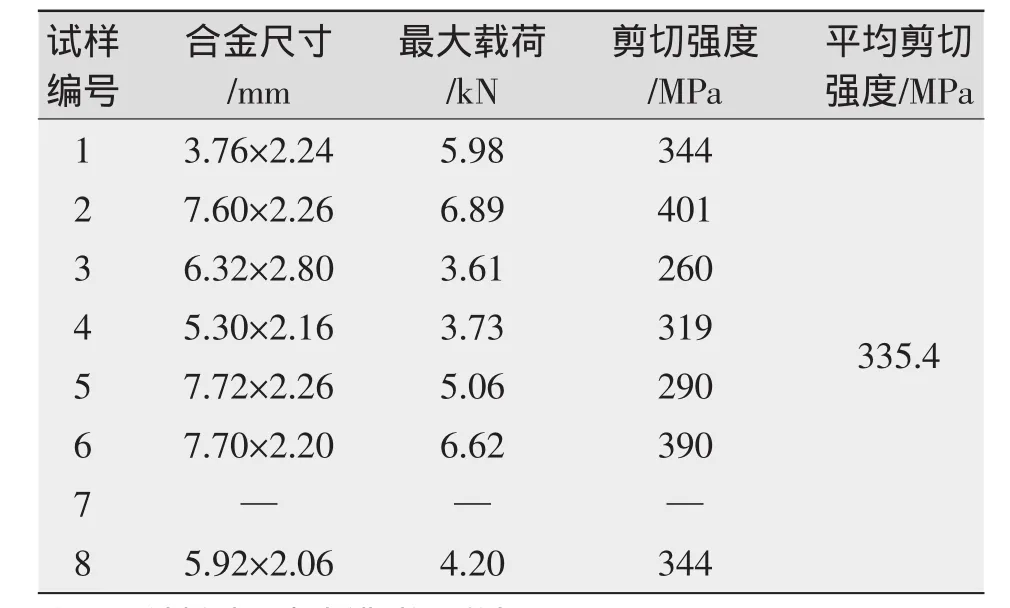
表5 700℃焊接试验剪切强度数据
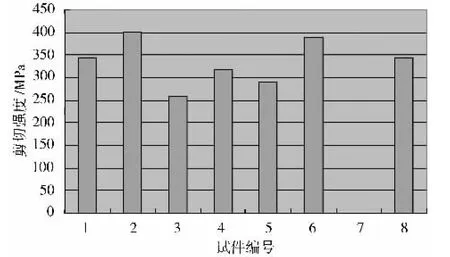
图6 700℃剪切强度分布
3 结论
在不同的焊接工艺下所得到的焊接接头剪切强度不同,在670℃、保温30 s的焊接工艺下焊接接头剪切强度达到最大,平均值为343.84 MPa。总体呈现剪切,其强度在允许的焊接温度下,焊接接头的剪切强度随着温度的升高呈现先增大后减小的趋势。
[1]翁敏红.09-32捣镐的国产化研制[J].机车车辆工艺,2000(3):8-10.
[2]CT-500K tamping pickax,Progressive Railroading[S].1999.
[3]邹僖.钎焊[M].北京:机械工业出版社,1998.
[4]张启运.钎焊手册[M].北京:机械工业出版社,2008.
[5]肖东明.35CrMnSi纲与YG13C硬质合金钎焊强度的研究[J].阜新矿业学院学报,1990,9(3):110-116.
