4m加强梁批量钻孔的工装设计
2014-03-10李洪翠张中明
李洪翠,张中明
4m加强梁批量钻孔的工装设计
Fixture Design for Batch Drilling of 4 m Reinforced Beam
李洪翠,张中明
1 引言
加强梁为我公司生产的行进式稳流冷却机的主要部件,每台冷却机需170余件,每件20个孔,年产50台,钻孔批量大,要求互换性高,与别的工件连接复杂(见图1),采用传统的划线钻孔,已不能满足要求,定制专用机具又不划算,为此公司工程技术人员设计制作了以下工装,采用该工装可以轻松快捷准确钻孔,满足图纸要求,提高生产效率。
2 工装设计思路
在钻孔时,毛坯件的固定为加工的第一步,由于毛坯件是长3226mm、宽65mm、厚30mm的长方体结构,所以毛坯件在长度方向上较容易变形。如果使用工装打孔,必须将工件校正后才能保证打孔的尺寸,因此设计了工装的定位夹紧装置,以确保毛坯件加工前的平整。
关于钻模板的选择:首先毛坯件的宽度不大,便于多件合打,毛坯件容易变形,且板厚有时不均,因此打孔的工件数量不能太多,经比较以4件最为合适;其次,加强梁的需求量大,结构、尺寸专一,4件毛坯夹持,分段打孔累计误差量大。综上所述,采取了钢板上打定位孔,一次加工4件所有孔的钻模板(见图2)。

图1 加强梁
3 工装结构及作用
定位夹紧装置选用焊接件(图3),中间采用厚30mm的钢板用以校正及夹持定位,一端采用厚20mm的钢板定位毛坯件端面,下面采用厚20mm的间断式钢板保证支承毛坯件的高度及排屑。两侧钢板打孔并安装16颗M20的螺母,安装上20×240螺栓后,可进行毛坯件的快速校正及夹持。
钻模板采用四块钢板焊接在槽钢上的形式(图4),钻模板长度为3226mm,因此槽钢支承可有效防止钻模板的变形。焊接完成后采用精密设备打孔,保证钻模板上孔的精度,然后安装钻套,确保钻模板长久使用后的精度。最后做定位槽,配打定位孔,使组合时较为方便精确。
优化方面:第一,夹紧装置中有两种筋板,较小的一种仅为支承两侧钢板作用,较大的一种不仅用于支承两侧钢板,而且用于支承钻模板。夹紧装置配有U型槽,与夹紧装置两侧4个孔对应。操作者在打完孔后,不必吊下钻模板,仅需用圆钢翻动钻模板(重量为46.82 kg),钻模板上有5mm厚的钢板支承,待重新装入毛坯件时,再次翻动定位(图2)。第二,夹紧装置三面都配有观察孔,方便操作者观察毛坯件形态,以便进行调整(图5)。
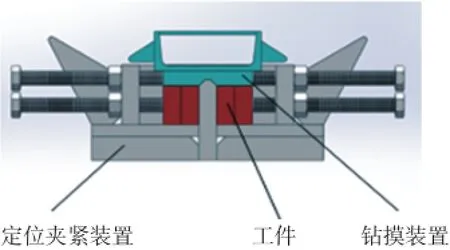
图2 工件加工模拟图(左视)

图3 定位夹紧装置

图4 钻模装置
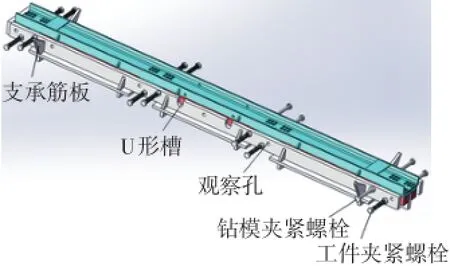
图5 工件加工模拟图(等轴测)
4 结语
采用此工装加工加强梁,即可实现批量钻孔的目的,减少装夹次数,避免划线带来的误差。目前已生产2000余件,完全符合图纸及装配要求,设计精巧的工装的大量使用,能够省时省力还可以大大降低生产成本。■
TH161.24
A
1001-6171(2014)05-0054-02
徐州中材装备重型机械有限公司,江苏徐州221131;
2014-01-24;编辑:赵莲