Strong robust control strategy of form ing process in com plex work-pieces with p lastic cement*
2014-03-09RuitingLIShunlanZHU
Rui-ting LI,Shun-lan ZHU
School of Mechanical Engineering,Chongqing Industry Polytechnic College,Chongqing 401120,China
Strong robust control strategy of form ing process in com plex work-pieces with p lastic cement*
Rui-ting LI†,Shun-lan ZHU
School of Mechanical Engineering,Chongqing Industry Polytechnic College,Chongqing 401120,China
Due to the complex chem ical composition of plastic cement,it is difficult to precisely control the holding time,in jection pressure and process tem perature during the form ing process of com p lex work-piece with p lastic cement.Based on mu lti-modal control,the paper explored the strong robustness strategy during this form ing process.By using comparative research method for control strategy,this paper summarized up the process characteristics in cybernetics,exp lored the controlstrategy of strong robustness based on human simulated intelligence,and constructed the multi-modal controlalgorithm for the plastic work-piece form ing process.Taking the controlo f process tem perature as an exam p le,the experimental simulations have confirmed the good dynam ic and static controlquality of strong robustness controlstrategy proposed in this paper.The experimental results showed that it is reasonable and feasible to strong robustness control strategy explored in the paper.
Pieces of plastic processing,Form ing process,Robust controlstrategy,Multi-modal control
*Project supported by Chongqing Education Commission(No:2012-09-3-314).
† Rui-ting LI,E-mail:243557066@qq.com
1.Introduction
The plastic work-piece iswidely used in the engineering field,but the physical and chemical properties of this material are affected by many factors such as compound formulation,structure size,molding technology and processing environment.During the production process,it currently mainly depends on the operator’s experience and skill to conduct the control of production process due to the complexity production technology,and therefore,the stability of product quality is subject to the initiative of operator to a great degree.Since there exists some difficulties to control the stability of product quality during production process,the control strategy for the forming processwith plastic cement is the key to improve the product quality[1]. Therefore, this paper made some discussions on the control strategy of plastic work-piece forming process.
2.Control puzzle of form ing process
Under the specific conditions,the forming control is a physicochemical process that the plastic materials and various additives arise the chemical crosslinking reaction.Except the control process is affected by the factors such as product formula,material properties,product structure and technology conditions,the key factors,those have a decisive influence on the product properties,are forming temperature,temperature-retaining time and molding injection pressure during the forming control process.For example,a certain pressure can promote the plastic material flow in a pressed film and remove the air bubbles,and guarantees the density of products.However,the pressure depends on the product structure,the nature of compound and technology process conditions.If themobility of plasticmaterial is poor,the pressure should be greater for thick productswith the complex structure and shapes.Therefore,it can make the plastic material be able quickly to fill the whole cavity,remove the air bubbles,and improve the adhesion and flexibility etc.between the product layer and the metal layer or among the cloth layers.Because the plastic material has no chemical molecule of fixed type,it belongs to the high polymermaterial.Even if it is the same kind of raw materials,themolecular weight also has significant difference,itmay be differenta hundred times or even thousands of times,and full of uncertainty.During the forming process,the heat transfer is achieved by thermal radiation and convection.The distribution of temperature field is not uniform,and it describes the heat transfer relationship only by differential equations or partial differential equations.There obviously exists the heat transfer lag.Therefore,it belongs to the non-steady state system,and it is obviously a strong nonlinear process.Since the heat transfer of plastic material and heat capacity is changeable,the thermal properties are changed with the chemical reactions,and the heat transfer lag is unknown and time-dependent.The plastic material is a kind of poor conductor of heat and the heat conduction is related to some factors such as temperature.Therefore,the thermal properties have some characteristics such as random,unknown,diversity and time-variant.In the forming technology of molded plastic products,the key technology affecting the quality stability of forming product is to implement the optimal control of the forming time,injection pressure and process temperature,and this is currently the control puzzle in the forming process control field.In this paper,it conducted the research on cybernetics characteristic of product forming process.
3.Cybernetics characteristic and control strategy
3.1.Cybernetics characteristic of process
Based on the control puzzle mentioned above during forming process of work-piece,it could summarize up the cybernetics characteristics of forming process as follows.① Uncertainty of process parameters.Because the plastic materials have no fixed chemical molecule formula,it belongs to the high polymermaterial.The forming technology has no obvious regularity,and the process is closely related to the factors such as plasticmaterial formulation,technology conditions,product structure and properties.These uncertainties result in random distribution,time-varying and unknown,and it is to say that the process parameters are just an estimate of the values.② Large inertia and pure time-lag of process.The plastic cement is not a good heat conductor,the temperature field distribution is not uniform,and there obviously exists large thermal inertia and pure time lag in the controlled process.③ Process presents strong nonlinear.The heat conduction equations are nonlinear differential equations or partial differential equations,and therefore,the whole forming process shows a strong nonlinear.④ Time-varying and unknown time lag process.In the process of chemical reaction,the properties of the material are continuously changing and the factors ofmany uncertainties will result in time-varying and unknown time lag for the controlled process in plastic material forming.⑤The environmental disturbance of forming process are unpredictable and diversity.Facing the process characteristics in cybernetics,it is not possible to obtain the expected control effect by using the conventional control strategy,and therefore,it is necessary to find a new control strategy.
3.2.Selection of control strategy
It is not desirable to the normalized control based on classical and modern control theory because themathematicalmodel is too difficult to solve in a real time.Therefore,the engineering practice has proved that it is impossible to achieve optimal control by means of the current control strategy[2].The control strategy can be generally adopted as intelligence control strategy.As far as fuzzy control strategy is concerned,it could use the fuzzy set theory to make the fuzzification by linguistic variables.After the fuzzy reasoning,the process could be controlled according to the given control rules.Although there are many successful application cases,and in the face of uncertainty in process control,it is incapable of action and the control effect is not as good as expected.Based on knowledge,the expert control system could be able to handle a variety of accurate,fuzzy,qualitative and quantitative information,but for the uncertainty of the process,it is not easy to the acquisition of relevant transcendental knowledge,and therefore,it is very difficult to provide the correct control pattern for the given process control.Therefore,it is worth to pay some particular concern for the human simulated intelligent control strategy.For this kind of control strategy,the control mechanism and control structure of the human being has been studied and the control behavior of human is simulated.Essentially,it is the“homomorphism”transformation of human control system.Based on the knowledge and adopt generalized characteristics model to implement the control,it could not only consider dynamical characteristic of process,but also study the static characteristic of process.The control strategy,control pattern and control algorithm from system hierarchy will be studied,therefore,the control represents the some characteristicswhich attracts people’s attention such as high control precision,short in transient process time,fast in response time,no overshoot,strong robustness and easy to fuse into the actual experience,skill and wisdom of operator.HSIC(Human Simulated Intelligent Controller)owns the following advantages.This kind of strategy can make the online characteristic recognition and has the characteristic ofmemory function,could adopt the principle of combining both qualitative and quantitative control by using the integration of open and closed loop control,simulate the control behavior of control expert by means of heuristic and intuitive reasoning method,and actualize themulti-modal control based on human simulated intelligence.Because the control strategy takes account ofmore things in requirements of dynamic and static quality index and so on with the speed and smoothness,the robustness and accuracy are as a whole,and it is closer to the actual project application.The successful engineering practice has proved the superiority of such control strategy.Therefore,the paper chose the robustness control strategy based on human simulated intelligence.
4.Controlmodel and algorithm
4.1.Controlmodel and controller characteristic
Based on human simulation intelligence,the generalized controlmodel is an intelligent system.As shown in Figure1,first of all,itmakes the integration for user index and the knowledge base,and fuses a generalized knowledge set,then it takes the knowledge set,reasoning mechanism and control rule will be fused into a human simulated intelligent controller.The structure of generalized control model is shown as in Figure 1.The variables of r(t),e(t),u(t)and y(t)represent the process input,process error,output of controller and output of controlled process,respectively.

Figure 1.Generalized controlmodel
Figure 2 shows the schematic diagram of dynamic response characteristic,in which e and ec represent the process error and change rate of process error,respectively.
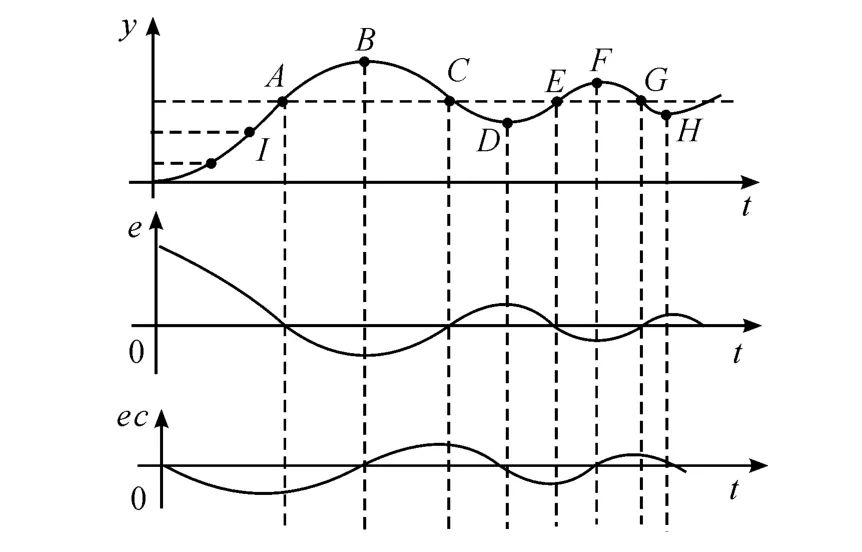
Figure 2.Characteristics of controller dynamic response
Analyzing the each section of response curve of 0IJABCDEFGH,as shown in Figure 2,the features could be obtained as follows:OA section,(e>0,ec<0);AB section,(e<0,ec<0);BC section,(e < 0,ec>0);CD section,(e>0,ec>0);DE section,(e>0,ec<0);EF section,(e < 0,ec<0);FG section,(e<0,ec>0);GH section,(e>0,ec>0)and so on.Since there exist different error characteristic patterns,different control patterns could be chosen.For example,if e·ec>0∪e=0∩ ec≠ 0,then it can take proportional control pattern,and its control is proportional to the process error.If e·ec<0∪ec=0,then it will take holding control pattern and its control keeps the cumulative sum of process error extremum;If e·ec<0∪ec=0,then itwill take holding control pattern,but the holding value of the previous control cycle should be greater than the cumulative sum of process error extremum,and so on.Once the proportion-hold pattern control is repeated at several times,the final control quantity will converge to a constant value,and the convergence error value of this process will tend to zero.The essence of control algorithm is to simulate the human thinking process,and it takes different control pattern and control algorithm according to the characteristic pattern of different process error.
4.2.Algorithm of engineering control
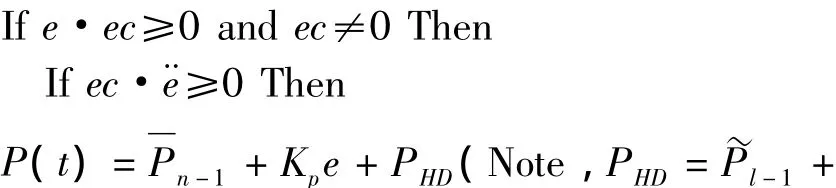
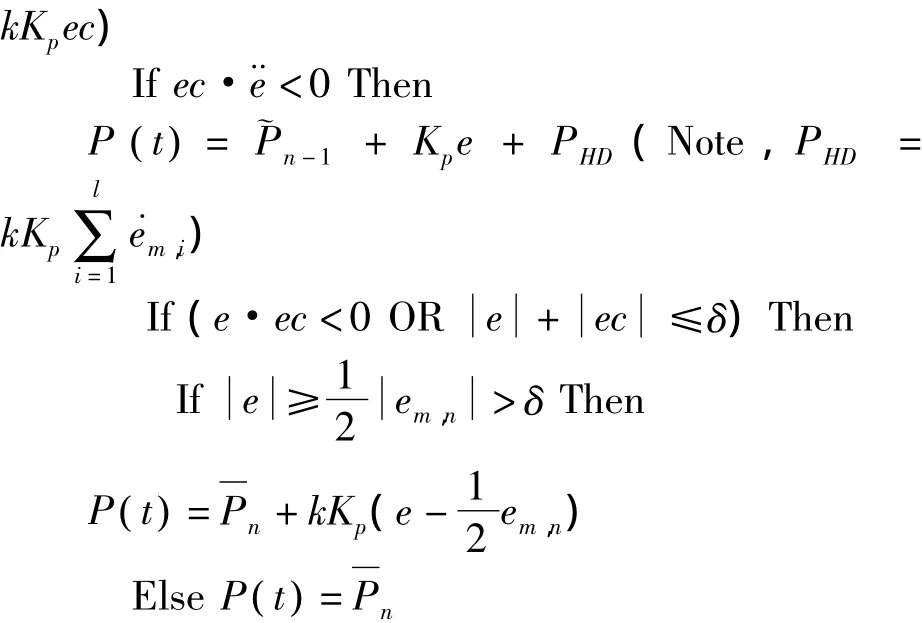
Based on the combination of open and closed loop control,there are two kinds of process error dynamic characteristics pattern.If e·ec≤0 or e=ec=0,then it takes half-open loop control pattern,and if e·ec≥0 and e+ec≠0,then it takes proportional control pattern.The prototype control algorithm[3]is as follows.

Where,em,jis the jthprocess error of control process,k is an inhibition coefficient,KPis a proportional coefficient,and U is the control output.
However,the above control algorithm does not dealwith the performance index of process,such as rise time speed and length of adjusting time,and it must combine the advantages of other control strategy so as to satisfy the requirements of process performance index.For example,when the process error is very large,if the bang-bang control is joined,then it can decrease the rise adjusting time and so on.In order to simplify the system control structure,it could fuse the special control rules and knowledge base such as the expert knowledge,wisdom and skills of the site operator as a body,forms a fusion controller based on human simulated intelligence,and adopts production control rule to actualize the control in process[4-6].The advantage of control strategic is that it is good inmodularity and naturality,and there are no direct relationships between the control rules.According to different conditions,each piece of rule can be independently increased,deleted and modified,and the control algorithm has better ability to adapt the environment,and thus it can form a strong robustness controller.Combined with specific workpiece forming process and by using the structured English description method,the control algorithm could be summarized as follows.

The algorithm mentioned above could simulate the process of human thinking,and without the requirements that designer should havemore experience knowledge on process control.The control algorithm is fast in response speed,sensitive in error change,high in control precision,and has the control advantage of strong robustness.
5.Simulation and experiment and its result analysis
5.1.Process simulation
In order to verify the strong robustness control performance,the performance of this control strategy could be validated in two aspects,i.e.,strong external interference and process parameter change in the simulation.Take the traditional PID control strategy for reference,and make the comparison of process response by presented strong robustness algorithm in this paper,the change of performance index in rise time,adjusting time,whether overshoot and steady-state control accuracy are all could be observed.
①Strong robustness to external interference
A two order processmodelwith lag is as the following.
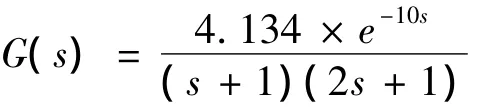
It controls the same process by using the PID and HSIC control algorithm,respectively,and joins the strong interference pulse with amplitude of 0.5 and 1(both width is0.2S)at time t=15 s,and the process response is shown in Figure 3 and Figure 4.
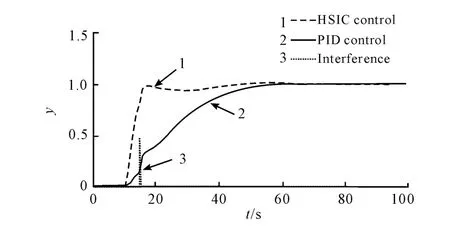
Figure 3.Process response of amplitude being 0.5
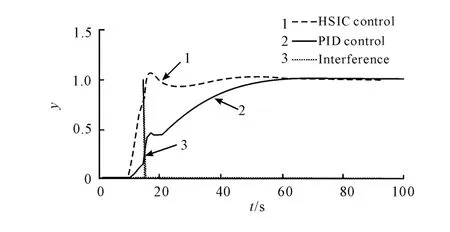
Figure 4.Process response of amplitude being 1
From Figure 3 and Figure 4,it could be seen that under the condition of strong pulse signal interference,the process response of robust control strategy of HSIC is almost no change,and it has high precision in control,smooth in process response,short in adjusting time and fast in rise time.The control strategy of HSIC is obviouslymuch better than that of PID control.
②Effect of process parameter change
Transform the originalmodel G(S)=4.134 ×e-10s/(s+1)(2s+1)into G(S)=e-2s/(1.2S+1)(2s+1),the process responses are shown in Figure 5 and Figure 6,respectively.From Figure 5 and Figure 6,it could be seen that in terms of performance index such as process overshoot,control precision,response smoothness,adjusting time and rise time etc,the control strategy of HSIC has better control quality and strong robustness,and it is obviously better than the PID control strategy.
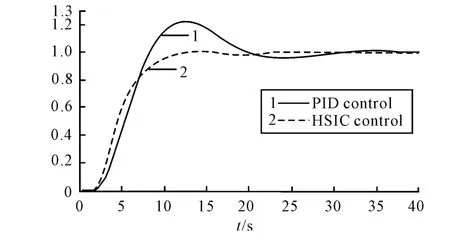
Figure 5.Response of original processmodel
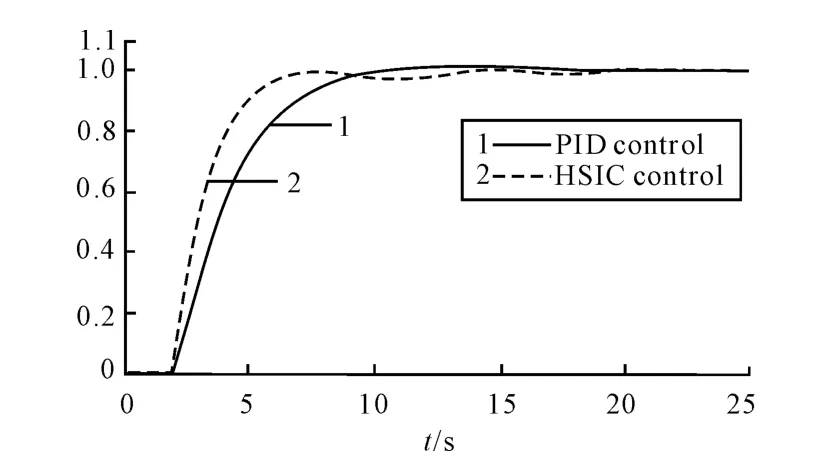
Figure 6.Response ofmodel parameter change
5.2.Experimental verification
Take the forming control of plastic bearingworkpiece as an example,the forming control process is adopted by using the PID and HSIC control,respectively,before and after the system reformed,the desired pressure is set to 16 MPa.The change range of original system pressure is from 16.50 to 15.12 MPa,and the change range of existent system pressure is from 16.14 to 15.84 MPa.Take 100 mS as the sampling period,itmakes the sample and record for two pressure systems,the sampling time takes 10 minutes,and themean value,variance and range are all shown in Table 1.From the data in the Table 1,it could be safe to say that the HSIC control is obviously better than PID control.
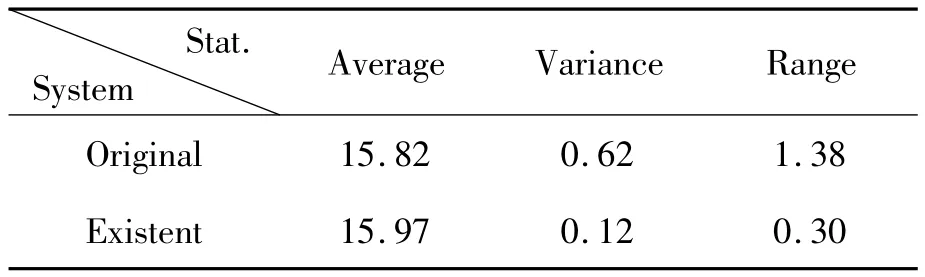
Table 1.Contrast between pressures
Before and after the system reformed,the desired temperature is set to 165℃.The change range of original system temperature is from 152℃to 173℃,and the change range of existent system temperature is from 163℃ to 166.5℃.Take 100 ms as the sampling period,itmakes the sample and record for two pressure systems,the sampling time is 10 minutes,and the mean value,variance and range are shown as in Table 2.From the data shown in Table 2,it could be safe to say that the HSIC control is obviouslymuch better than PID control.
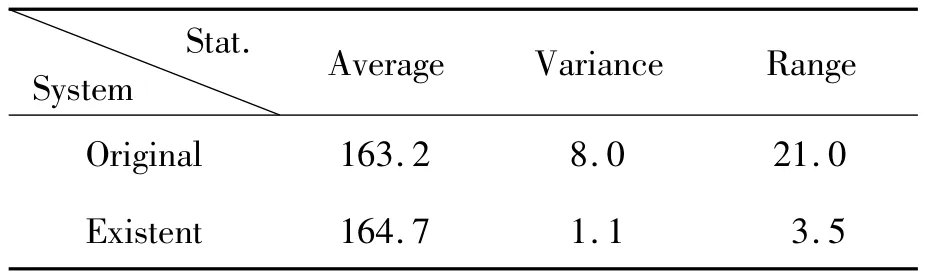
Table 2.Contrast between temperatures
5.3.Result analysis
The simulation results in Figure 3 and Figure 4 verified that under the external strong pulse interference,the control algorithm of HSIC had strong antiinterference performance.The simulation results in Figure 5 and Figure 6 showed that when the process parameters got changed,the control algorithm of HSIC still had good control quality,and as compared with PID control algorithm,it had very obvious advantage.Since the algorithm could make the adjustment in real time according to the deviation signal of process,it could enhance the control action for process,and therefore,for the forming process control of complex plastic work-pieces,the control HSIC of strong robustness has the absolute advantage.In addition,the engineering experimental data shown in Tab.1 and Table 2 showed that the control algorithm of HSIC ismore ideal,and it had stronger engineering applicability in terms of performance such as control precision,average value,variance and range.
6.Conclusion
The key of forming process control is that the parameters of process temperature,injection pressure and holding time should be better controlled.Due to the characteristics of large inertia and large time-lag for the controlled process and the existed some uncertainty factors,it is very difficult to precisely control such systems.In this paper,a strong robustness of control strategy was proposed,and the simulation results and engineering practice have shown that the proposed control strategy is feasible and effective for the control of plastic forming process.
[1] XIONG Xian-sheng.Strong Robust Control Strategy of Complex Combustion Process with Uncertainty[J].Journal of Chongqing University of Technology(Natural Science),2013,27(6):106-110.
[2] WANG Jing,XIAO Chao.Multi-modal Simulated Intelligent Control Strategy for Complex Process[J].Microelectronics,2013,43(2):221-224.
[3] Zhusu L,Yaqing T,Human Simulated Intelligent Controller[M].Beijing:National Defense Industry Press,2003.
[4] WANG Jing.Intelligence Based Fusion aeration Control Strategy of Polluted Water Treatment[J].Journal of .Southwest University(Natural Science Edition),2012,34(7):120-124.
[5] PEI Yuling.Intelligence Based Fusion Control Strategy for Complex Vulcanizing Process[J].Hydromechatronics Engineering,2013,41(6):92-96.
[6] LIU Yucheng,LIU Yubin,LITaifu.Human Simulated Intelligent Control of Vulcanization Process for Plastic&Rubber Product[J].Microcomputer Information,2008,24(7):80-82.
复杂塑胶加工件成形过程的强鲁棒性控制策略*
李瑞婷†,朱顺兰
重庆工业职业技术学院机械工程学院,重庆 401120
针对塑胶加工件成型过程中保温时间、注射压力与过程温度难于实施精确控制的问题,探讨了基于多模态控制的强鲁棒性策略。剖析了过程存在的控制难题,总结了过程的控制论特性,基于控制策略的对比研究,探讨了基于仿人智能的强鲁棒性控制策略,构造了塑胶加工件成形过程的多模态控制算法。以过程温度控制为例,仿真验证了提出的强鲁棒性控制策略的良好动静态控制品质。实验仿真结果表明:该强鲁棒性控制策略是合理可行的。
塑胶加工件;成形过程;鲁棒控制策略;多模态控制
TP273
10.3969/j.issn.1001-3881.2014.24.024
2014-05-21
猜你喜欢
杂志排行

机床与液压的其它文章
- Development of remotemonitoring system for hydraulic power station
- Low-noise optimization method for gearbox in consideration of operating conditions*
- Study on the precision ultrasonic densimeter*
- Recognition of license plate based on Fourier Descriptors
- Discussion of conversion detection correlations between gas and hydraulic oil in machine oil pump