基于侧向折弯零件设计的钣金技术运用探究
2014-03-06薛飞
薛 飞
(日立楼宇设备制造(天津)有限公司,天津 301802)
0 引言
随着社会经济的发展和科学技术的进步,各种先进的技术和设备越来越多地被应用,极大地推动了生产加工工艺的发展。钣金零件作为机械零件中的重要组成部分,在机械行业的多个领域被广泛应用。而钣金零件中的侧向折弯零件,是数控钣金加工中的重点和难点,一般的数控钣金机床都不会提供相应的侧弯加工模具及加工方法。
1 钣金技术的特点
钣金指针对金属薄板(一般厚度小于6 mm)的一种综合冷加工工艺,包括剪切、冲、折、焊接、拼接、铆接、成型等。随着科学技术的不断发展,数控钣金、激光切割等工艺被广泛应用,使得钣金零件的生产效率大大提高,甚至实现了批量化生产。
就目前的发展情况来看,数控钣金机床在设计、使用过程中,通常并不会提供适用于本企业产品的专用的侧向折弯模具以及钣金加工工艺。因此,生产企业需要在充分考虑自身工艺技术和数控钣金机床性能的前提下,对侧向折弯零件以及相应的钣金技术进行分析和设计,同时必须对其通用性、可维护性和可扩展性进行评估,使其能够更加高效地完成零件的加工工作,同时便于维护和管理,并能够根据实际需求进行升级和改造,最终实现零件的批量化生产,提高企业的经济效益。
2 基于侧向折弯零件设计的钣金技术运用
一般情况下,钣金件的加工包含2种工序:(1)先落料,后加工;(2)先完成侧弯角的压制工作,然后落料。由于加工工序的差异,需要的加工模具也存在较大的不同。根据相关工艺分析,侧向折弯零件一般不可能一次成型,其加工的难点在于零件侧面的压型成角。如果采用第1种加工工序,则后续工序就无法采用简单的方法进行料的进给,从而需要采用复合模具进行加工,其结构相对比较复杂。而如果采用第2种加工工序,则可以使用成本相对较低的级进模具进行零件的设计加工,其基本工序主要包括以下几个步骤:对定位基准孔进行冲剪→压凸位→冲出压型处位置→压出两端弯角→压出型角→整体落料。
下面结合某微波炉门体侧向折弯零件的设计,对钣金折弯技术的实际运用进行简单分析。
2.1 零件工艺分析
该微波炉门体零件采用的是厚度为0.6 mm的薄钢板,由于是微波炉的外观元件,直接关系着其美观性,因此对于质量的要求相对较高,要做到精确设计。零件成型后,整体外观尺寸为366 mm×258 mm,高度为18.8 mm。在加工过程中,零件需要经过冲孔、弯曲、侧向折弯以及落料等工序。综合考虑零件的精准度、美观性以及加工的经济性,决定使用复合模具来实现零件的成型过程。这是因为受技术条件的限制,如果盲目追求一次成型,则难度较大,故采用2套复合模具共同完成零件的设计和加工。
2.2 加工参数计算
在对模具进行设计前,需要准确计算各种相关参数,以确保模具的精准度。下面对其进行详细介绍。
2.2.1 弯曲力的计算
一般来说,常见的加工弯曲力包括直角接触、V形接触以及U形接触等。下面以U形接触为例,对其弯曲力进行计算。接触结构如图1所示。
图1 U形接触
可以通过下式计算弯曲力:

式中,P为工件弯曲时需要对其施加的压力(N);C为与工件弯曲相关的系数;B1为弯曲件的宽度(mm);t为工件的厚度(mm);σb为工件原料的抗拉强度(N/mm2);r为工件的弯曲半径(mm)。
根据相关的数据资料和实践经验,在U形接触弯曲中,C的取值约为1.0~1.3。结合工件材料自身的机械性能,取σb=400 N/mm2。带入公式,可以得出P的准确数值,为工件的加工提供可靠参数。
2.2.2 弯曲件的展开尺寸
侧向折弯零件的展开尺寸主要包括工件的直线部分以及弯曲部分,直线部分并不需要进行计算,直接使用相应的工具进行测量即可得出准确数值,因此只需要对弯曲部分进行计算即可。一般情况下,计算弯曲件展开尺寸主要有公式法和计算机仿真法2种方法。这里以图1中的U形件为例,对公式法的相关计算进行分析。
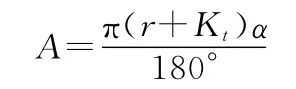
采用的公式为:式中,A为圆角部分的展开长度(mm);Kt为中性层系数;α为弯曲件圆角部分的圆心角。
则根据公式,结合实际情况,弯曲件展开后的整体宽度为:

式中,a2、A1、A2、b1均为圆角区不同部分的展开宽度(mm)。
而弯曲件展开后的整体长度也可以使用同样的方法进行计算:

2.2.3 弯曲回弹计算
弯曲回弹是指卸载后零件的弯曲角形状以及尺寸会出现相应变化的现象。通常情况下,零件回弹的程度可以用弯曲后工件自身的实际弯曲角与模具弯曲角之间的差值(回弹角)来表示。弯曲件的回弹角如图2所示。
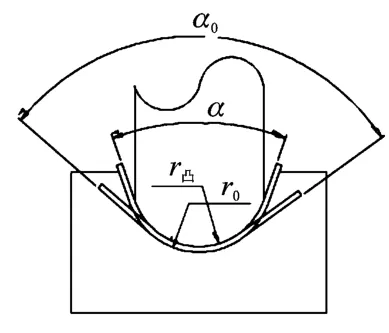
图2 弯曲件的回弹角
确定回弹角可以采用以下几种方法:

(1)公式计算法。如图2所示,凸模的圆角半径以及弯曲角度可以根据以下公式进行计算:式中,r凸为凸模的圆角半径(mm);r0为工件自身的圆角半径(mm);E为材料自身的弹性模数,这里根据实际情况取190 MPa;σs为工件材料的屈服强度,这里取20 MPa;t为材料厚度(mm);α0为工件的弯曲角度(°);α为回弹角度(°)。
(2)CAE回弹模拟。指利用Dynaform计算机软件,对工件的回弹进行模拟。在实际操作中,首先要在UG中建立零件的片体数模,将数模导入Dynaform软件中,进行网格划分、材料定义、数据加载等相关操作,为模拟工作做好前期准备。然后利用软件中的LS-Dyna求解器,实现工件的成型模拟。
3 结语
侧向折弯零件的整个加工流程包括拉伸、弯曲、落料等,在实际操作中,要确保各个工序之间的正常衔接,精确计算和控制好各项参数,以免影响零件加工质量。总而言之,对相关技术人员而言,基于侧向折弯零件设计的钣金技术十分重要,其直接关系着产品的质量和生产效率,因此要高度重视。
[1]邢薇,张雅杰.侧向折弯零件设计中的钣金技术分析[J].科技与企业,2012(11)
[2]石峰,罗志亮.侧向弯折零件设计中的钣金技术分析[J].科技传播,2013(4)
[3]邢占雨,王阳.机床钣金零件基础构造与其工艺[J].硅谷,2014(1)