逆流浸取法回收赤泥中的碱
2014-03-04吴素彬聂登攀王振杰刘安荣薛安
吴素彬,聂登攀,王振杰,刘安荣,薛安
(贵州省冶金化工研究所,贵州 贵阳 550002)
赤泥是氧化铝生产过程中产生的一种固体废弃物,生产1t氧化铝会产生1~2t赤泥[1-2]。随着铝工业规模的扩大和铝矿石品位的降低,赤泥的年排放量逐年增大[3]。国内外在赤泥应用方面做了大量研究工作,也开发了不少的赤泥制品,但赤泥的利用量对于赤泥储量来说仍是冰山一角,利用率极低,大量赤泥目前尚无确实可行的处理方法,只得通过筑坝堆存或填海等[4-9]方式作应急处理。由于赤泥中含有大量的碱及微量放射性元素,筑坝堆存赤泥时不仅占用了大量土地,还会使土地碱化,并且当碱渗入地下后,易污染地下水源,危害人们的身体健康[10]。
如何降低赤泥中的碱含量现已成为国内外研究热点,降低赤泥中碱含量的方法主要有酸法、碱法及水洗法等[11-12]。但因酸法或碱法处理赤泥中的碱时会消耗大量的酸或碱,致使成本过高而无法得到广泛应用;单纯用水洗法回收碱时,所回收碱的浓度较低,难以直接利用,无法实现赤泥与碱的综合利用。本文采用五级逆流浸取法对回收赤泥中的碱进行系统研究,具有碱的回收率高、浓度大、节能免过滤等优点,可实现赤泥与碱的有效分离,为实现赤泥的综合利用提供一定的参考。
1 实验
1.1 实验原料
所用赤泥由中铝贵州分司氧化铝厂提供,其成分如表1所示,实验所用阴离子型聚丙烯酰胺为试剂级,水为去离子水。

表1 赤泥的化学成分
1.2 实验仪器
混合澄清杯(自行设计、玻璃厂家订做)5个,单个外形尺寸φ100mm×150mm,混合杯容积200m L,澄清杯容积500m L;六联磁力加热搅拌器HJ-6一台;蠕动泵BT600N一台。
1.3 实验方法
由于赤泥是固体,不便于动态浸取计量,实验前须先将赤泥与水混合搅匀,制成浆料。取 2000g赤泥,加1900g水,100g 1%阴离子型聚丙烯酰胺,搅拌至聚丙烯酰胺分布均匀,作为待浸相,此时待浸相中液固比为1∶1,固含量为650g/L。以去离子水为浸取剂,蠕动泵为计量与动力装置,按如图1所示联接实验设备,采用五级逆流浸取法进行实验。
图中1#~5#分别代表1#~5#混合澄清杯,由于待浸相中存在大量赤泥颗粒悬浮其中,在浸取过程中待浸相需不断搅拌,通过调节浸取剂进料泵与待浸相进料泵的进料速度即可实现液固比与浸取速度(以浸取剂与待浸相进料速度之和计)等参数的控制。得到的浸出相用0.1mol/L盐酸进行滴定,算出碱的浸出率与浓度(碱的浓度按Na2O计)。
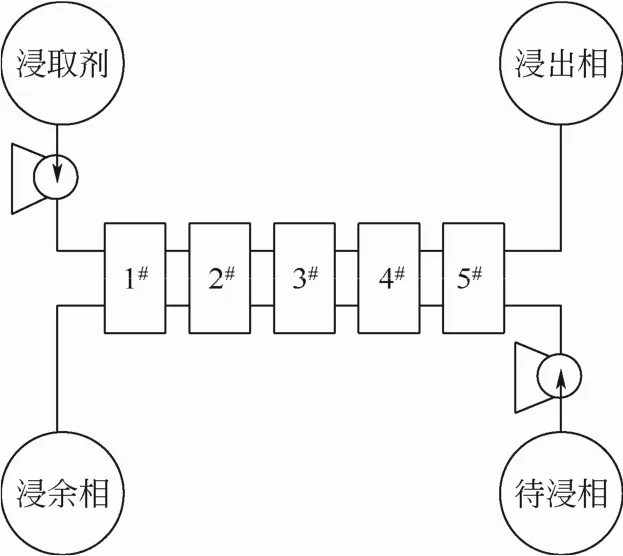
图1 设备联接示意图
2 实验结果与讨论
2.1 温度对碱的浸出率与浓度的影响
在液固比为2∶1,浸取速度为25m L/m in条件下,考察温度对碱的浸出率与浓度的影响,试验结果见图2。
从图2可看出,当温度小于70℃时,浸出相中碱的浸出率与浓度随浸取温度的增加而增大;当温度大于70℃后,碱的浸出率与浓度随着浸取温度的增加变化不大。在温度小于70℃时,赤泥中碱的活性随着温度的升高而变大,易进入浸出相中,使碱的浸出率与与浓度变大;当温度大于70℃后,碱的活性受温度的影响不大,使碱的浸出率与浓度不随浸取温度的变化而变化。考虑浸取成本、碱的浸出率及浓度等因素,确定最佳浸取的温度为70℃,在液固比为2∶1,浸取速度为25m L/m in,此时,碱的浸出率为54.18%,浓度为17.72g/L。
2.2 液固比对碱的浸取率与浓度的影响
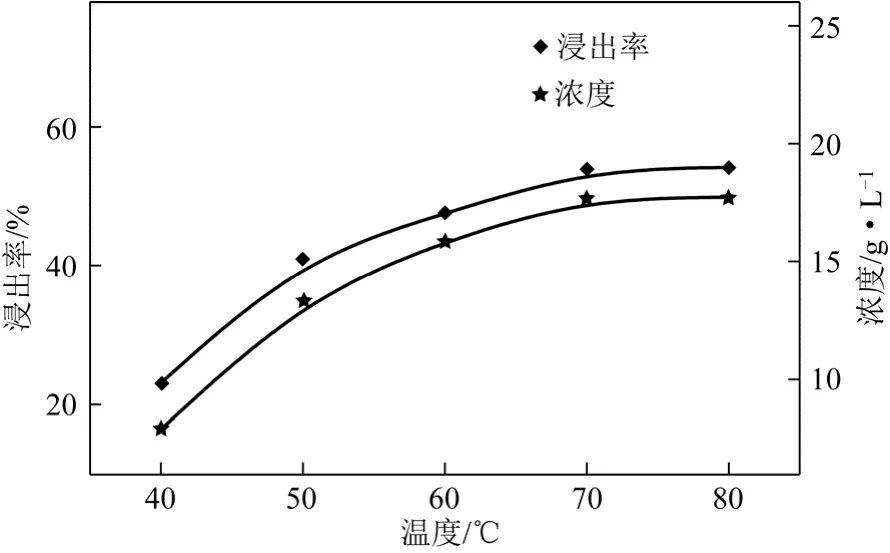
图2 温度对碱的浸出率及浓度的影响
在温度为70℃,浸取速度为25m L/min的条件下,考察液固比对碱的浸出率与浓度的影响。试验结果见图3。
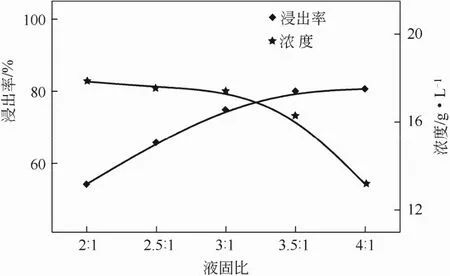
图3 液固比对碱的浸出率及浓度的影响
从图3可看出,当液固比低于3∶1时,浸出相中碱的浸出率随液固比的增加而增大,而碱的浓度随液固比的增加变化不大;当液固比高于3∶1时,浸出率随液固比增加变化不大,浓度随液固比的增加而减小。在液固比低于3∶1时,碱的分配比随液固比的增加而增大,导致浸出率随液固比的增加而升高,而液固比增大导至浸出相的体积增加,虽然浸出率增大,但碱的浓度却变化不大;当液固比高于3∶1时,碱已经大部分在浸出相中,分配比随液固比增加已不再变大,即浸出率不变大,但相比增加时,浸出相的体积增大,致使碱的浓度减小。考虑碱的浸出率及浓度等因素,确定浸取的最佳液固比为3∶1,在温度为70℃,浸取速度为25m L/m in时,碱的浸出率为74.99%,浓度为17.43g/L。
2.3 浸取速度对碱的浸出率与浓度的影响
在温度为70℃,液固比为3∶1的条件下,考察浸取速度对碱的浸出率与浓度的影响。试验结果见图4。
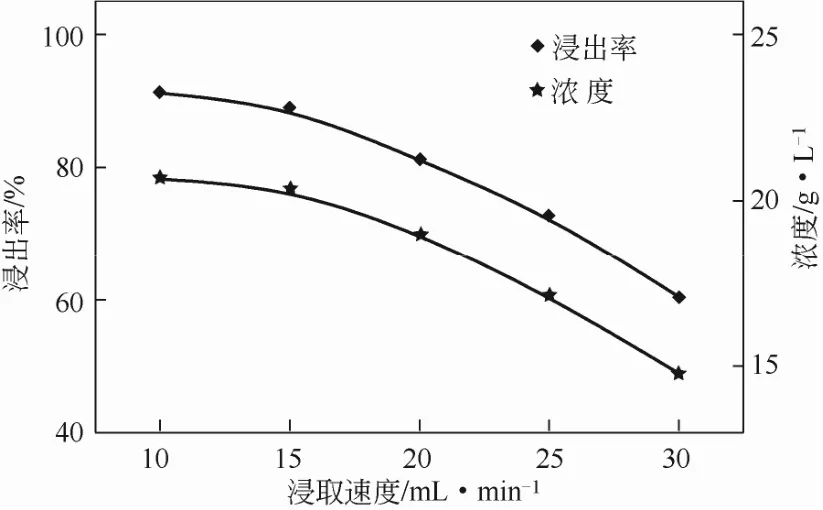
图4 浸取速度对碱的浸出率及浓度的影响
从图4可看出,在浸取速度较慢(小于15m L/min)时,浸取速度对碱的浸出率与浓度影响不大,当浸取速度达到15m L/m in以后,碱的浸出率与浓度随浸取速度的增大而减小。浸取速度小于15m L/min时,反应能够充分进行,使浸出相与浸余相中的碱达到平衡,此时浸取速度不会对碱的浸出率与浓度产生很大影响;当浸取速度大于15m L/min时,物料交换过快,反应不能充分进行,使得碱的浸出率与浓度随着浸取速度的增加而减小。考虑碱的浸出率与浓度等因素,确定最佳浸取速度为15m L/min,在温度为70℃、液固比为3∶1时,碱的浸出率为89.18%,浓度为20.38g/L。
3 结 论
(1)当温度小于 70℃时,浸出相中碱的浸出率与浓度随着浸取温度的增加而增大;当温度大于70℃后,碱的浸出率与浓度随着浸取温度的增加变化不大。
(2)液固比低于3∶1时,浸出相中碱的浸出率随液固比的增加而增大,而碱的浓度随液固比的增加变化不大;当液固比高于3∶1时,浸出率随液固比增加变化不大,浓度随液固比的增加而减小。
(3)浸取速度较慢(小于15m L/m in)时,浸取速度对碱的浸出率与浓度影响不大,当浸取速度达到15m L/m in以后,碱的浸出率与浓度随浸取速度的增大而减小。
(4)最佳浸取条件为:温度70℃,液固比3∶1,浸取速度15m L/min,在此条件下赤泥中碱的浸出率达89.18%,浸出相中碱的浓度达到20.38g/L。
参 与 文 献
[1] 王家伟,吕常胜,靳学利,等.赤泥综合利用评述[J].广州化工,2012,40(16):41-43.
[2] 伊元荣,韩敏芳,于立安.利用赤泥捕获 CO2反应特性[J].化工学报,2011,62(9):2635-2642.
[3] 姚万军,方冰.拜耳法赤泥综合利用研究现状[J].无机盐工业,2010,42(12):9-11.
[4] 孙道兴.赤泥脱碱处理和有价金属钛钪提取的研究[J].无机盐工业,2008,40(10):49-52.
[5] 王小雨,王晓龙,吴丽梅,等.赤泥多孔材料负载微生物去除苯酚[J].化工进展,2012,31(9):2031-2035.
[6] 罗道成,易平贵,陈安国,等.用氧化铝厂赤泥制备高效混凝剂聚硅酸铁铝[J].环境污染治理技术与设备,2002,3(8):33-35.
[7] 石莉,王宁,庞程,等.赤泥在建筑材料方面应用的研究进展[J].新型建筑材料,2009(1):20-23.
[8] M ishra B,Stdey A,Kirkpatrick D.Recovery of Value- added products from red mud[J].Minerals and Metllurgical Processing,2002,19(2):87- 89.
[9] 李振峰.氧化铝赤泥堆场渗滤液污染的评价与防治[J].工业安全与环保,2002,28(8):37-38.
[10] 张乐观,王国贞,段璐淳.水洗处理赤泥初步脱碱[J].无机盐工业,2011,43(2):57-59.
[11] 王国贞,张乐观,朱泮民,等.赤泥碱回收的初步研究[J].无机盐工业,2011,43(4)55-57.
[12] 张亚莉,刘祥民,彭志宏,等.钠硅渣湿法处理工艺-碱回收工艺研究[J].矿冶工程,2003,23(6):56-58.
