亭子口水利枢纽离相封闭母线焊接工艺
2014-02-28
(嘉陵江亭子口水利水电开发有限公司,四川 苍溪,628400)
1 概述
相对于碳弧焊、手工TIG焊,手工氩气保护MIG焊具有可全位置焊接、焊接效率高、成本低、变形小,焊缝成形美观等诸多优点,在铝及铝合金焊接中获得广泛的应用。亭子口水利枢纽的离相封闭式铝母线的现场安装,就是采用全位置MIG焊接工艺的成功实例。
亭子口枢纽电站属大型调峰电站,在系统中具有重要地位,安装4台水轮发电机组,单机容量275MW,总装机为1100MW。电站以500kV一级电压分别接入川东南环(电)网及川北骨干环(电)网。发电机变压器采用联合单元接线,封闭母线采用离相全连式结构,与之相连设备的布置采用垂直或者水平直角汇流母线,从发电机连至主变压器低压侧。该母线由阜新封闭母线有限责任公司制造,型号QLFM-20/12000,主母线外壳直径1000mm、壁厚8mm,导体直径500mm、壁厚12mm。分支母线外壳直径650mm、壁厚5mm,导体直径150mm、壁厚10mm。制造厂做成很多分段,运抵工地后,由安装单位在工地将各母线分段焊接连接而成。发电机电压17.75kV,汇流母线的工作电流为12.0kA,短时最大电流为80.0kA。
2 焊接
三相母线的导体分别密封于各自的铝制外壳内,导体同一断面采用3个缘子呈120°夹角与导体支撑。
绝缘子一端开有凹孔,内装橡胶弹性块及蘑菇形金具,金具顶端与母线导体接触,另一端固定于支承板上,支承板与外壳固定。主回路封闭母线导体尺寸为ф500mm×12mm,外壳尺寸为ф1200mm×8mm,分支回路母线导体尺寸ф150mm×10mm,外壳尺寸为ф650mm×5mm,母线导体最热点允许温升50K。
根据JB/T5615.8-1999《封闭母线产品质量分等》的规定,现场安装焊缝经外观检查合格后,需抽取5%焊缝进行着色渗透探伤,达到(无呈现红色迹痕)标准为合格。为确保焊接质量,针对现场施工的具体条件和可能出现的困难进行了认真分析,拟定了焊接工艺与作业程序,并经焊接工艺评定试验,筛选相应的焊接工艺参数。同时,在施工现场对施焊的持证焊工按新工艺进行强化培训,以满足实际工程的质量要求。
2.1 母线导体焊接
导体的焊接包括主母线导体和分支母线导体两种。主母线焊接焊缝高度:直径500mm×壁厚12mm的为12mm;分支母线导体焊接焊缝高度:直径150mm×壁厚10mm的为10mm。导体焊接前应用倒链把抱瓦牢牢固定在导体上,并在旁边加上保护垫。每道焊缝焊完后,应认真检查,确认无缺陷后方可焊接下一道焊缝。若发现缺陷,应及时处理并焊补。现场搭接焊缝与对应的厂家制造焊缝的外型尺寸相一致,所有焊缝均需采用多层多道焊接。各焊层焊接顺序如图1所示。焊接完成后,移走倒链和保护垫。

图1 各焊层焊接顺序
2.2 护壳抱瓦焊接
在焊接护壳抱瓦前,确保抱瓦和绝缘体已清理干净且检查完毕,所有的连接也检查完毕。把一半抱瓦移到护壳附近,使抱瓦的每一边上未涂漆部分露出相同的长度。从外部把抱瓦焊在护壳上(如果难以达到则从内部施焊)后,组装另一半抱瓦并从外部焊接。焊接抱瓦时,在保证焊缝外型的同时,要尽可能地减少填充量,一般需要1道至2道的焊接来完成,焊缝高度和盖的板厚相同。
2.3 焊接缺陷的修补
焊接过程中,发现未熔合、咬边、重叠、裂纹、气孔、弧坑、焊瘤等缺陷的焊缝,必须在开始后续的焊接工作之前进行修补,使用风铲或尖锐的手凿处理缺陷区域,直到将缺陷全部清除干净。补焊位置的开槽宽度应确保修补工作的顺利进行,焊后检验中发现的超标缺陷都必须按照上述方法进行处理,焊缝出现弧坑和焊缝末端出现过渡不良同样认为是缺陷,须填充所有的凹坑和焊缝收弧末端。如果在焊缝末端有焊瘤或焊高超标,则应该把它们铲除并重新焊接该位置,以保证外表平整。
2.4 设备及材料的配置
纯铝母线及外壳焊接时,宜选用纯度比母材纯度稍高的焊丝,在此选用SAL-3焊丝、φ1.6mm。氩弧焊时使用的氩气φ(Ar)≥99.96%,且氩气中水含量≤50mg/m3。焊机选用北京时代集团公司生产的ZP7-400D焊接电源及FD20-150送丝机,焊接规范参数见表1。
表1 焊接工艺参数
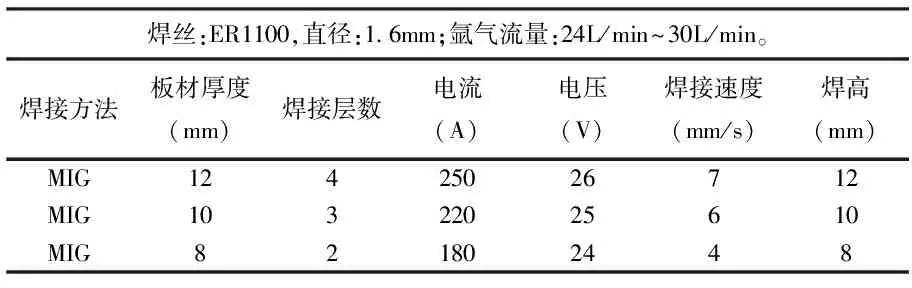
焊丝:ER1100,直径:1 6mm;氩气流量:24L/min~30L/min。焊接方法板材厚度(mm)焊接层数电流(A)电压(V)焊接速度(mm/s)焊高(mm)MIG12425026712MIG10322025610MIG821802448
3 着色渗透探伤
采用溶剂型清洗着色探伤剂,一般步骤是:预清洗—渗透—溶剂清洗—显象—观察。检测部位的表面状况在很大程度上影响着色渗透探伤的质量,因此预清洗时应特别注意必须彻底清除妨碍渗透剂深入的油脂、积炭、氧化皮等附着物以及残留在缺陷中的油脂及水分。去除污染物后,用清洗剂对酯化釜底板进行清洗,待干燥后喷涂渗透剂并保持湿润状态15min~30min。渗透后用干布或卫生纸擦拭多余渗透剂,然后再用蘸有清洗剂的布块或卫生纸向一个方向擦洗,不能用清洗剂喷罐对表面直接喷洒清洗。擦试时禁用棉纱头,因其细丝碎片容易留在表面上,不易除去,显象时形成伪显示,影响检测效果。
溶剂型着色探伤的显示剂为快干式显象剂,喷涂前,显象剂喷罐要充分摇动,将显象剂均匀喷于被检表面。喷涂时距离控制在300mm~400mm,喷罐倾角与被检表面成30°~40°为宜,采用扫描方式,喷涂要匀而薄,以刚好盖住受检区为宜。在喷涂显象剂7min后进行观察,有缺陷的地方可显示红色痕迹,这是由于毛细管作用原理,白色显象剂将酯化釜底板面焊缺陷渗入的红色渗透剂吸附上来,显示缺陷的真实形状轮廊痕迹。从而在白色背景上没有呈现出红色缺陷迹痕即合格。
4 结论
在正确的工艺措施和焊接工艺条件下,施工现场1060(L2)的全位置MIG焊接,完全可以获得性能良好的焊接焊缝。着色渗透探伤具有操作简便、缺陷显示直观、表面开口缺陷检出灵敏等优点,但对在油性、水气较大的环境中运行的零部件,若表面油脂、积炭等附着物清洗不彻底,则会影响检测效果。根据工程实际情况进行焊接工艺试验和持证上岗的焊工强化培训,是确保工程质量的重要技术措施。
〔1〕中国机械工程学会焊接学会.焊接手册(第二卷)[M].北京:机械工业出版社,1992.