中专机制专业师资培训课程分析
2014-02-24高庆毓
高庆毓
沈阳市汽车工程学校(沈阳 110000)
中专机制专业师资培训课程分析
高庆毓
沈阳市汽车工程学校(沈阳 110000)
针对目前中职机制专业教师之间年龄、知识水平、专业技能等存在的差异,定期开设注重实用性的理实一体化师资专业技术培训课程,提升中职机制专业教师工艺知识,理论知识、技能水平等专业素质,解决一些实际问题。也是提高中专机制专业教学质量的有效途径。
理实一体化 教学模式 师资培训
笔者参加了前一个期间辽宁省机械加工专业为期2周师资培训。学习了四门工艺和工艺基础课程,加工训练了六种类型三个级别的工件,通过这次培训受益非浅,感想颇深。
1 中职教师学习的现状及教学安排
参加培训的教师最大与最小年龄差距在二、三十岁,有从事多年教学的老教师,也有刚刚走出大学校门的年轻教师;有专门从事机械加工工艺教学的专业课教师,也有从事机械专业基础课的教师。参加培训的教师们的技术水平参差不齐
本次培训理论课重点选用了(教材《高级车工技能训练》),初、中级(教材选用《车工工艺及加工技能》)和《机械制造技术》。实训课重点在车床上加工工件,培训分高级班及中级班。作为参加培训的教师自己如何判定,开始很模糊,许多参加培训的教师都坐到了高级班,经过授课教师对课程内容的介绍与引导,参加培训的教师都能正确的对待学习层次和级别的差别,认识到这些差别需要不断的学习,再学习,不断增强职业技术水平,这个学习的过程,实际上是向双师型过渡的必需过程。
2 授课内容与过程、结果归纳和分析
2.1 教学安排的实用性
以往这类师资培训,理论课与实训课没有紧密的联系,初、中、高级别理论课、实训课没有区分开来。此次培训从一开始就将教学书籍,根据学习级别,发到我们手中,除讲授必要的机械制造技术知识,四新技术外,主要课时量和测验题量都直接放在了工件加工工艺上,经过时间紧迫的工艺学习,对下一步的工件加工奠定了一定的加工工艺知识基础。在实训开始,授课教师为参加培训的教师设计了5件加工样图,即初、中、高级三个加工图样,根据自己的技术水平随意选择难易度图样,能者多干几个件,弱者注重基础工件的训练。由于有工艺知识的基础,尽管有的教师对操作车床一点也不会,也很快进入操作者的角色。
2.2 对学习的渴望性
2.2.1 带着问题和任务学习课程
在上工艺课时,有一位女教师就反复问梯形螺纹问题,经过了解知道,她讲车工工艺课,但对这一知识一直局限在书本上,这次在学习和实训中想要解决这一问题,在学习中认真听讲,在机床上,一直坚持自己加工此类工件。她是带着问题来学的。梯形螺纹加工工艺知识是一个较为常见和普遍的知识,说明我们教师整体的机械加工工艺知识还有待于进一步提高。
有的教师是教文化课的,他们学校新进了机床,责成他们教专业课和实习实训课,所以他们肩负着使命,不但认真学习,而且将本次学习的教科书、训练的工件图拿回去,作为实训的重要资料。
有一些资格较老的教师,同授课教师不断探讨授课内容,并将他们在企业、在学校的一些经验进行举例,在实训中授课教师安排这部分教师一开始就进入高级工件的加工工艺。
2.2.2 教学成果的期望
(1)渴望学到全面的工艺知识
在此次培训教学中,我们当中的教师非常注重教学成果的收获。注重书中知识价值,注重自己学到的知识量,由于时间紧,我们建议将书内的重点内容讲全,尽快向后讲,将全书内容讲完,不愿漏过每一页,这样自己回去看,较为方便,能更多的提炼出有用的知识内容。
(2)渴望自己独立将工件加工为成品
自己加工完成的工件,自我荣誉感较强,自我欣赏成就,也增强了今后授课的信心。多数都期望自己能独立完成课题工件,求知欲强,综合素质高。许多人将自己亲手加工的工件,自我展示,向大家展示,瞅着亮闪闪的工件,陶醉在成就的喜悦中。
图1是一组片是此次学习的缩影。工件图全部为自己加工的训练工件。
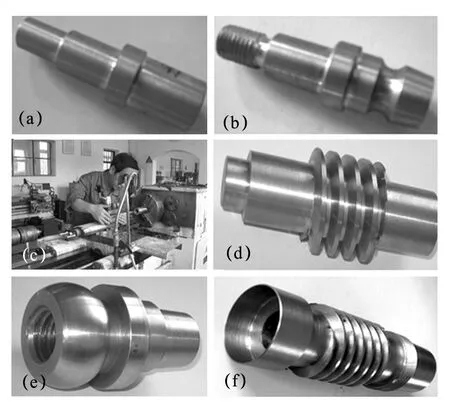
图1 实训过程图片和成果
图1中a、b两个工件为初级件,图a为台阶轴入门训练工件;图b为台阶、圆弧、锥面、三角螺纹的初级训练件;图d工件为中级件;图c为一教师学员正在操作;图d为中级较难的单头蜗杆训练件;图e为集内多线梯形螺纹、外圆柱偏心、球面、内孔于一身的综合高级训练件;图f为集内孔、薄壁套、普通螺纹、多线蜗杆于一身的综合高级训练件(图e、f两个工件,已用于辽宁省高级及技师考件)。
2.2.3 师资培训课程内容必要性分析
(1)专业理论知识
此次培训,授课教师普遍感觉师资培训教学任重而道远。在上刀具课时,授课教师讲了90°偏刀12个刃磨角度及尺寸、12个角度,在一般的机械加工教材中只讲5个,参加培训的教师都赞赏课的内容讲的深而全。加工一个质量合格的工件,刃磨刀具的几何形状时,应按实际加工情况对刀具刃磨有全面和恰如其分的了解,这刀具12个刃磨角度及尺寸是参照国标图理解下来的,符合实际加工工艺,想加工好工件必须明白,那么你就掌握了教学的主动权,不会被学生问哑。
在与授课教师探讨工件劣弧加工的宽度尺寸问题时,体会到这涉及到工件的一些形状需要几何知识进行计算。工艺知识是融汇了文化、专业基础各科的知识,消化于加工工艺过程中。理论基础知识的强弱表现,如同你的桶里究竟装有多少水,去浇灌加工产品的成果。
(2)技术能力知识
在实际训练中,以上图片中几种加工工件,有初级、中级、高级等级别,在加工能力上,初级件70~80%教师进行了加工,中级件50~60%教师进行了加工,高级件5%左右教师进行了加工,较难的高级件只有一名教师进行了加工。对工件加工,我们的想法是先过遍手,知道工件加工过程,回去有机会、有条件再练,在有限的时间内,也是不愿意漏掉任何一个加工步骤,这里不难看出真正达到双师型还有一段距离。
3 师资培训的重要性
要扩大职业教育的师资,首先是师资力量。师资是中等职业学校教学质量优劣的关键所在。肩负着培养既能动脑,更能动手,经过实践锻炼,迅速成长的高技能人才。教育部等六部门联合启动“制造业和现代服务业技能型紧缺人才培养培训工程”,赋予了职业院校高技能人才培养的重任,将中职教育推向了高技能人才培养的前沿。
云龙)
