往复走丝线切割复合工作液寿命表征的研究
2014-02-24李明明刘志东李凌铃岳伟栋
李明明,刘志东,李凌铃,岳伟栋
(南京航空航天大学机电学院,江苏南京210016)
往复走丝线切割复合工作液寿命表征的研究
李明明,刘志东,李凌铃,岳伟栋
(南京航空航天大学机电学院,江苏南京210016)
研究了往复走丝电火花线切割加工过程中切割效率、工件表面形貌、蚀除效率、电导率、工作液折光率及pH值的变化规律,并检测了放电加工波形。分析认为:以往采用切割效率来衡量工作液使用性能的方法缺乏科学性,而采用蚀除效率作为复合工作液寿命的表征指标更加科学,且蚀除效率的变化与加工时的放电脉冲利用率有很大关联性,为建立往复走丝线切割复合工作液寿命的评价体系指明了方向。
电火花线切割加工;工作液;寿命表征;蚀除效率;脉冲利用率
复合工作液作为一种洗涤和冷却性能好、切割工艺指标可获得大幅提升且环保性较好的产品,在往复走丝电火花线切割工作液市场上已占有相当的份额[1-2]。它作为电火花线切割脉冲放电的介质,对加工工艺指标有很大的影响。但随着复合工作液的循环使用,其冷却和洗涤性能将发生改变,直至最终失效,从而影响切割效率、表面质量等加工工艺指标。因此,寻找复合工作液使用寿命的表征指标,及时判断工作液使用状况,具有重要的理论意义和实际应用价值[3]。
1 复合工作液的寿命
对于往复走丝电火花线切割加工而言,工作液的使用寿命始终是一个模糊的概念。通常,操作人员习惯于将工作液切割效率的降低作为寿命缩短的简单判断依据。切割效率与切割面积之间的关系见图1,一般呈现切割效率先上升、后降低的规律,所以当工作液切割效率降低到一定程度后,就可认为工作液已经失效[4]。但事实上工作液切割效率的变化并不能真正反映工作液的实际工作情况,因为电极丝直径在加工中会因损耗而逐步变细,从而会导致整个加工中蚀除效率的变化。所谓蚀除效率,是指在单位时间内蚀除工件材料的体积,mm3/min。
因此,在电火花线切割加工中调整加工参数,直接影响加工的实际上是工件的蚀除效率。
本文通过对连续加工中复合工作液的蚀除效率、切割效率、电导率、浓度及pH值等重要性能参数进行研究,以寻找能真正表征复合工作液寿命的指标[5]。
2 试验条件
加工设备采用HF320Z往复走丝电火花线切割机床(图1),试验条件见表1。每切割20 000 mm2测量一次工作液的电导率、pH值和电极丝直径,并计算电流蚀除速率。所用到的测量工具有:数字存储示波器、电流探头、电导率仪、手持折光仪、超声波清洗器、电子数显千分尺、pH精密试纸等。
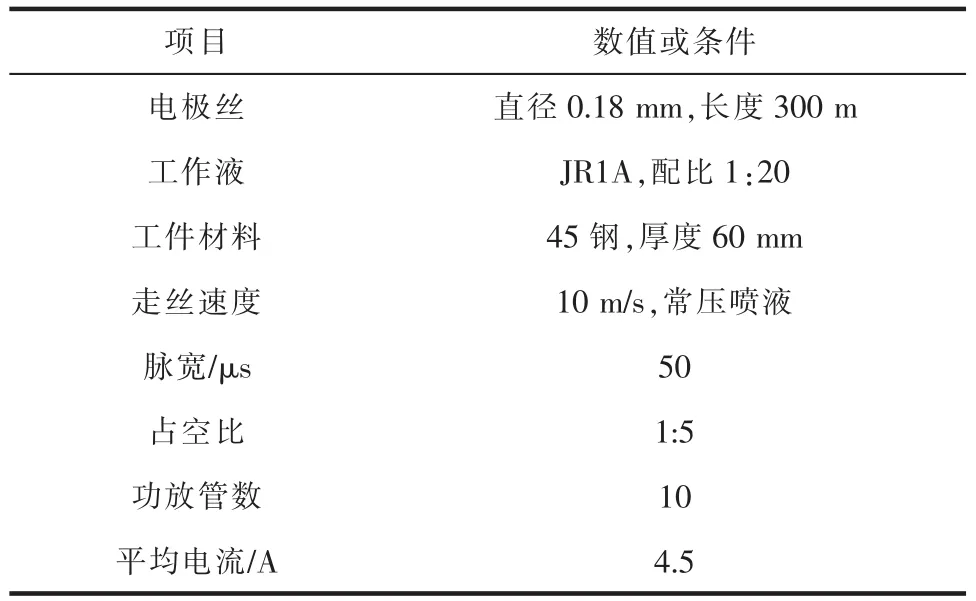
表1 试验条件

图1 加工现场照片
3 指标变化
3.1 表面质量
从本质上讲,加工时工作液寿命的降低体现在极间放电状态的恶化,它将导致加工过程的短路和微短路次数增多、放电脉冲利用率降低,从而使加工效率降低,工件表面质量下降,甚至使工件表面产生烧伤(图2)[6]。图3是与图2相对应的切割表面微观照片,开始切割时的工件表面较平整光滑,且色泽亮白,说明此时极间排屑、洗涤效果良好(图3a);当工作液经过较长切割时间后,工件表面出现残留液滴,色泽发暗(图3b),除此之外,表面还滞留下大量烧焦的微碳粒,说明此时复合工作液的极间冷却性能变差,蚀除产物开始堵塞切缝,工作液进入极间较少,因此不利于蚀除产物排出,放电后,蚀除产物会粘附在加工表面形成碳微粒,并造成工件表面烧伤。
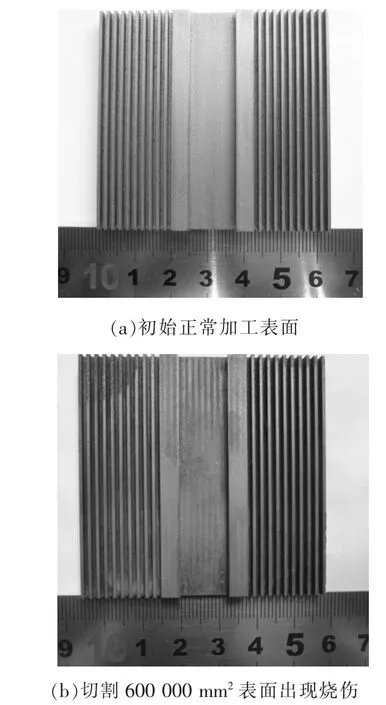
图2 复合工作液加工工件

图3 表面微观形貌(600×)
3.2 电导率
加工时,复合工作液的蚀除效率与工作液的电导率变化见图4。由图4发现,工作液的寿命似乎随着加工时电导率的升高而降低。但电导率的变化实
际上是工作液中离子浓度增加的结果,而离子浓度增加与工作液的洗涤冷却性能并无直接关系。为说明此问题,实验按不同浓度的配比将JR1A复合工作液的电导率配置成3~10 mS/cm,其对应的蚀除效率见图5。

图4 复合工作液的蚀除效率与电导率的关系
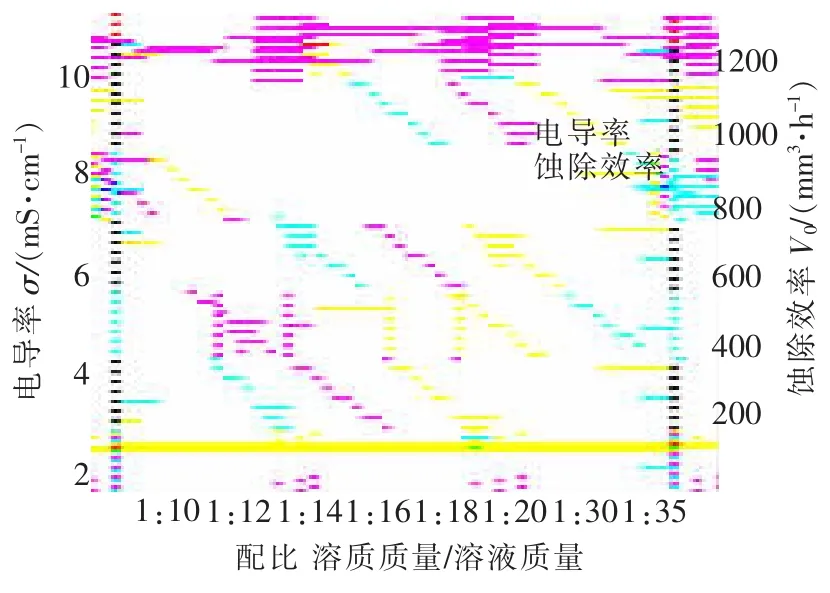
图5 不同浓度配比复合工作液的蚀除效率与电导率的关系
从图5可看出,当工作液电导率从3~10 mS/cm范围变化时,其蚀除效率变化范围仅2.4%。由此证明复合工作液的寿命与加工中的电导率并无直接关系。因此,电导率不宜用于衡量工作液的寿命。
3.3 浓度
由于测量溶液的浓度较困难,而溶液的浓度与其折射率存在着一定的关系,故可利用手持折光仪测量溶液的折射率来间接反应溶液浓度的变化。一定浓度的工作液在加工过程中,由于工作液的外溅、雾化及高温下的气化等,会使工作液产生损耗并导致其浓度发生变化[7]。实验中,每切割20 000 mm2,就用手持折光仪通过折光率近似测量一下工作液浓度变化。由图6可看出,工作液浓度变化很小,说明复合工作液的损耗以整体挥发为主,它与工作液的寿命变化并无直接关系。因此,不宜选用浓度作为复合工作液失效的衡量指标。
3.4 pH值
采用pH精密试纸测量连续加工中复合工作液的pH值,其变化曲线见图7。可看出,连续切割600 000 mm2工件,工作液pH值的变化范围很小,只比初始切割时的8.5增加了0.5。由于工作液浓度略微增加,会使工作液中的OH-浓度略有增加,导致其pH值也随之增加,但增幅很小。因此,pH值也不能反映复合工作液性能的变化。

图6 复合工作液蚀除效率与浓度变化的关系

图7 复合工作液蚀除效率与pH值变化的关系
3.5 蚀除效率与切割效率
从图8和图9可看出,在复合工作液中连续切割,电极丝呈先变粗、后慢慢变细的趋势。这是由于用表面光滑的新电极丝进行切割时,在放电高温的作用下,电极丝放电区域会产生熔化,甚至气化;当放电结束时,电极丝表面变得凹凸不平,宏观上表现为表面有很多毛刺。又因为在一定切割面积范围内,放电区域的毛刺凸起超出原电极丝直径的表面,所以宏观上测得的电极丝直径会略微变大;而后在放电中,电极丝直径由于损耗而逐步减小。这就表现为电极丝直径在切割中先略微增大、而后逐步减小[8]。

图8 蚀除效率与电极丝直径的关系
复合工作液在切割过程中,由于电极丝直径的变化,蚀除效率与切割效率均呈先升高、后降低的趋势。但当电极丝直径变为0.16 mm时,此时更换成直径0.12 mm的电极丝,可看到蚀除效率还是呈现下降趋势,但切割效率却有明显的回升现象。所以通过切割效率来判断工作液的寿命是不妥的,而蚀除效率却能很好地反映工作液的切割性能变化,因此,用蚀除效率作为复合工作液寿命的表征指标更科学。

图9 切割效率与电极丝直径的关系
4 蚀除效率与放电波形的关系
通过数字存储示波器随机截取100个放电脉冲来检测其放电脉冲利用率。从复合工作液连续加工过程的放电波形可看出:刚开始切割时的脉冲利用率较高,几乎达到95%~99%,且从图10和图11可看出,击穿延时较多,短路波形很少,说明此时的极间状态及工作液的洗涤冷却性很好;随着加工的进行,当切割完600 000 mm2时,此时的脉冲利用率仅达70%,击穿延时很少,短路波形所占比例很大,说明此时的极间状态恶化,短路及微短路次数增多,从而使工件表面易烧伤,加工蚀除效率降低。
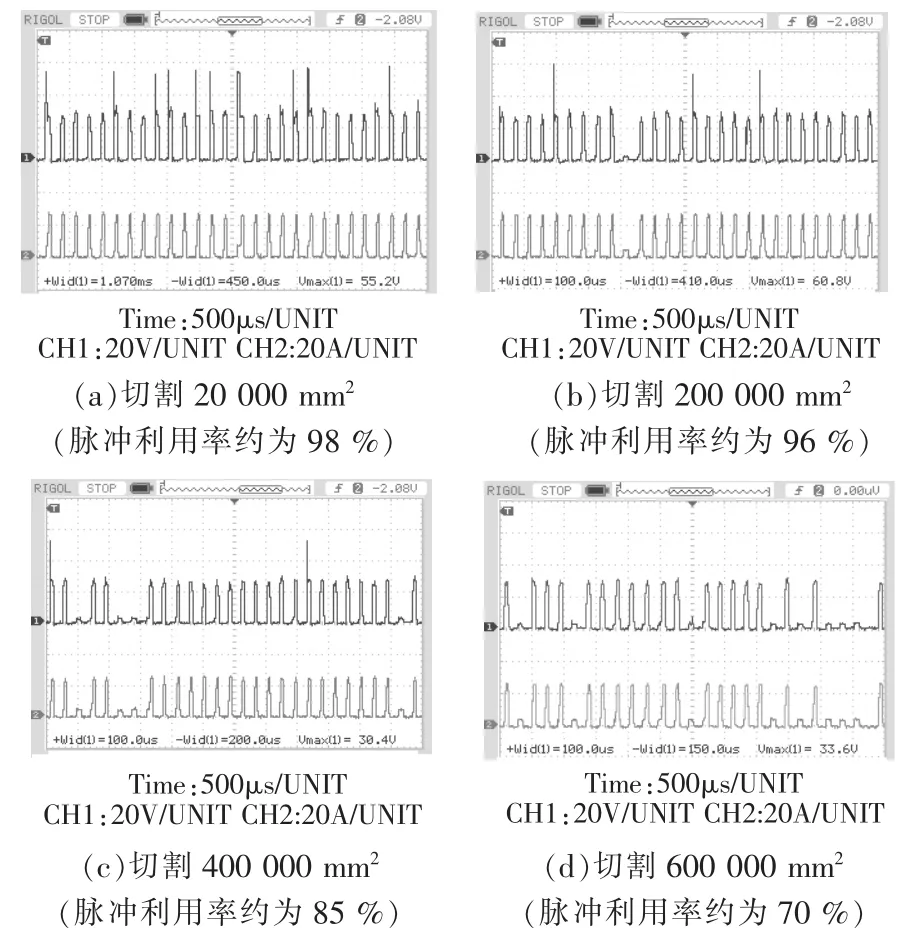
图10 加工时的波形统计

图11 蚀除效率与脉冲利用率的关系
此外,在复合工作液中连续切割,工作液的电导率也会随之增加。电导率的增加会使击穿电压降低,放电峰值电流减少[9],从而导致单个脉冲放电能量减少(图12)。因此,使用过一段时间的工作液在蚀除效率方面,会因放电利用率大大降低和单个脉冲放电能量的损失导致蚀除效率的降低。
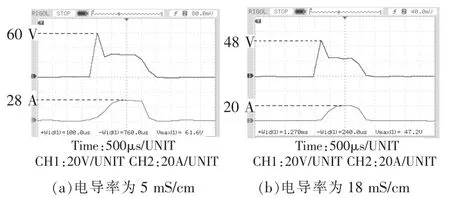
图12 电导率变化时的波形变化
5 复合工作液寿命的判断
通过实验发现,蚀除效率与脉冲利用率、切割效率及工件表面质量有很大关系。但在实际加工过程中,很少能随时通过示波器来采集波形和测量脉冲利用率,因此可大致通过切割效率V、电极丝直径D、放电间隙δ(一般单边取0.01 mm)来估算蚀除效率V0,其大致关系为:V0=V·(D+2δ)。一般当V0降为原来的60%,可暂定为工作液失效,此时的脉冲利用率已低于70%,且加工工件表面质量很差。
6 结论
(1)通过研究复合工作液在连续切割时的电导率、浓度、pH值的变化,得出其不能作为评判工作液寿命指标的依据。
(2)通过研究复合工作液在连续切割时的切割效率和蚀除效率的变化,得出蚀除效率的变化与工作液的寿命有很大关系。
(3)通过采集复合工作液加工时的波形,发现工作液寿命与其脉冲利用率有很大关系。
(4)可通过切割效率、电极丝直径、放电间隙来大致估算蚀除效率,把蚀除效率降低至初始加工时的60%初步定义为复合工作液失效。
[1] 刘志东.高速走丝电火花线切割工作液的性能要求及研究方向[J].航空精密制造技术,2005,41(3):38-39.
[2] 刘志东.高速走丝电火花线切割工作介质发展方向研究[J].新技术新工艺,2006(11):70-73.
[3] 张旭东,李谢峰.对中国特色的往复走丝电火花线切割技术发展的思考[J].电加工与模具,2012(S1):51-53.
[4] 刘志东.高速走丝电火花线切割工作介质性能要求研究[J].航空精密制造技术,2006,42(2):29-32.雾还会带走大量的热,降低工件表面和工具电极侧边的温度,吹灭并破坏可能的结炭焦粒搭桥,减小产生有害稳定电弧放电的几率,提高整个加工过程的稳定性,进而提高了工件表面质量与加工效率。
(3)试验以直径2 mm、深度2.4 mm的通孔加工为例,对比未进行喷雾冷却加工的实验现象及结果,可发现:喷雾加工能有效减小表面热影响区,提高加工精度和表面质量,加工效率提高约21.6%;且能有效抑制加工粉尘,环境友好,为碳纤维增强树脂基复合材料提供了一种新的绿色加工方法。
参考文献:
[1] Abrao A M,Faria P E,Rubio J C,et al.Drilling of fiber reinforced plastics:A review[J].Journal of Materials Processing Technology,2007,186(1):1-7.
[2] Hocheng H,Tsao C C.The path towards delaminationfree drilling of composite materials[J].Journal of Materials Processing Technology,2005,167(2):251-264.
[3] Guu Y H,Hocheng H,Tai N H,et al.Effect of electrical discharge machining on the characteristics of carbon fiber reinforced carbon composites[J].Journal of Materials Science,2001,36(8):2037-2043.
[4] 赵万生,刘晋春.实用电加工技术[M].北京:机械工业出版社,2002.
[5] 王珉,Lau W S.碳纤维增强树脂基复合材料电火花加工(EDM)机理究研究[J].航空学报,1991,12(12):B651-B654.
[6] Lau W S,Wang M,Lee W B.Electrical discharge machining of carbon fiber composite materials[J].InternationalJournalofMachine Tools and Manufacture,1990,30(2):297-308.
[7] Teicher U,Müller S,Münzner J,et al.Micro-EDM of carbon fiber-reinforced plastics[J].Procedia CIRP,2013,6:320-325.
[5] 蔡乐安.连续加工中线切割工作液对加工的影响[J].电加工与模具,2002(4):21-24.
[6] 陆霖琰,刘志东,田宗军,等.高速走丝电火花线切割工作液失效研究[J].中国机械工程,2011,22(15):1793-1797.
[7] 王至尧.电火花线切割工艺[M].北京:原子能出版社,1987.
[8] 李谢峰.往复走丝电火花线切割中电极丝寿命的关键技术研究[D].南京:南京航空航天大学,2012.
[9] 张伟建.浸液式高速往复走丝电火花线切割关键技术研究[D].南京:南京航空航天大学,2012.
Research on the Characteristic of Compound Dielectric Fluid's Life in Reciprocating Travelling Wire Electrical-discharge Machining
Li Mingming,Liu Zhidong,Li Lingling,Yue Weidong
(Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China)
The ever changing principles regarding cutting efficiency,workpiece surface microstructure,ablation efficiency,electrical conductivity,the pH value and concentration of the dielectric liquid in the process of HSWEDM are studied,and the machining waveform of electrodischarge in the process is tested.The analysis shows that the method previously determining the functional performance of dielectric fluid is short of scientificity,hence using ablation efficiency as the life index of a compound dielectric fluid is more accurately represented,and the change of ablation efficiency has great relevance with electrical impulses utilization rate in this process.This perception points out the direction for establishing the evaluation system regarding the life expectancy of HSWEDM dielectric fluid.
WEDM;dielectric fluid;life index;ablation efficiency;electrical impulses utilization rat
TG661
A
1009-279X(2014)02-0014-04
2013-10-25
国家自然科学基金资助项目(51175256)第一作者简介:李明明,男,1988年生,硕士研究生。