航天铰链类零件的单向走丝电火花线切割加工
2014-02-24胡斌良
刘 晓,白 鹰,王 辉,胡斌良
(上海航天设备制造总厂,上海200245)
航天铰链类零件的单向走丝电火花线切割加工
刘 晓,白 鹰,王 辉,胡斌良
(上海航天设备制造总厂,上海200245)
铰链类零件是航天型号产品中的关键核心部件,单向走丝电火花线切割是其理想的加工方法。针对加工过程中存在的装夹精度难以保证、零件易变形、加工效率不高的问题,从柔性装夹、多次切割路径规划及变厚度切割优化等方面出发,提出了适合航天铰链类零件的单向走丝电火花线切割加工工艺方案,并通过实际产品生产验证了该工艺方案的有效性。
单向走丝电火花线切割加工;航天铰链类零件;多次切割路径规划;变厚度切割
飞船、卫星等航天型号产品发射入轨后,太阳电池翼在各电池板间展开锁定机构的驱动下,由收拢状态转换为展开状态,为飞船、卫星在轨工作提供电能。铰链类零件是展开锁定机构的核心部件,其制造精度关系到太阳电池翼能否顺利展开,从而直接影响飞船、卫星等航天型号产品的成败[1]。
在展开锁定机构中,铰链类零件需与锁臂、压簧、索轮、轴承及其他铰链部件装配,在展开锁定过程中,会与上述功能部件发生相对运动[2]。因此,铰链类零件的材质多为铝合金、镁合金等易变形材料或钛合金等难加工材料,各特征之间的形位公差要求多高于0.01 mm。以图1所示的展开锁定机构母铰链为例,其材质为铝合金,零件毛坯状态为六面体整体锻件,加工过程中,材料去除量大,薄壁、开档等特征易发生变形。该零件的传统加工工艺为机械加工,由于其结构复杂,需在多个设备上进行多次装夹;为防止变形,需采用较小的切削量,故加工效率受到影响,且加工质量不易保证。由此可见,铰链类零件的加工,已成为太阳电池翼展开锁定机构研制生产中的一个薄弱环节。

图1 太阳电池翼展开锁定机构母铰链三维模型
单向走丝电火花线切割加工是利用工具电极丝沿预先设定的路径移动,与工件发生脉冲性火花
放电,进而切割工件材料的工艺方法。加工过程中,不受工件材料本身硬度、热处理状态的影响,适用于难切削材料的加工;同时,由于电极丝与工件材料之间的宏观作用力极小,可有效保证薄壁、开档等易变形特征的加工精度与质量[3]。结合铰链类零件的结构特点与精度要求,单向走丝电火花线切割工艺是实现其高效、精密加工的理想选择。
1 确保加工精度的关键技术
1.1 柔性装夹
铰链类零件的单向走丝电火花线切割加工涉及多个姿态下的切割,在此过程中,工件需进行多次装夹找正,各姿态下的装夹精度直接关系到各特征之间的形位公差。传统的装夹方式是采用压铁或组合夹具固定工件,用千分表对铰链各方向基准依次进行检测,并用塞尺进行调整。在这种装夹调整方式下,由于各向基准的调整是相对独立进行的,故某个基准的调整往往会造成其他已校调基准再次产生误差;此外,人工装夹方式消耗了大量的生产准备时间,对操作人员的经验、技能提出了很高的要求,极易造成累积装夹误差。
针对铰链类零件的多姿态装夹需求,结合产品精度要求,采用System 3R的柔性虎钳进行装夹(图2)。在千分表检测的辅助下,用该虎钳可对工件各方向基准同时进行快速调节,实现精度0.002 mm以内的快速精准装夹定位,避免了使用塞尺进行调整的繁复操作,降低了对操作人员经验、技能的依赖程度。使用柔性虎钳后,铰链每个姿态的装夹耗时由10 min缩减至1 min以内。转

图2 基于System 3R夹具的柔性装夹
1.2 多次切割路径规划
铰链类零件存在一些用于与其他功能部件装配的开档薄壁特征,某些开档特征的壁厚与进深比小于1:10。当线切割加工此类特征时,由于应力释放的原因,往往会造成工件变形,对此可采用多次切割与合理路径规划的方法予以避免[4]。
多次切割采用第1次切割成形释放应力、第2次切割保证加工精度、第3次切割提高表面质量的方案。
第1次切割主要是确保稳定高速加工,宜采用大脉宽、高峰值电流加工;由于此时电极丝为双边放电,所以电极丝受对称力作用,抖动相对较小,可适当采用较高的丝速。
第2次切割在兼顾加工表面质量及切割速度的情况下,需减小脉冲能量,主要依靠减小脉宽的方式,但峰值电流不宜过小;在第2次及后续的切割中,电极丝为单边放电,即仅受一个方向放电力的作用,因此需将丝速逐渐降低以减少抖动。
第3次切割的目的是获得较理想的表面质量,此时材料去除量通常在0.01 mm以下,宜采用小脉宽、低峰值电流加工。
切割路径与零件的装夹方向有着直接的关系,正确的切割路径应从靠近夹具的位置向远离夹具的方向运动,最终再转向夹具方向。图3是铰链零件在某一姿态下的多次切割加工路径。第1次切割时,自铰链装夹位置开始,向远离装夹位置的方向运动,沿逆时针方向进刀切割;第2次切割时,进刀方向与第1次切割时相反。
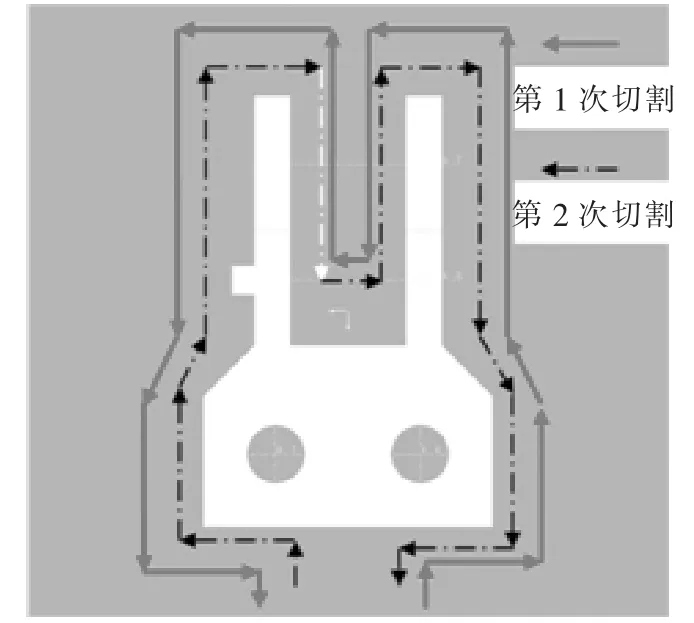
图3 铰链多次切割与切割路径规划
1.3 变厚度切割优化
在铰链类零件各姿态的切割过程中,存在沿切割路径的工件厚度发生变化的情况,即变厚度切割。当工件厚度沿切割路径由厚变薄时,单位长度电极丝上的热密度会增加,易产生放电集中,导致断丝;当工件厚度沿切割路径由薄变厚时,若依然采用较小的放电能量,则进给速度会变慢,导致加工效率降低[5]。由此可见,在变厚度切割工况下,能否及时根据切割工件厚度调整脉冲放电能量,是提高加工效率的关键。
针对铰链类零件的特点,在实际加工中,采用离线提取工件厚度,根据工艺数据库确定放电参数的方式,进行变厚度切割优化。如图4所示,将用于实际加工的数控代码按一定的步距离散为一系列
的电极丝路径点,对零件三维模型上的高度信息及孔、台阶等特征进行辨识,获取每个路径点上的工件厚度值。结合单向走丝电火花线切割工艺数据库,通过切割厚度选择出不同的加工参数,对各相邻离散路径点之间的脉冲宽度、峰值电流、进给速度、放电频率进行调整,实现变厚度工况下的优化切割。

图4 铰链变厚度切割
2 加工实验
太阳电池翼展开锁定机构母铰链加工实验在ROBOFIL 440CCS型单向走丝电火花线切割机床上进行,采用表面包覆CuZn50、直径0.25 mm的黄铜电极丝进行加工。加工过程中采用3次切割的工艺方法,每次切割中的电极丝中心轨迹补偿量对产品加工精度有着至关重要的影响[6]。第i次切割的电极丝中心轨迹补偿量fi可表示为:

式中:δi为该次切割所用加工参数的放电间隙;d为电极丝直径;εi为该次切割的去除量。
在母铰链的加工中,d=0.25 mm,δ1=0.061,δ2= 0.011,δ3=0.011,ε1=0.087,ε2=0.05,ε3=0,f1=0.273,f2= 0.186,f3=0.136(图5)。完成线切割工序后的母铰链见图6,加工用时约6 h。加工样件经三坐标测量机检验,符合设计要求。

图5 铰链3次切割过程中的电极丝中心轨迹补偿量

图6 完成线切割工序后的太阳电池翼展开锁定机构母铰链
3 结语
单向走丝电火花线切割工艺是加工航天铰链类零件的理想方法,如何进行多姿态精准快速装夹、防止切割变形、提高加工效率是确保铰链型号产品生产的关键。本文结合柔性装夹、多次切割路径规划及变厚度切割优化等一系列工艺方法,提出了适合航天铰链类零件批产的工艺方案。通过加工实验,全面证实了该工艺方案的可行性与有效性,为后续具有类似结构特征的型号产品生产提供了坚实的工艺基础与实际生产经验。
[1] 王治易,董毅,陈建祥,等.空间实验室低轨高压长寿命半刚性太阳电池翼技术研究 [J].上海航天,2011(6):23-28.
[2] 张武,瞿玉棣.太阳电池阵多次展开锁定机构研究[J].机械设计,2006(5):9-11.
[3] 刘晋春,白基成,郭永丰.特种加工[M].5版.北京:机械工业出版社,2008.
[4] 李建军,刘志东,程国柱.硬质合金加工中的电火花多次切割工艺研究[J].电加工与模具,2009(2):56-57.
[5] Dou Shangcheng,Xi Xuecheng,Zhao Wansheng.Workpiece height estimation in wire electrical discharge machining by using support vector regression[J].Proceedings of the Institution of Mechanical Engineers,Part B:Journal of Engineering Manufacture,2013,227(4):565-577.
[6] 林朝平.模具线切割加工中电极丝偏移补偿量的确定[J].电加工与模具,2006(S1):67-69.
Unidirectional Travelling Wire Electrical-discharge Machining of Gemel Components in Aerospace
Liu Xiao,Bai Ying,Wang Hui,Hu Binliang
(Shanghai Aerospace Equipments Manufacturer,Shanghai 200245,China)
Unidirectional travelling wire electrical-discharge machining is an effective approach for processing gemel components which play a key role in the aerospace product.Aiming at the problem such as the improper accuracy of clamping,the part distortion and the low processing efficiency,a processing scheme for gemel compoents,which based on the flexible fixture,multi-cutting processing and variable-thickness cutting processing,is proposed.The validity of this method was proved with an processing experiment.
unidirectionaltravelling wire electrical-discharge machining;aerospace gemel components;multi-cutting processing;variable-thickness cutting
TG661
A
1009-279X(2014)03-0035-03
2014-01-16
刘晓,男,1983年生,工程师。
