电视机限位块级进模结构设计
2014-02-23张雯娟杨达贵
张雯娟,杨达贵
(1.三明学院 机电工程学院,福建 三明365004;2.三明机械CAD工程研究中心,福建 三明365000)
电视机限位块级进模结构设计
张雯娟1,2,杨达贵1
(1.三明学院 机电工程学院,福建 三明365004;2.三明机械CAD工程研究中心,福建 三明365000)
设计了电视机限位块多工位级进模,依据限位块零件尺寸,研究分析零件冲压成型工艺,确定限位块展开尺寸,从而确定下料尺寸。根据零件特点,确定条料排样设计为八工位进模。确保级进模能够顺利加工出限位块,对零件弯曲部分、胀形部分进行分析,并设计凸模长度以及模具的导料的顶出装置,最终设计出电视机限位块八工位级禁魔整体结构。
限位块;级进模;结构设计
在冲压模具种类中,级进模主要加工中小型零件,对工位之间定位精度要求较高。电视机限位块零件,采用冲压成型工艺,设计多工位级进模,保证零件加工过程,并达到所要求的精度等级和尺寸。
1 制件工艺分析
加工电视机限位块零件,如图1所示。
结合制件成形特点,加工出符合使用要求的制件,选用Q235—A钢作为冲压材料,板厚为1.5 mm,公差等级为IT13。
1.1 工件展开长度计算
对于普通模具弯曲,根据弯曲中性长度不变的原则,计算弯曲前坯料尺寸。该制件为非对称件,一边为类双直角弯曲件边,另一边为卷边成型的半圆和单直角弯曲件。类双直角弯曲件展开后基本尺寸如图2所示。
弯曲件展开后基本尺寸L1的计算公式如式(1):

式中t为工件材料厚度1.5 mm,x为中性层的位移系数,查表2-12[1],取X1=0.41。
弯曲件按最大尺寸计算,其中a=7.5,b=57,d=7.5,R=1.5,π=3.14,代入式(1)中,计算得:L=78.64mm。
卷边成型的半圆和单直角弯曲件,展开后基本尺寸如图3所示。

图1 制件图
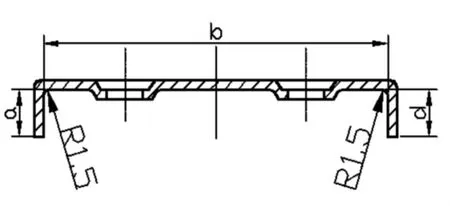
图2 展开尺寸一

图3 展开尺寸二
其弯曲件展开长度L的计算公式为:

式中t为工件材料厚度1.5 mm,x为中性层的位移系数,查表2-14[1]由于r/t=1,故X2=0.7。
弯曲件按最大尺寸计算,其中a=7.5,b=60,R=1.5,π=3.14,δ=90°,λ=180°代入式(2)中,计算得:L2= 78.83 mm。
由计算可知L1和L2几乎尺寸相等,且零件的精度等级为IT13,半圆无明显精度要求,精度等级取为IT14,弯曲件展开后的尺寸L=78.64 mm满足加工需求。
1.2 排样设计
根据加工零件特点,需要两边90°的单角弯曲,和一处巻边成形半圆,排样图应留有一定的搭边。查表3-10[2]得:工件间尺寸a=1.5 mm;工件侧尺寸a1=1.8 mm。制件的排样设计如图4。
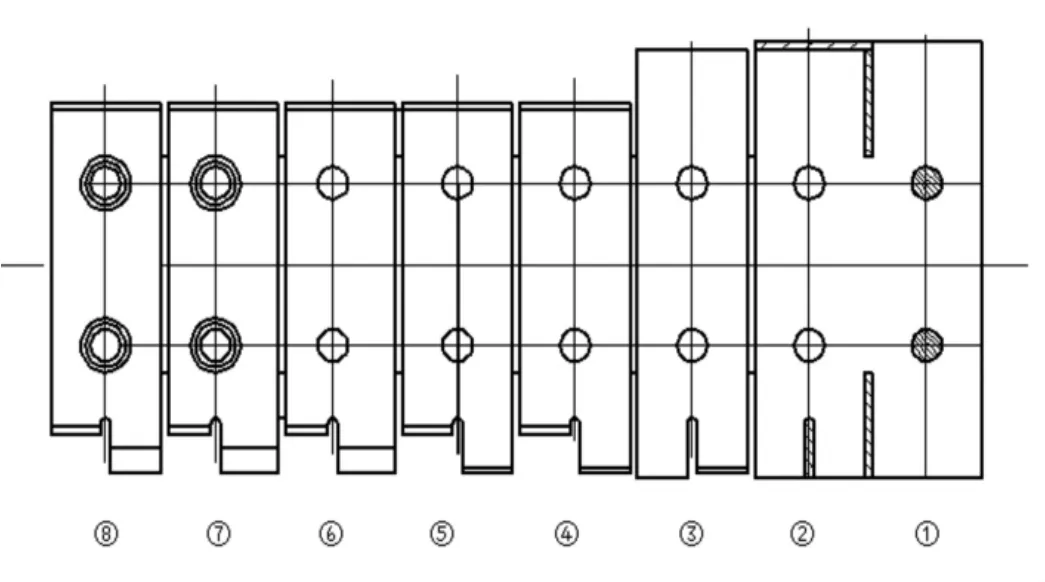
图4 排样设计
2 模具主体结构设计及装配图设计
2.1 弯曲模工作部分的尺寸
零件弯曲部分为“U”形不对称形件,在弯曲过程中,会产生一定滑移,孔至边的距离、弯曲角度等难以保证。采用适当增大压料力和用导正销定位的方法,阻止工件滑移。弯曲模结构设计为倒装复合模结构,即凹模装在上模,凸模在下,当上模向下运行压住坯料时,活动凸模继续下行,使坯料弯曲,具体结构如图5所示。
2.2 预弯
卷圆成形工序中,最初克服材料的屈服极限,需要较大的力,成形加工较难进行,在完成卷圆工序之前,由于卷圆刚开始前端不易变形,所以卷圆成形前都会有一个预弯工序。卷圆成形件所需要的结构要求预弯成形可能是一处,也可能是两处。根据本制件卷圆成形的圆弧的结构特点只需一处预弯成形,其预弯动作采用竖直方向冲压,预弯角度75°,如图6所示。预弯的加工工作部分就为圆弧半径为3 mm的矩形。

图5 弯曲结构图
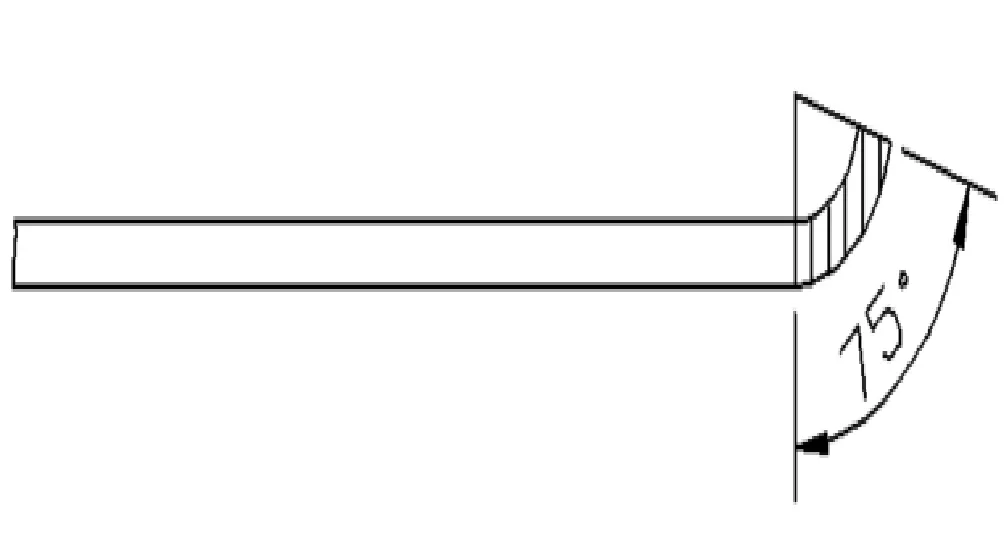
图6 预弯图
2.3 卷边成形半圆
对于铰链卷圆成形零件,其卷圆成形工艺按卷圆过程中是否采用芯棒,可分为有芯棒卷圆和无芯棒卷圆两种。有芯棒卷圆适用于r/t≥4或对卷圆有较严格要求的场合,其卷圆质量好,但操作麻烦;按卷圆过程中卷圆凹模动作的方向不同可分为竖推卷圆成形和横推卷圆成形[3]。
该零件卷圆尺寸为R=3mm,无精度等级要求,因此公差选用IT14级,采用无芯棒卷圆的方法。考虑到零件送料顺利、制件的平整性和后续工位的加工,采用横推卷圆成形的方法。应用斜楔和成形滑块组合,选用斜楔的角度为45°滑块的水平行程s和斜楔随上模下行接触的行程s1均取为10 mm,斜楔滑块的尺寸和结构如图7所示。
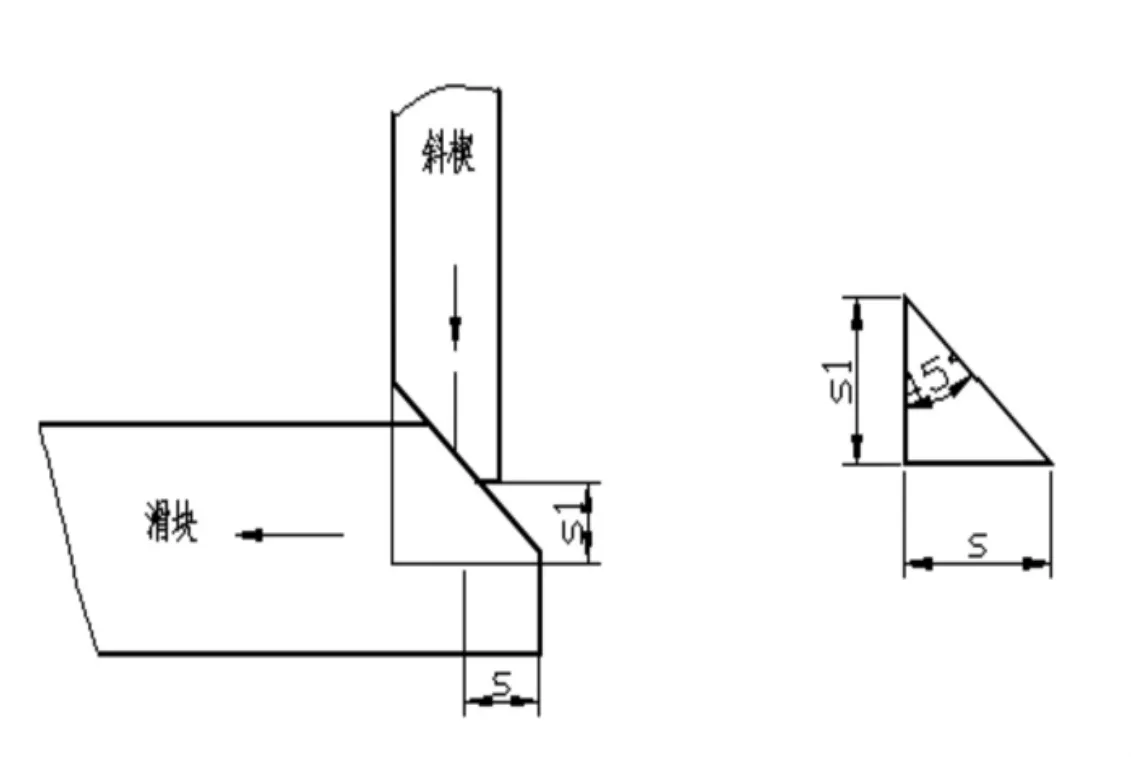
图7斜楔滑块
2.4 胀形加工
压凸包成形:条料在平板毛坯上的局部压凸包。压包方向与冲裁方向相同,模具中采用正向压凸包结构,即凸模在凹模固定板上,凹模在下,通过浮顶送料的托料杆将条料顶起,从而保证更有效地脱模,不让压凸包整形成形后的零件粘在压凸包整形凹模上[4]。模具的结构尺寸如图8所示。
2.5 凸模长度确定
确定凸模工作部分的长度时,应充分考虑模具整体设计方案,一般长度要选择合理,太长凸模工作时会变形、不稳定,无法保证制件的冲压质量,容易发生事故导致凸模损坏、折断。
制件有冲裁凸模和弯曲成形的凸模,还有一定数量的导正销和斜楔,其工作时间不同,凸模长度不能设计成同一个长度。一般凸模的长度尽量取整数,结合模具的使用寿命预留足够的刃磨长度,若刃磨多次,凸模的长度太短则无法使用。
凸模的长度计算公式为:

式中L为凸模的长度 (mm);H1为凸模固定板厚 (mm),H1=22 mm;H2为凸模进入凹模的深度;(对于冲裁凸模取5 mm,对于压弯凸模根据零件弯曲高度取 11.5 mm);H3为卸料板的厚度(mm),取H3=20 mm;t为工件材料厚度(mm),t=1.5 mm;Y为凸模固定板和卸料板之间的长度,通常选在15~20 mm之间,此处确定15 mm;
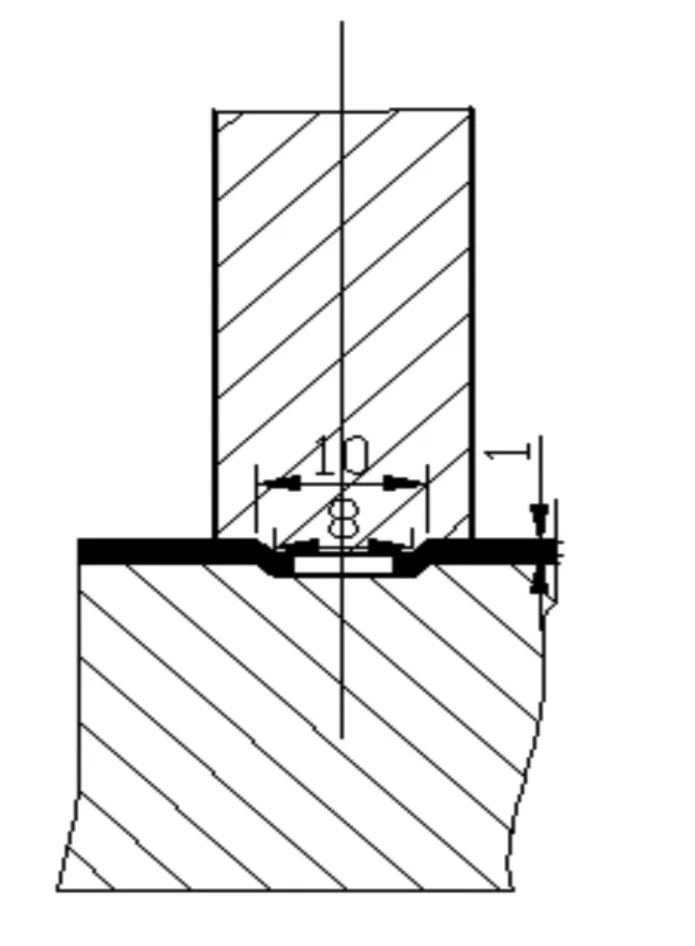
图8胀形
以最短的预弯凸模为基准,其他凸模根据各自的实际需求长度适当增加的调整。
将各数据代入式中得:
预弯凸长度:L=22+15+20=57 mm;
冲裁凸模长度:L=22+15+20+1.5+5=63.5 mm;
侧刃的长度:L=22+15+20+1.5+7=65.5 mm;
压凸凸模长度:L=22+15+20+1=58 mm;
弯曲凸模长度:L=22+15+20+1.5+11.5=70 mm。
2.6 模具导料及顶出装置
多工位级进模中,不仅有冲孔、冲槽、预弯、弯曲、卷圆成形、压凸、分离等多个工序,该级进模具有较多工位,在模具送料过程中使用导料装置和侧压装置,以此保证坯料不会偏离其送料进给方向,使冲压能准确无误的顺利进行。结合冲压加工的具体情况使用导料板导向。由于电视机限位块零件有预弯成形,为保证送料顺利进行,须使用浮顶杆。浮顶杆利用弹簧的弹性势能转换,随着冲模凸模下行向下运动时条料紧贴凹模,完成冲裁变形工序;当凸模上行时,弹簧将浮顶杆和条料顶起送料。浮顶杆一般为阶梯状也有导料的功能,如图9所示。
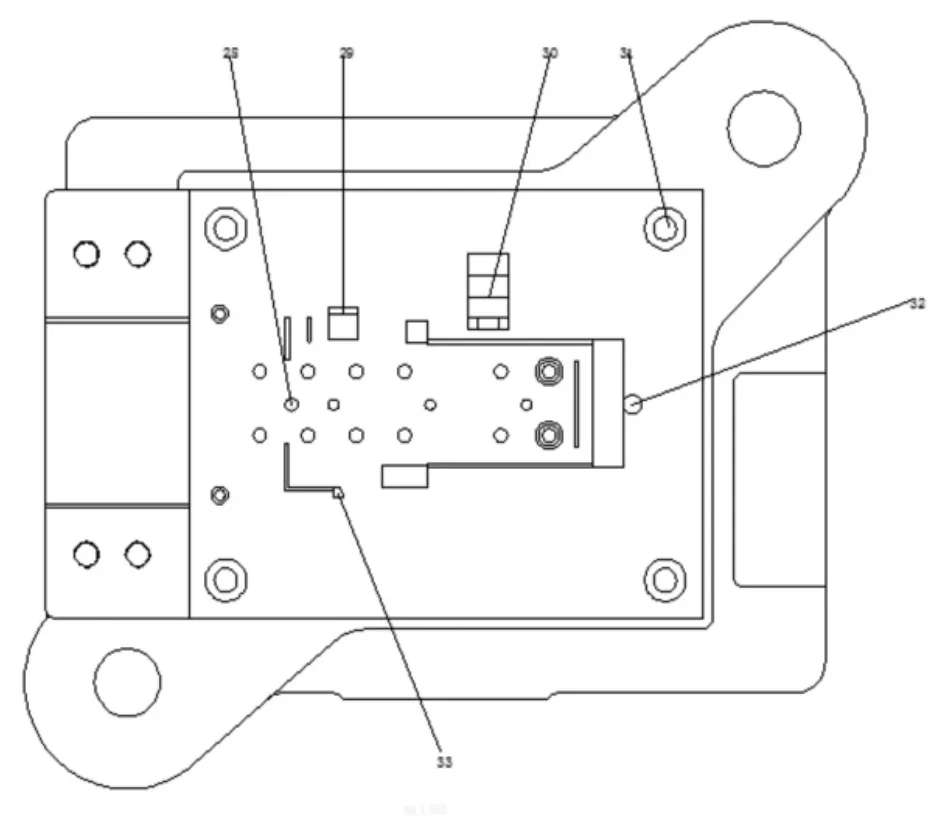
图9 下模俯视图
2.7 模具装配图
依据前述模具各个主要零部件设计,绘制出模具装配图,如图10所示。
开模时,上模部分随着模柄向上运动,弹性卸料组件中橡胶向下弹压卸料背板,卸料板将卡在凸模上的条料卸下。闭模时,上模部分向下运动,导正销进入导正孔起到精确定位的作用,上模部分继续下压,卸料板压住坯料,上模部分继续下压,橡胶压缩,并逐步冲制出电视机限位块零件。
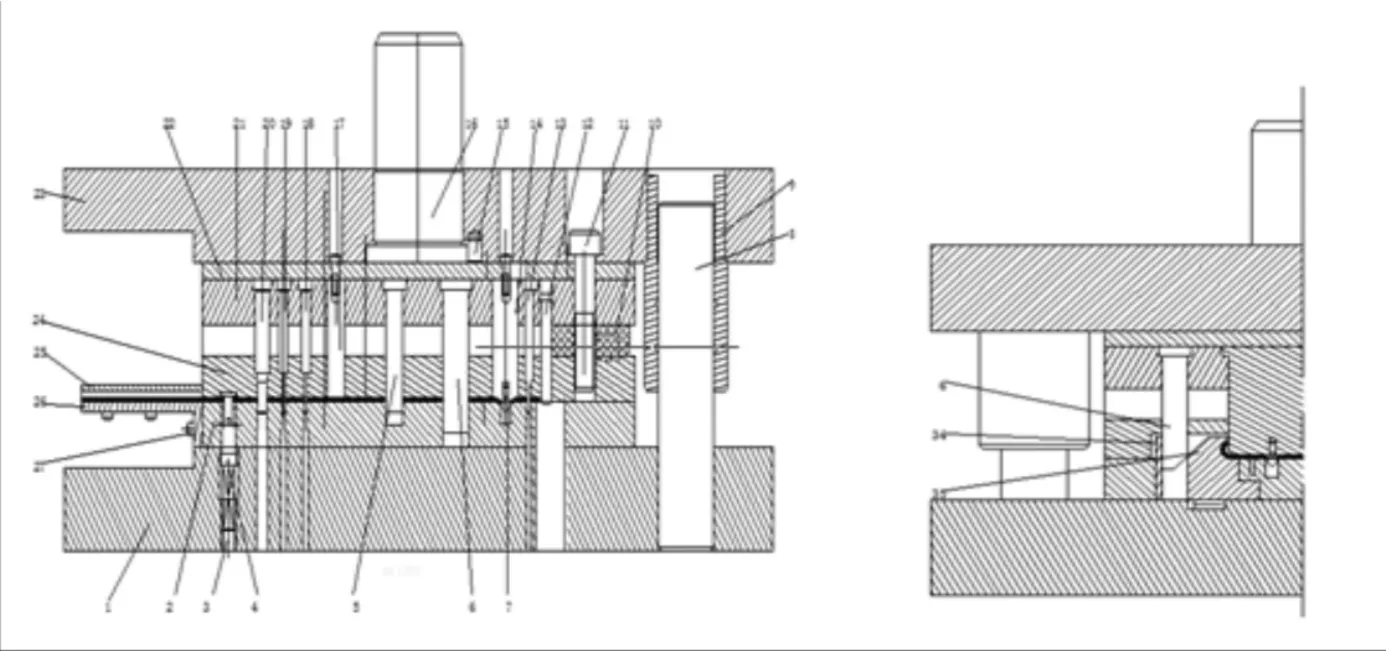
图10 模具总装配图
3 讨论
电视机限位块零件由于卷圆和弯曲方向不同,在设计级进模时要分别考虑各个方向成型以及弯曲合理性,故设计出符合该零件的各个预弯及卷边的工序,布置在不同工位。在级进模工位中,保证条料送进步距精确度,模具设置侧刃和导正销。该模具设计以期能够冲压出合格的电视机限位块零件。
[1]钟翔山.冲压模设计实例精选[M].北京:化学工业出版社,2012.
[2]丁松聚.冷冲模设计[M].北京:机械工业出版社,2001.
[3]陈为国.铰链卷圆成形工艺及模具设计[J].模具工业,1998(7):16-18.
[4]吴兴华.端盖板高速连续级进模设计[J].电加工与模具,2006(5):45-46.
[5]翁其金.冷冲压技术[M].北京:机械工业出版社,2011.
[6]成虹.冲压工艺与模具设计[M].北京:高等教育出版社,2006.
[7]江淮健,林玉琼,许华昌.冷冲压模具设计[M].广州:华南理工大学出版社,2005.
(责任编辑:朱联九)
The Design of TV Limit Block Multi-position Progressive Mold
ZHANG Wen-juan1,2,YANG Da-gui1
(1.School of Mechanical and Electronic Engineering,Sanming University,Sanming 365004,China; 2.Sanming Engineering Research Center of Mechanical CAD,Sanming 365000,China)
The TV limit block of multi-position progressive mold was designed in this paper.On the basis of the limit block size of parts,the part stamping process was researched and the limit block development size was determined so as to determine the material size.According to the components characteristics,it was determined that the strip layout design was the eight position progressive mold.To ensure the progressive mold can be smoothly processed the limit block,the part of bending and the bulging part were analyzed,and the punch length and the ejection device of the mold material guiding were designed,then the overall structure of TV set limit block eight position progressive mold was finally designed.
limit block;progressive mold;mold structure design
TG382
A
1673-4343(2014)04-0065-05
10.14098/j.cn35-1288/z.2014.04.012
2014-05-16
福建省教育厅科技项目(JA12298);高等教育教学改革项目(J1404);福建省机械工程重点学科建设项目
张雯娟,女,甘肃兰州人,讲师。研究方向:模具CAD/CAE/CAM,板料模拟仿真研究。