内高压成形微型车驱动桥壳工艺分析
2014-02-20聂采顺李永放邓祥静蒋禄全陈喜东张锵
聂采顺,李永放,邓祥静,蒋禄全,陈喜东,张锵
(中国长安汽车集团股份有限公司,四川 雅安 625000)
内高压成形微型车驱动桥壳工艺分析
聂采顺,李永放,邓祥静,蒋禄全,陈喜东,张锵
(中国长安汽车集团股份有限公司,四川 雅安 625000)
为了达到节材、节能和提高产品质量的目的,研究成功了利用低合金高强度结构无缝钢管作为毛坯,采用内高压成形技术生产微型汽车驱动桥壳的新工艺,为该工艺的产业化打下基础。
驱动桥壳;内高压成形;加载路径;补料量
CLC NO.:U463.8Document Code:AArticle ID:1671-7988(2014)11-60-03
前言
目前,内高压成形技术在欧洲、北美、日本、韩国等国家和地区的汽车行业中得到了广泛的应用;汽车桥壳是汽车的主要承载构件之一,要求具有足够的强度和刚度。该类制件几何尺寸大,两端和中部截面相差大,中间部分(桥包)形状复杂,横截面上有较小的过渡圆角。目前,汽车桥壳主要用铸造方法、冲压焊接方法制造,铸造件强度、刚度较大,壁厚分布好,但质量大、费材耗能、生产有污染,而且工艺不易控制;冲压焊接件质量轻,壁厚单一,强度刚度低,使用中存在漏焊、漏油、断裂等现象。管材液压胀形工艺由于具有简化制造工艺、减轻制件质量、提高制件强度刚度等优点,已经广泛用于航空、航天和汽车等领域。
1、桥壳不同制造工艺的比较分析
从桥壳制造的工艺不同,也具有不同的优缺点,以及应用范围:

表1 优缺点
2、桥壳内高压成形工艺方案设计
2.1 确认模型
2.2 确认材料
桥壳受力情况复杂,宜采用低合金高强度结构钢管
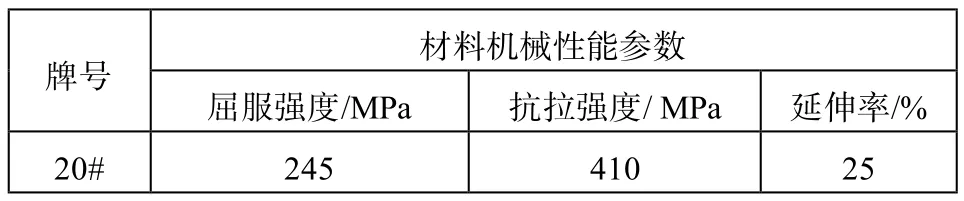
表2 材料
2.3 主要工艺参数分析
从下图中可以看出,桥壳左右、上下基本呈对称结构,后面因有凸包而使前后呈不对称结构,图中A值约为ΦD值的3~4倍,H值也接近或超过ΦD值。从等效直径来看,中间凸包的等效直径也为端部直径的3~4倍。
基于所选材料的机械性能,仅通过内高压成形中间的凸包是非常困难的,因为通常情况下材料的拉伸率超过了200 %(假设材料是均匀变形),这远远超出了材料可承受的极限。因此,在实际加工过程中,可考虑采用较大直径的管子,先将管子两端缩管,满足端部管子直径的要求,然后内高压成形中间凸包部分。
2.4 设计工序方案,确定工序流程
整体内高压成形
结合零件的结构及形状,确定的工序方案如下:
2.5 与焊接桥比较
桥壳的整体刚性和强度会更好,减少了大量焊接工作量,内部应力小,工件的抗疲劳强度大大增强;缺点是成形相对困难,模具及产品成本较高。
3、桥壳内高压成形工艺参数分析
3.1 建立有限元分析模型
3.2 制定方案,寻找并优化内压加载路径,确立合理的补料量
3.3 在步骤2的基础上,对加载路径进行多目标优化
①成型评估
典型界面成形过程
②预成形分析结果(部分)
③最后成形分析结果(部分)
4、分析结论
1、必须设计合理的成形过程。成形次数过多,导致模具成本过高,生产效率降低;反之,则不易成形。
2、中间成形形状应合理选择并进行优化,否则,不易成形。
3、内压加载路径和补料量设计合理,二者之间的匹配关系恰当。否则,容易出现起皱、屈曲、开裂等成形缺陷,导致成形失败。
[1] 赵中里、韩静涛,汽车轻量化中的管材内高压成形技术,北京科技大学材料科学与工程学院塑性加工新技术新工艺研究室,现代制造工程,2005(8).
[2] 苑世剑,内高压成形技术现状与发展趋势,金属成形工艺,2003(03).
[3] 韩英淳、于多年、马若丁,汽车轻量化中的管材液压成形技术,汽车工艺与材料,2003(08).
[4] 王强,内高压成形工艺与设备的新进展,锻压装备与制造技术,2003(01).
[5] 渊泽定克,日本内高压成形技术进展,塑性工程学报,2007,14(5).
[6] 袁安营、张士宏、王忠堂,基于有限元模拟的管材内高压成形模具设计与优化,航天制造技术,2006(5).
[7] 徐明达、代宇春、赵立伟、XU Mingda、DAI Yuchu、ZHAO Liwei,管材内高压成形技术的研究进展,锻压装备与制造技术,2009,44(3)10.
[8] 苑世剑,现代液压成形技术,国防工业出版社,2009-04.
[9] 苑世剑,轻量化成形技术,国防工业出版社,2010-09.
[10] 郎利辉、Joachim Danckert,Karl Brian Nielsen 等,管件内高压成形及其在汽车工艺中的应用现状,中国机械工程,2004,15(3):268-271.
Hydroforming mini cars drive axle housing process analysis
Nie Caishun, Li Yongfang, Deng Xiangjing, Jiang Luquan, Chen Xidong, Zhang Qiang
(China Changan Automobile Group Co., Ltd., Sichuan Ya'an 625000)
For saving material, energy, and proving product quality, we success to research that use low content alloy high strength structure seamless steel tube for blank, and use inner-high pressure forming technology to produce mini-automobile drive axle housing with this new technics, base for its industrialization.
Drive axle housing;Inner-high pressure forming;Loading path;Feed supplement amount
U463.8
A
1671-7988(2014)11-60-03
聂采顺,工程师,就职于中国长安汽车集团股份有限公司四川建安车桥分公司技术中心,从事轻、微型汽车底盘零部件设计开发。