利用CIMCO EDIT制作螺纹铣宏模块
2014-02-19马刚锋
马刚锋
摘 要:螺纹铣削在全球机械加工行业得到广泛应用。在编制螺纹铣削程序时,手动编写比较麻烦且容易出错。利用软件生成程序,其程序一般比较长,可读性差,若不合适不易改动,需要重新生成。对此,我们利用CIMCO EDIT软件里的“Marco Setup”宏设置功能,使编制螺纹铣削程序实现“模块化”,能够快速、准确的编制出螺纹铣削程序,同时便于程序调整,大大降低编程人员的劳动强度,减少编程时间,提高程序准确性。
关键词:螺纹铣削;CIMCO Edit;宏设置;模块化;
中图分类号:TP31 文献标识码:A
在螺纹的加工中,有螺纹铣刀铣削和丝锥攻螺纹两种加工方法,两者相比,螺纹铣削具有加工成本低、螺纹精度高、牙型更漂亮、寿命长、刀具不易折断等优点。因此,在全球机械加工行业已得到广泛应用。目前,螺纹铣削程序的编制方法主要有两种:1手工编写;2软件生成。对于手工编写程序,螺纹比较浅的话,程序编制还好,如果螺纹较深,用多齿螺纹铣刀加工时,就需要更好的刀轨及合理的接刀,那么,程序编写就会非常麻烦且容易出错。第二种,CAM软件生成,其程序一般比较长,可读性差,若不合适不易改动,需要重新生成。为了更准确、快捷的编制出螺纹铣削程序,我们利用CIMCO软件里的“Marco Setup”宏设置功能,以螺纹铣削通用程序为基础编写FANUC系统的铣螺纹宏程序,使螺纹铣削编程实现“模块化”,解决了上述难题。
一、CIMCO Edit简要介绍及其宏设置功能的说明
CIMCO Edit 是CIMCO软件公司专为数控编程而设计的专业软件,在欧美发达国家已成为编程人员名副其实的好帮手。在中国,广泛应用于机械加工行业、高校及职业学校的教学。
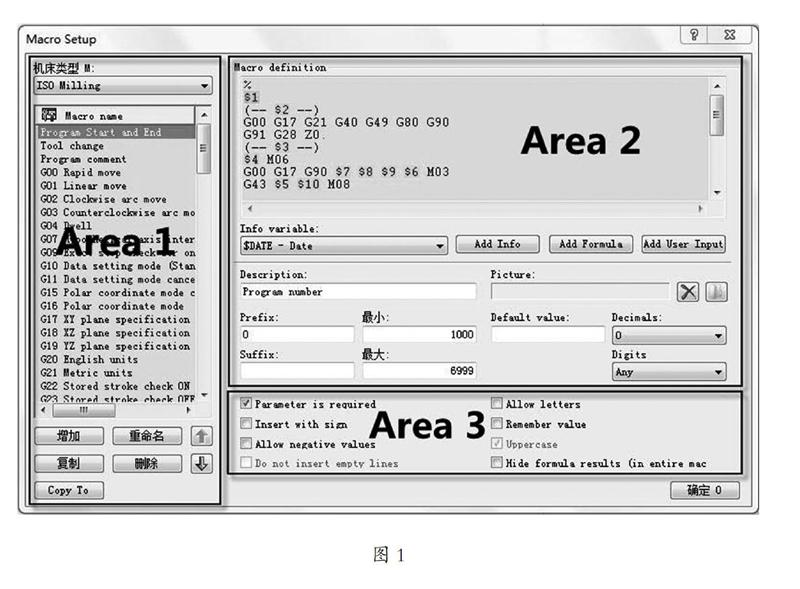
CIMCO Edit V6软件为用户提供的“Macro Setup”宏设置功能。用户也可以根据需要,使用 “Macro Setup”创建自己的宏。宏设置功能对话框公分三个功能区(如图1所示)。
在CIMCO Edit安装文件的帮助文件中,有对图一中三个功能区的各个按键、选项的意义及作用的详细说明。具体步骤如下:
打开CIMCO安装文件 ——Help(文件夹) —— edit us(文件)——NC Functions——Macro Setup。
二、宏制作
1 螺纹铣削通用程序
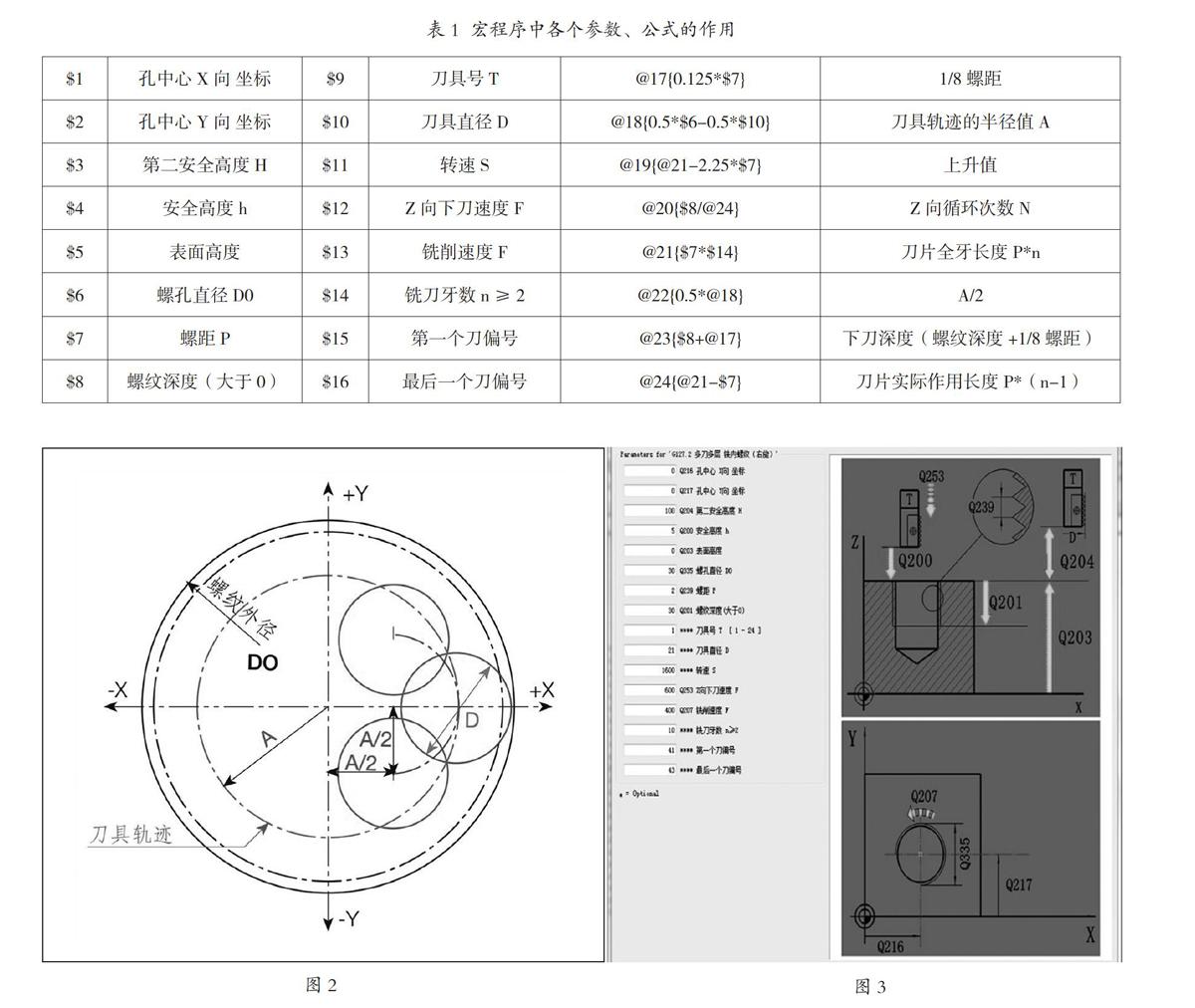
铣削右旋内螺纹采用顺铣,自下而上铣削,以刀具中心为编程基准,毋须刀具半径补偿(除为补偿刀片磨损外),见图2。
通用程序:
G90 G00 G54 G43 H1 X0 Y0 Z10 S...
G00 Z-(螺纹深度+1/8 螺距)
G01 G91 G41 D1 X(A/2) Y-(A/2) Z0 F...
G03 X(A/2) Y(A/2) R(A/2) Z(1/8 螺距)
G03 X0 Y0 I-(A) J0 Z(螺距)
G03 X-(A/2) Y(A/2) R(A/2) Z(1/8 螺距)
G01 G40 X-(A/2) Y-(A/2) Z0
G90 X0 Y0 Z0
其中:
A=刀具轨迹的半径值
Do=螺纹外径
D=刀具直径
2 宏制作过程
(1)打开宏设置窗口
打开CIMCO软件--点击[数控功能N]--点击[宏设置]后,出现图1所示的界面。
(2)创建宏
在窗口Area 1中, [机床类型M]下拉菜单选择[ISO Milling]。点击 [增加],出现图框[Add macro],输入宏程序名(如“ G127 铣内螺纹(右旋)”),点击 [确定], 此名称将在Area 1 [Macro name]中蓝色高亮显示。此时,窗口Area 2中[Macro definition]为空白显示,等待编辑。
(3)输入宏
在窗口Area 2[Macro definition]空白区域,输入宏程序内容(宏程序中各个参数、公式的作用见表1)。用[Add User Input]输入参数$1-$16,用[Add Formula]输入公式@17-@24,并用[Decimals]限定参数、公式结果的精度。利用窗口Area 3中的各项功能对各个参数、公式及整个宏程序进行相应的设置。
以表1中参数 $9(代表刀具号)为例:
Area 2部分:
在参数描述[Description]处输入“刀具号 T”;
刀具号为整数,在小数[Decimals]下拉菜单中选择“0”;假设机床刀库数为24,则在[最小值] 处输入“1”,在[最大值] 处输入“24”。
Area 3部分:
刀具为必要参数,[Parameter is required]必须勾选,其它选项不用选择。根据个人习惯也可选择[Remember value]记住值,以方便下次使用。
将下面宏程序输入Area 2[Macro definition]空白区域:
P*n:@21{$7*$14}----(辅助数据,程序输出后可删除)
P*(n-1):@24{@21-$7}----(辅助数据,程序输出后可删除)
(LWXD-D$10)----刀具注释
T$9 M6
G00 G90 G54 G40 X$1 Y$2
G43 Z$3 H$9
S$11 M03
M08
G40 X$1 Y$2
N110 #3=$15 ----(刀具半径补偿循环)第一个刀具半径补偿值在刀具表中的位置(1-44)
N120 #4=$16 ----(刀具半径补偿循环)最后一个刀具半径补偿值在刀具表中的位置(1-44)
WHILE[#3LE#4]DO2
G00 G90 Z$4
G01 G90 Z$5 F$12
G01 G91 Z-@23{$8+@17} F$12
N11 #1=1
N12 #2=FUP[@20{$8/@24}]----Z向循环次数自动向上取整
WHILE[#1LE#2]DO1
G01 G91 Z@19{@21-2.25*$7} F$12 ----Z向直线进给到下一刀铣削起始位置
N13 #1=#1+1
END 1
G01 G90 Z$4 F$12
N130 #3=#3+1
END 2
G00 G90 Z$3
(4)添加图片
程序输入完毕,参数、公式设置结束。用窗口Area 2中[Picture]功能添加圖片(注:一般将图片存放在CIMCO安装文件中—文件夹[Types]-- 文件夹[Gfx]中),之后点击[确定]完成宏制作。
(5)实例验证
编制宏程序实例:
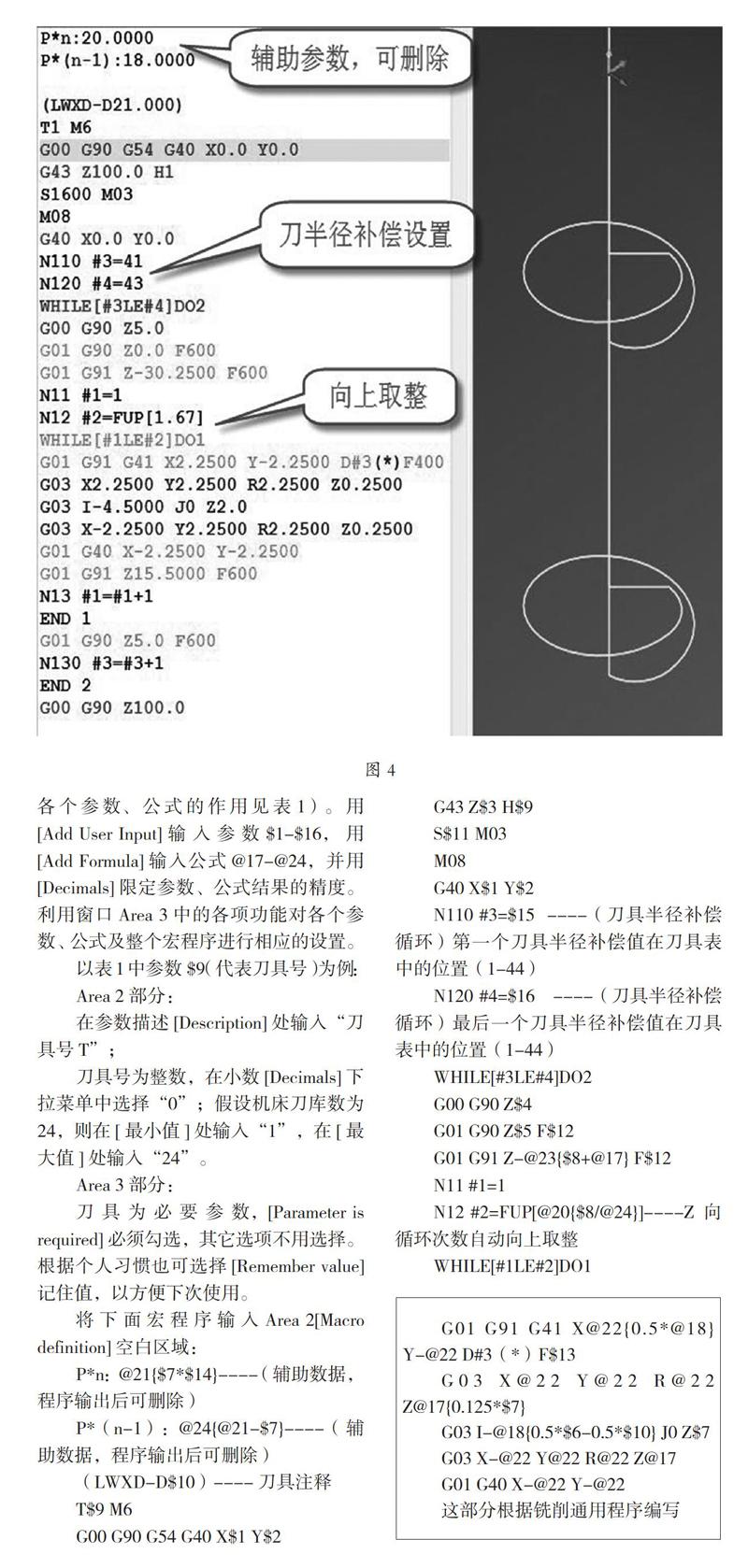
螺纹孔M30×2,孔深30,孔中心X0 Y0,表面高度0,(伊斯卡)螺纹铣刀:装刀片后直径D21;刀片螺距2,有10个完整牙型;刀具参数:转速1600 铣削速度400。
点击“编辑器”— 在“File Type”中选择“ISO Milling”—在屏幕左下方“循环/宏”中找到“G127 铣内螺纹(右旋)”并双击,屏幕中将弹出“宏模块”窗口(如图3,白色填空区域为空,等待填入相应数据)。
对照“宏模块”窗口左边图示,填入相应数据(如图3),点击“确定”,“宏模块”窗口消失并输出程序,点击仿真(如图4)。
结语
利用螺纹铣模块能够快速、准确的编制出螺纹铣削程序,大大降低编程人员的劳动强度,减少编程时间,提高程序准确性。就可操作性而言,这种“看图填空”式的编程,简单易学,稍有编程基础的工作人员都可以很快上手。以后可以根据需要和个人兴趣制作更多的“模块”,方便今后编程时使用。
参考文献
[1] 伊斯卡旋转刀具样本[Z].
[2] 陈海舟.数控铣削加工宏程序及应用实例[M]. 北京:机械工业出版社,2007.
