空冷200MW汽轮发电机定子线棒制造技术的研究
2014-02-10赵丽菲
赵丽菲
摘 要:空冷200MW汽轮发电机是我公司与日本东芝公司合作项目,不过定子线棒作为该项生产活动的中心技术,并不转让。所以只可以从日方公司中购得,此时就使得该生产活动的总体费用变多了。我方单位经由对技术和机械等的发展完善,对生产工艺开展了很多的革新,进而使得线棒可以实现国产,最终显著的提升了我们国家该项生产能力。
关键词:空冷汽轮发电机;定子线棒;绝缘制造技术
前言
为提升单位的总体竞争水平,我方单位将线棒国产当成是发展的关键内容,在内容明确之后,不断的开展准备活动,而且从装置以及设备和工艺等等的层次中进行了显著的革新,确保了线棒可以实现国产。
1 简述线棒的构造特征
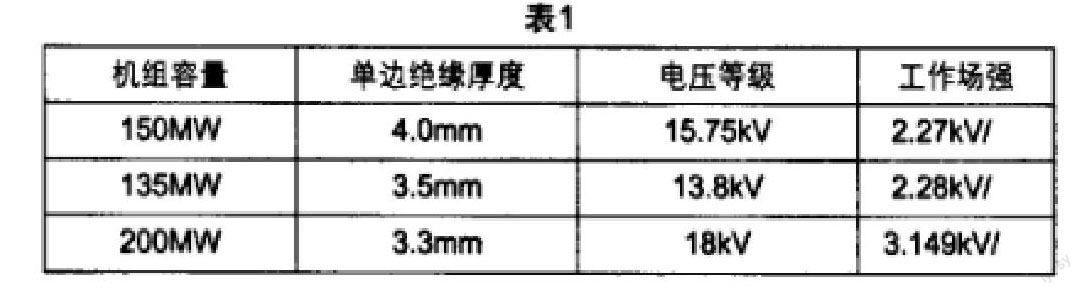
空冷200MW汽轮发电机定子线棒的电压级别非常高,而且气绝缘并不厚,在外国的很多国家都是使用少胶高电压云母带VPI进行生产,而我国使用的是多胶模的生产工艺,很显然其将会为我们带来一个非常大的难题,详细的数据如下所示。
因为其截面的高度宽度比例非常大,而且很长,因此在冷却以及吊装的时候非常的易于导致变形或是损失问题。手工制造设备的精确性非常小,而且手工操作的时候会产生很多的质量问题,所以导致压模的品质受到影响。
2 定子线棒直线胶化工艺技术研究
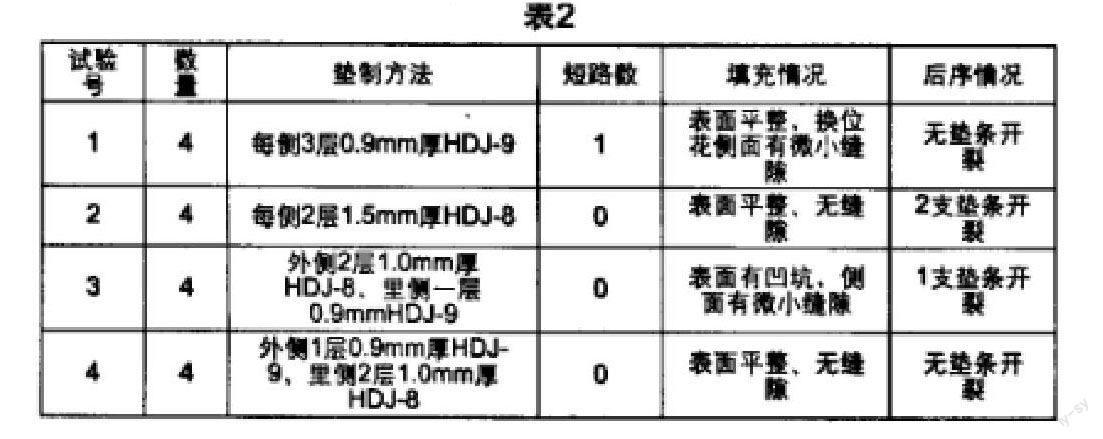
为了避免压制之后导线的一侧发生缝隙,干扰品质,就要确保其有较高的强度,防止缝隙现象发生,干扰到产品的品质。在之前的线棒测试生产活动中开展了很多的测试活动,具体的信息如下所示。
经由如上的测试,确定使用最后一种措施。直线胶化采用电热板外加热方式,经由试验明确具体的参数,确保导线本身的固化品质以及填充的品质,而且大大的提升了表层的平整性。而且在胶化的时候要做托架,其目的是为了避免变形问题出现。
3 导线予弯、成型工艺研究
为了避免压制之后的侧面存在缝隙,干扰到压制之后的品质,换句话讲就是说要确保填充饱满,同时还应该有较高的强度,防止后续出现缝隙现象,干扰到产品的品质,同时还应该避免压缩总数太大,因为太大的话会使得空芯线受到影响,进而干扰流量。所以在之前的测试中用了很多种尺寸的垫条以及垫块,最终确定了用多胶云母板等材料进行合理垫制、的方法,压制后填充饱满、空气流量完全符合设计要求。
因为线规很少,同时线匝较多,所以在成型的时候会发生串线现象,在经由多次的测试之后明确在上面的排间间隔插入红钢纸,这样就不存在串线现象了,在弯制引线转角时采用了月牙塊形上压结构,弯制的时候持续的拧紧,避免了由于引线位置由不去丝向去丝过渡高度方向变化而引起瓢线现象。
4 明确铲头以及封焊活动
参照空冷135MW汽轮发电机定子线棒铲头工具结构及焊接工艺,确定了空冷200MW汽轮发电机定子线棒的铲头工具结构,铲头设备能够对它的长度等进行定位,可以确保空间形态较好。封焊采用3片0.4mm厚的银焊片,在焊接之后对其打磨处理,封焊的地方就会变得非常的平顺。
5 关于导线的固化工作
因为设备自身的绝缘不厚,所以为了确保绝缘的厚度,就要保证导线的尺寸合理。在提制设备的时候要使用铁衬板。而且经由测试,将电流确定为1.5~1.6KA,这样就可以确保固化的品质优秀。
6 明确绝缘模压工艺
6.1 绝缘包扎
在包扎的时候使用的时数控包带设备,而且结合线棒不一样的方位明确使用不一样的包扎措施,确保不一样的方位的绝缘数以及厚度等都合理,而且明确了最为合理的包扎张力,确保了包扎的品质。通过对包扎层数进行的试验,最终确定了绝缘包扎层数。
6.2 做好防晕设计
因为线棒的电压很高,所以要确保有较高的下线间隔,这样的话就能够防止棒间发生放电现象。所以,该线棒防晕段为不增厚设计,即防晕尺寸占主绝缘量。经由多次测试,进而明确了防晕设计的措施,将起晕电压控制在40KV以上,合乎设计的规定。
6.3 主绝缘固化工艺
模压的品质会在很大的层次上影响到线棒的品质,该线棒本身的绝缘并不厚,而且刚性不好,因此其对模压机械和工艺等的规定就更为严苛,要积极的对其革新处理才能够保证其合乎产品的性能规定。
6.3.1 完善设备。为了确保线棒的外在尺寸合理,确保加压的次序正确,降低分散性,在新的模压设备里,对于技术的规定更为严苛。 a.能够完成手动,半自动,全自动三种控制方式。b.手动方式:能够完成六路液压油缸的独立进/退控制,四级压力,泵站电机的启动,停止,工件加热启动,停止,温度补偿(四路)启动,停止等各种动作控制。加热电流无级稳定数字调节。c.半自动方式:能完成对加热工件温度补偿控制和压力补偿控制。d.全自动方式:通过编程可按制造工艺及设备状况完成整个工件加热成型过程。e.报警信息:通过触摸屏显示,同时声光报警。f.报警同时停机:接地、超温、加热过电流、电机保护、电源故障等。g.报警指示:补偿加热故障、压差故障。h.可通过外部设置对检测温度进行补偿。i.自动控制的要求:能够显示和打印温度、压力曲线,对工况、操作情况、报警信息等进行控制、显示,并按工艺要求自动实现模压线棒加工全过程的监控。
6.3.2 工装改进:工装工具是保证线棒几何尺寸和空间形状的关键所在,为提高线棒的制造质量,工具结构等方面进行了改进,其中对重要的热压模更是进行了较大改进,最终保证了线棒生产的需要。
6.3.3 工艺技术的研究;由于该线棒较长、刚性差,为防止上卸模时扭伤线棒,改进了吊装工具,实现了使用吊车上卸模的工艺,并对端部活动压板进行定位、为防止铰链位置过于靠后上卸模时磕伤线棒、制作了防磕伤样板等改进。根据压制过程中的温差确定了最佳的升温速度,并根据每批次主绝缘材料的性能参数进行批次首件压制,确定最佳的加压温度,保证了模压线棒的质量。
7 结束语
第一,经由对该项技术的持续探索,在较短的时间中做好了前期测试活动,而且得到了完整的线棒。进而克服了技术难题,使得我国也可以自行生产线棒。第二,经由对生产工艺的分析,大大的提升了我方的模压绝缘能力。第三,在探索的时候,对设备以及工装等的完善,显著的提升了线棒的生产水平。最后,该课题的成功探索使得我方掌握了空冷200MW汽轮发电机制造的核心技术,减少了费用,提升了总体实力。
参考文献
[1]陈世坤,等.电机设计(第2版)[M].北京.机械出版社,2000.
