升船机螺母柱国产批量化生产工艺
2014-02-09五粮液集团宜宾普什模具有限公司四川644000张先辉
五粮液集团宜宾普什模具有限公司 (四川 644000) 张先辉
向家坝升船机厢室安全保障系统采用的是长螺母柱配短螺杆的机构,螺母柱是一根空心细长带内螺纹的柱状结构。其全高范围与混凝土塔柱结合在一起,螺母柱内侧有一根可绕其自身轴线旋转的短螺母柱轴。在升船机正常运行时,螺母柱轴与螺母柱就构成了旋转锁定机构,一旦出现事故,船厢须紧急制动时,在最不利的事故载荷工况下,螺母柱结构能承受9 000t的压力,此时所有的不平衡载荷将通过旋转锁定传递到紧邻升船机塔柱的4组螺母柱结构上,再由螺母柱最终传递到塔柱混凝土边墙的结构上。螺母柱有很多节螺母组成,其高度达120m(见图1),每节螺母又有两个螺母片组成。
综上所述,可见螺母柱片 (见图2)在向家坝升船机安全保障系统中起着至关重要的作用,高品质的螺母柱对向家坝水电站船舶的顺利过坝通航提供了保障。
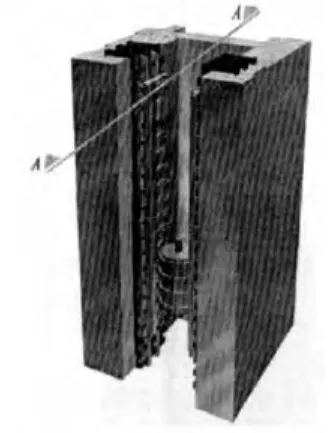
图1 升船机螺母柱结构简图

图2 螺母柱片
向家坝螺母柱片在我公司成功试制,首件样品成功交付,得到客户的充分肯定。但受螺母柱材料特殊、加工难度大、加工精度高、产品外形尺寸大、毛坯余量大 (见图3)等条件限制,使得螺母柱加工周期长,长达18天,成为螺母柱批量化生产的“瓶颈”。
针对生产现状,充分利用公司现有加工设备,挖掘各设备加工能力,优化加工工艺流程,通过分析研究摸索最终开发出了适合螺母柱批量化生产的工艺方案,实现了人、机管理上的效率最大化,使生产效率提高了50%。
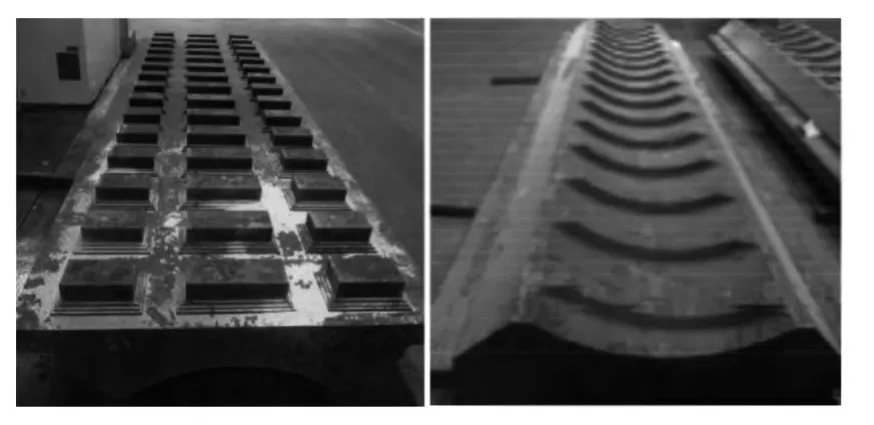
图3 螺母柱毛坯
1.批量化生产工艺方案分析
(1)螺母柱加工精度分析 螺母柱片精度要求较高 (见图4),总长 (4480±0.05)mm,起始螺旋齿中心距离端面 (140±0.05)mm,45°导轨面连接槽 (48.1±0.05)mm,螺旋齿螺距 (300±0.1)mm,齿形角20°±0.05°等尺寸公差,导轨面与螺母柱片对称中心线的夹角45°±0.03°,螺母柱2个端面对于竖直中心线的垂直度,2个45°导轨面的垂直度,齿顶、齿底的圆柱度、同轴度,以及导轨面交线与圆柱的同轴度都有相应要求,以上尺寸形位公差要求高,在加工过程中测量困难,对机床精度要求高。
(2)螺母柱试制前期和批量化生产工艺流程对比分析 针对螺母柱在批量化生产过程中的“瓶颈”问题,生产部门积极协调公司现有加工设备,充分发挥公司有利的资源设备,让精度差机床刚性好的粗加工设备和精度好的精加工设备各尽其职。
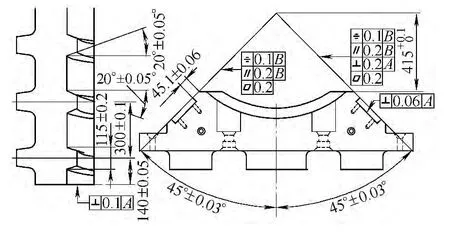
图4
根据粗精加工设备、加工精度要求高低分开的原则,将前期生产工艺路线梳理细化,充分利用各粗精加工设备的特性和有效的生产加工时间安排,以及后期批量化生产工艺的实施优化、切削刀具及参数的优化,最终使生产效率得到了大大提升,从表1、表2不难看出螺母柱批量化生产效率比试制前期提高了50%。

表1 试制前期生产工艺路线
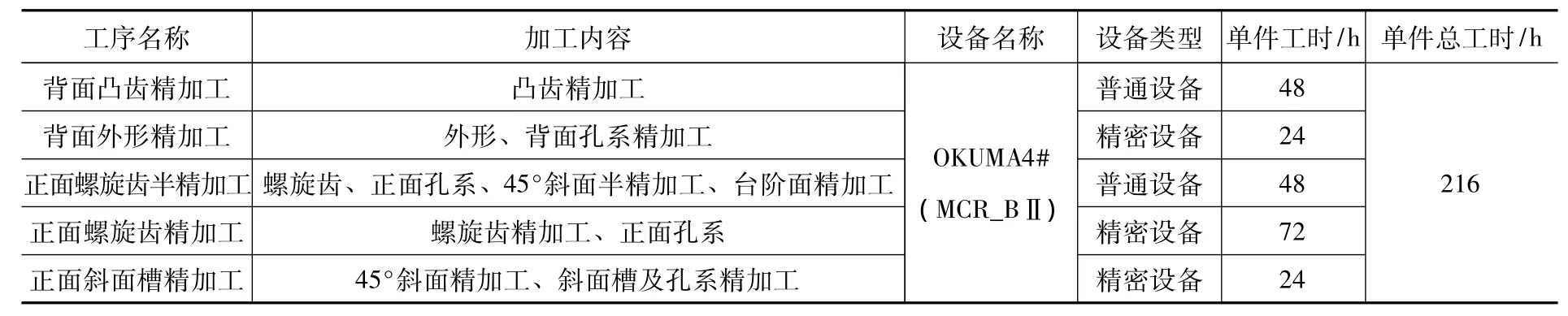
表2 批量化生产工艺路线
2.批量化生产工艺方案实施及优化
螺母柱批量化生产工艺路线实施后虽然提升了生产效率,但产品质量不是很稳定,过程质量得不到有效控制。一是生产过程中涉及了更多的机床和人员,给生产组织协调带来了困难;二是参与该项目操作人员的数量增多,加工设备、操作人员、工序不固定,每个操作人员对各工序的工件装夹、加工内容、工艺要求等并不是很清楚,导致产品质量不稳定,产品过程质量得不到有效控制;三是加工程序、刀具及切削参数有待进一步优化,提高生产效率。因此我们在不断探索中从以下几方面使向家坝螺母柱批量化生产工艺得到了提升和优化。
(1)制定向家坝螺母柱定人定机定工序制度,进行定人定机定工序培训,使每个操作人员熟知本工序的工件装夹、加工内容、工艺要求及关键控制项点等。
(2)制定关键重点工序工步暂停确认制度,要求在关键项点操作人员必须暂停加工,务必有当班班组长、技术人员或检验人员确认签字后方可继续加工。这样就大大降低了关键重点工序工步的偏差率,使产品过程质量得到了有效控制。
(3)合理刀具和切削参数的选择,对生产效率和产品质量起着至关重要的作用。螺母柱螺旋齿的加工是制约生产效率提升的“瓶颈”,为此我们在螺旋齿粗加工、半精加工上对加工刀具和切削参数进行了对比 (见表3)。从表3不难看出多刃圆刀片在螺母柱螺旋齿的粗加工、半精加工中占有很大优势,故依此类推优化了螺母柱的加工刀具和切削参数,提高了加工效率。

表3 切削刀具和参数的对比
3.批量化生产工艺路线的固化及持续改进
螺母柱批量化生产工艺经过一段时间的实施、优化改进,达到了预期的效果。生产效率高,生产可控性良好;产品质量稳定,过程质量监控性良好;实现了人、机有效结合、效率发挥到最大。在生产过程中逐步形成了向家坝螺母柱批量化生产“一个流”的生产模式。效果如图5、图6、图7和图8所示。

图5 背齿精加工

图6 螺旋齿精加工图
图7 导轨面及连接槽精加工

图8 三坐标检测
4.结语
向家坝升船机螺母柱国产批量化生产工艺的成功开发,彻底解决了生产效率中的“瓶颈”问题,使生产效率提高了50%,给我公司带来了巨大的经济效益。通过一段时间的运行、优化和持续改进,其完全符合螺母柱的国产批量化生产,为我国水电站升船机的国产化生产作出了一定的贡献。
