全自动电弧喷号机在马钢大圆坯连铸机上的应用
2014-02-09徐林林朱智阿海军
徐林林,朱智,阿海军
(马鞍山钢铁股份公司特钢公司,安徽马鞍山 243000)
经验交流
全自动电弧喷号机在马钢大圆坯连铸机上的应用
徐林林,朱智,阿海军
(马鞍山钢铁股份公司特钢公司,安徽马鞍山 243000)
介绍了马钢大圆坯连铸机上使用的国产全自动电弧喷号机的基本参数、工作原理、系统组成、功能特点,以及调试过程中的喷涂材料的选择和机构改造。实践证明,国产喷号机应用效果良好,喷号质量稳定,维护量较小,投资少。
圆坯;连铸机;电弧喷号机;喷涂材料
1 引言
马鞍山钢铁股份公司特钢公司新建1条五机五流大圆坯连铸机生产线,在南、北两个不同的出坯方向各配置了1套国产全自动电弧圆坯喷号机。自动喷号机实现了对不同规格圆坯端面进行自动、连续喷号,保证每根铸坯都有唯一的编号与之对应。根据连铸机二级系统的预先设置,可以把编号包含年号、炉号、流号、坯号以及钢种代码等相关信息编码指令传输给喷号机的PLC系统,从而控制喷号机的喷嘴做相应的运动,在圆坯端面形成编码,方便后续质量检验过程,及用户在使用过程中发生质量异议时根据喷号字符追溯生产此坯的相关信息,及早发现并解决生产设备中所出现的问题,并加以改善,提高产品质量[1-2]。
2 全自动电弧圆坯喷号机概况
2.1 基本技术参数
根据大圆坯连铸机最大拉速时的出坯速度要求,要求至少1 min内必须完成1根连铸坯的喷号。综合考虑该圆坯连铸生产线的流数、断面规格、拉速等因素,喷号机的技术参数如表1所示。
2.2 圆坯喷号机工作原理及流程
喷号机主要利用电弧融化金属,利用压缩空气雾化并喷射到铸坯端面上附着形成标识的原理制成。将两根金属丝由送丝装置连续地送进到导电嘴中,导电嘴接上直流电源的正负极;在金属丝端部接触短路的瞬间引燃电弧,两金属丝的末端保持合适的距离,可获得稳定的电弧区域,电弧热连续融化送进的金属丝,同时从喷嘴中喷射出的高速压缩空气流使熔化的金属熔滴脱离金属丝并雾化成细小的微粒并喷射到圆坯的端面,留下字痕,从而达到标识铸坯的目的[3]。标识控制采用伺服电机控制喷枪的移动可得到相应的标识,标识可通过操作人员输入或者连铸二级系统自动生成,通过系统通讯的方式传输到喷号机的PLC中[4]。喷号机的喷号流程如图1所示。
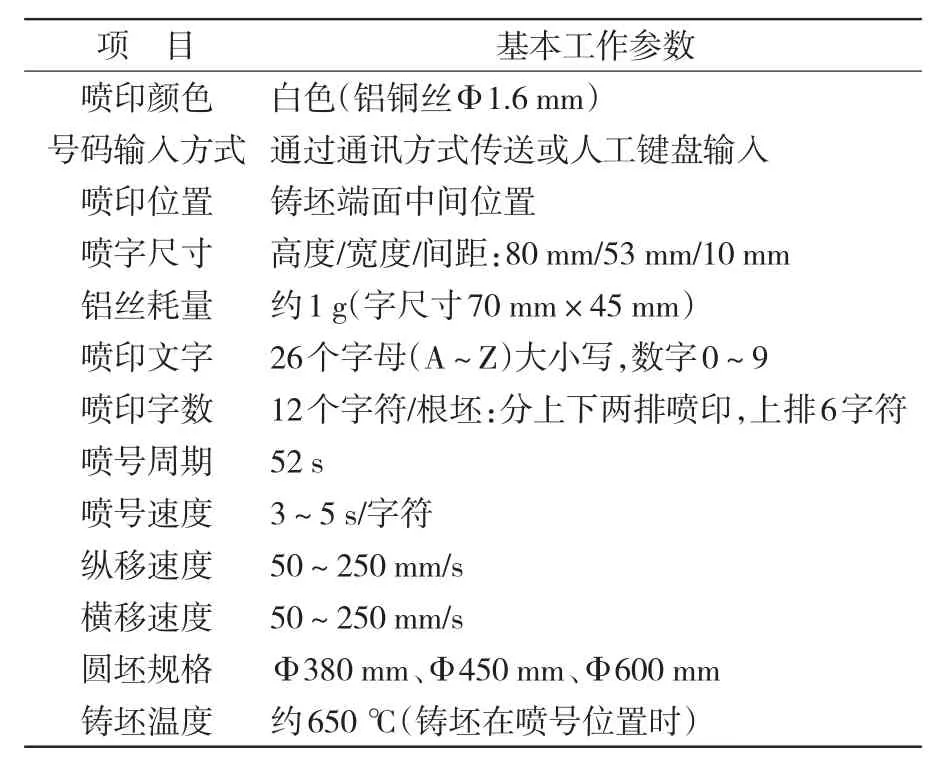
表1 电弧圆坯喷号机基本技术参数
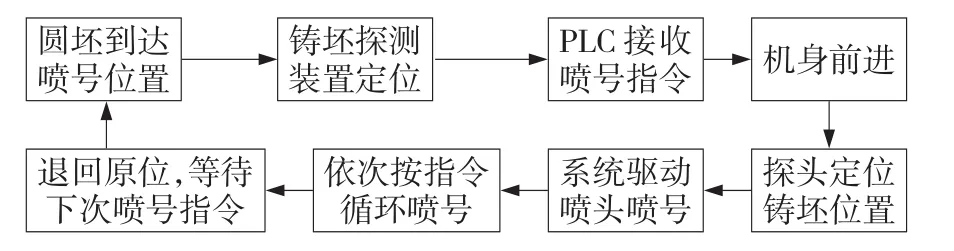
图1 全自动喷号机喷号流程
2.3 系统组成
主要机械部件为喷号处理系统、喷涂控制系统、移动装置及驱动系统、铸坯检测装置等。全自动电弧喷号机安装示意如图2所示。
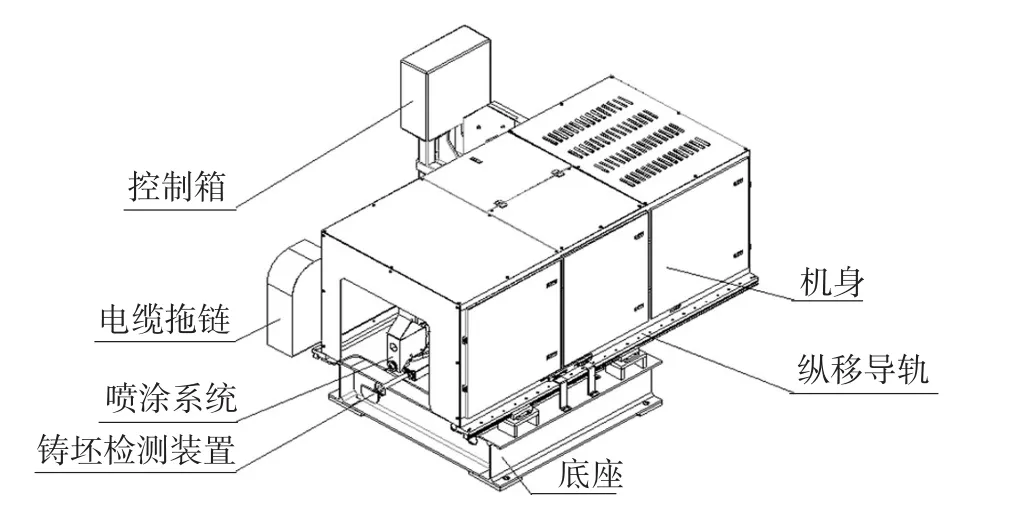
图2 全自动电弧喷号机结构组成
喷号处理系统是喷号机的核心部件,分为送丝装置、电弧控制装置、喷头3部分。两路金属丝分装在两个丝盘上,经保护管送到送丝机上,送丝机由直流电机驱动送丝轮带动金属丝送到喷头处;电弧控制装置由电弧电源和电气控制系统组成,可控制电弧的大小和送丝量的大小;喷头是系统的核心零件,金属丝送到喷头处时短接产生电弧,融化金属,通入压缩空气,雾化液态金属后喷射出去。喷头属于易耗品,由于工作位置在距离钢坯的最前端,接近具有较高表面温度的钢坯,工作环境最为恶劣。
喷涂控制系统即喷号机的写字装置。驱动喷头做指定轨迹运动的装置,由十字平台和伺服驱动系统组成。X、Y两个方向的运动均由可做插补运算的位控模块控制,两台伺服电机驱动丝杆传动,带动喷头在平面内走出需要的轨迹。
移动装置及驱动系统包含横移和纵移系统。横移系统用来驱动机身作横向移动,实现字位的移动,采用滚轮导向,由伺服系统驱动,采用齿轮齿条传递动力。纵移系统用来驱动机身作纵向运动,使喷号机靠近铸坯。采用精密线性导轨导向,由变频控制系统驱动,采用齿轮齿条传递动力。
铸坯检测装置。喷号机外箱体前方装有传导杆,传导杆后有信号检测装置,采用接近开关检测,靠近铸坯时,可以检测喷号机纵向移动的距离,以得到需要的喷号和检测距离,同时可达到自动校准机身与铸坯间距的效果。
2.4 主要功能特点
1)能够以全自动、半自动、手动模式下完成给定的铸坯标识。2)监控画面可对整个喷号过程进行实时监控。3)根据生产车间的要求可任意设置铸坯标识的号码,获得需要的标识字符。4)根据不同规格的断面,自由调整标识字符字体、字号以及微调喷号的相对位置。5)标识号码可由系统内工控机输入,也可由从铸机系统用通讯的方式传入。6)自动统计标识的铸坯根数。7)具备历史数据查询功能。
3 喷号机安装调试
马钢特钢公司采购的2套全自动电弧喷号机从2011年11月安装就位,在调试使用的过程中陆续出现了一些问题。
由于厂房空间限制,圆坯连铸机的出坯辊道比较紧凑,连铸坯通过横向移钢机吊运到喷号位置时,生产现场在线测温温度为650℃左右,而喷号机使用的喷涂材料是纯铝丝(熔点660℃),接近铸坯在喷号位置的温度,故喷嘴处的铝丝在电弧还没有加热的情况下就已经软化并慢慢融化,在电弧的加热下,喷出来的字符模糊不清,有重影现象。经过反复对比调试,选择熔点较高的铜丝(熔点1 083℃)代替铝丝,喷出的字符清晰,字符笔划边缘没有模糊、羽化的现象,喷号模糊问题得到解决。
喷丝由铝丝改为铜丝后,喷丝材质仍较软,另外,送丝导管较长,较软的喷丝在喂丝过程中阻力较大,发生弯曲,形成堵丝。通过现场分析送丝机构的工作原理,喷丝通过一排小齿轮导向把喷丝喂入送丝电机,在送丝电机的驱动下把喷丝经由一段导管导引到喷嘴处,完成整个送丝过程。经观察,在送丝导管的前后经常出现堵丝。为此,通过两种方案来解决堵丝难题:1)选择一种新的喷丝,兼顾喷丝的熔点,熔点不能太低,不然喷号易模糊,喷丝物理属性不能太软,太软易堵丝。最终选择一种铝铜合金喷丝,兼顾熔点和硬度两方面的要求。2)对送丝机构进行改造,把送丝电机前置,由喷丝导管的入口端移到出口端,这样改送丝机构为拉丝机构,运行易堵丝的问题基本解决。
4 使用效果
马钢大圆坯连铸机配套使用的喷号机经过不断技术改进,喷号质量得到稳定。国产全自动电弧喷号机维护量较小,投资只是进口喷号机的30%。喷号机的使用,提升了标识质量,提高了产品的客户满意度,满足了生产要求,增强了企业市场竞争力。
[1]姜晓勇,项占琴,梁剑新.热轧钢坯喷号机的研制[J].工程设计,2001(4):191-194.
[2]张利军,蔡晋辉,颜志刚,等.全自动热钢坯喷号机组控制系统[J].中国冶金,2007(12):46-49.
[3]欧阳新民,陈学明.板坯喷号机横梁变形的矫正[J].机械工程师,2009(4):137-138.
[4]宋长荣,程绍娟,时义祥,等.自动喷号机在济钢中板精整生产线上的应用[J].山东冶金,2004,26(Z):80-81.
TF341.6
:B
:1004-4620(2014)01-0072-02
2013-09-27
徐林林,男,1981年生,2007年毕业于沈阳航空航天大学机械设计及理论专业,硕士。现为马钢股份特钢公司工程师,从事圆坯连铸机设备管理工作。
