230 t钢包高效保温技术的研究与应用
2014-02-09刁承民刘国
刁承民,刘国
(济钢集团有限公司宽厚板厂,山东济南 250101)
节能减排
230 t钢包高效保温技术的研究与应用
刁承民,刘国
(济钢集团有限公司宽厚板厂,山东济南 250101)
济钢宽厚板厂210 t转炉钢包加覆盖剂保温存在保温效果差、钢水降温大、能耗高、污染环境等问题,通过实施钢包加盖保温技术,有效提高了钢衬温度,降低转炉出钢温度损失,大幅度降低能耗,合计吨钢降成本9.63元,年创经济效益千万元以上。
钢包;保温;加盖;节能
1 前言
钢包是炼钢生产过程不可或缺的高温液体容器,转运过程中热量损失大。研究表明:空包第1个20 min,包衬向空气辐射热损失将导致下一炉钢水温降增加15℃,而这种热损失的40%发生在空包开始的前5 min。为了减少包衬温降,炼钢工序通过加钢包覆盖剂、碳化稻壳,来降低钢水表面热辐射;通过优化钢包砌筑工艺、改善保温层设计,降低耐材或包壳的传导热,但均不能解决空包过程中的包衬辐射散热问题。
济钢宽厚板厂年产钢能力160万t、板180万t,主要产品有:船板钢、桥梁钢、耐候钢、结构钢、管线钢、油管钢、核电钢等。济钢宽厚板厂210 t转炉作业区是典型的单线生产组织模式,单线生产组织模式下,转炉出钢温降大、钢包周转过程温度损失高、包衬急冷急热导致镁碳砖脱碳分层,采用钢包覆盖剂、碳化稻壳保温污染作业环境,为推进清洁生产、提高能源综合利用率,进行了钢包全程加盖技术改造,加大了钢包保温效果,减少了钢水温降,取得了很好的节能效果。
2 现状分析
存在的主要问题:1)出钢温降大,普碳钢温降69.88℃,低合金钢87.15℃,低碳合金钢76.22℃,高碳钢86.12℃;2)周转过程钢水温度损失高;3)包衬温度波动大,急冷急热导致镁碳砖脱碳、分层,钢包耐材消耗高;4)煤气消耗高;5)采用钢包覆盖剂、碳化稻壳保温,造成扬尘和环境温度升高,污染作业环境。2012年8—11月,各工序温度控制情况见表1,能源指标消耗情况见表2。
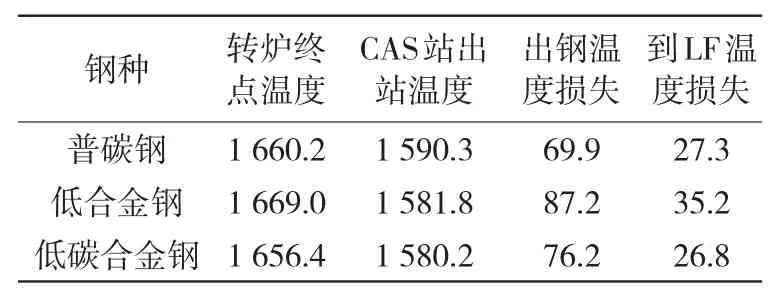
表1 各工序温度控制情况℃
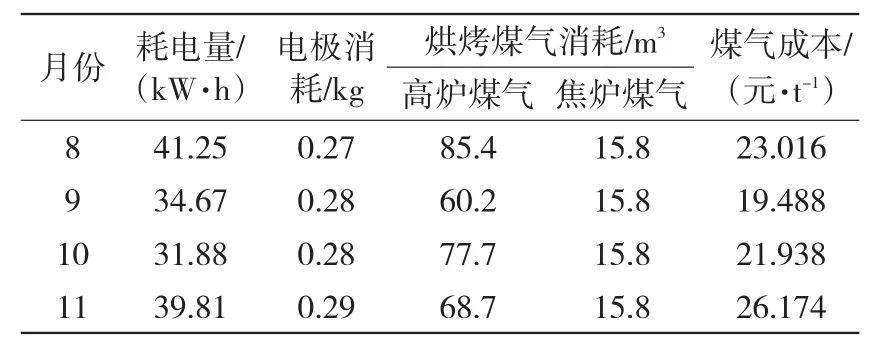
表2 济钢2012年8—11月LF能耗情况
3 钢包加盖改造可行性分析
3.1 转炉工序
经检测,转炉工序钢包车运行速度8~10 m/min,转炉钢包加揭盖机构位于钢水接受跨与转炉出钢位之间,设计在CAS站作业平台外侧。空包从受钢跨开往出钢位途中,经过加揭盖机构下方自动完成揭盖操作;出钢后,重包从出钢位开往吊包位途中,经加揭盖机构下方自动完成加盖操作,不影响正常生产节奏。
3.2 LF工序
LF工位可升降式加揭盖机构设计在精炼跨与受钢跨之间的F柱列下方,LF工序配备有在线包口清渣装置。揭盖操作:正常情况下钢水从精炼跨由CAS站吊至LF钢包车上,坐包后钢包从精炼跨开至受钢跨(此时在线清渣器和加揭盖机构均处于避让位),将加揭盖机构降至工作位后,钢包车由受钢跨开至处理位时自动完成揭盖操作,并将LF在线清渣器降至工作位。加盖操作:LF处理结束后,钢包车由处理位开至吊包位(受钢跨)过程中,自动完成钢包加盖操作。
3.3 RH工序
揭盖操作:正常情况下钢水从精炼跨由LF(CAS)吊至RH钢包车上,坐包后钢包从精炼跨开至受钢跨(此时加揭盖机构处于避让位)。将加揭盖机构降至工作位后,钢包车由受钢跨开至处理位,自动完成揭盖操作。
加盖操作:RH处理结束后,钢包车由处理位开至吊包位(受钢跨),自动完成加盖操作。
专用加揭盖机构针对铰链式钢包盖专门设计,实施全部在线布置,除了在存放架和周转架2个工位需要使用天车加装、揭放钢包盖外,其他工位都不占用天车。加揭盖作业全部由其自身机构或组合机构自动完成,不影响现有生产工艺和物流顺序,且加揭盖时间短,每个工位揭盖时间≯2.5 min,加揭盖作业周期≯5 min,满足炼钢生产控制需求。
4 钢包全程加盖技术实施方案
4.1 设计原则
工艺合理,布置紧凑,物流通畅;工艺参数确定和设备选型必须满足工艺、生产节奏的要求,不影响正常生产节奏;采用简单易行的设备、技术,保证钢包加盖技术改造工程装备成熟、可靠、适用、先进。
4.2 主要工艺设备
钢包加盖技术改造工程设备主要由钢包盖、钢包改造铰链座装置、升降叉指加揭盖机构、具自对正功能的专用吊具加揭盖机构、钢包盖存放与周转台架、钢包盖维修和砌筑台架、钢包铰链座安装和维修专用移动台车、钢包盖耐材干燥与烘烤装置以及与其配套的三电设备组成。主要功能有:加揭盖动作在接受指令后自动完成,包括自动对位、自动加盖、自动取盖、自动避让、自动进给作业等;能够根据工艺需要自动选择是否实施加揭盖作业;能够实现半自动和手动(紧急)操作,全部动作简单实用,安全可靠。
该技术实施后,对于钢包口积渣厚度要实行较严格管理,最好是炉清炉净,每次进行钢包水口清理作业时,顺便清理包口积渣,并配备专用包口清渣机1台,确保包口积渣厚度不能高于150 mm。
4.3 方案实施
现场有6个冶炼工位(LD-1、LF-2、RH-2和CCM-1)、1条钢水回炉线和13个钢包,最多在线周转钢包数量为5个。针对现有冶炼工位和钢包配置,在LD、LF、RH设置5处加揭盖工位、2个钢包盖存放和周转台架(均在钢水接受跨),1个钢包水口清理及钢包盖牵引装置,1个引流砂投放位,1个钢包盖铰链座安装检修位,1台移动式清渣机,1个钢包盖耐材烘烤位。
1)230 t钢包参数:上口外径Φ4 288 mm,底部外径Φ3 958 mm,钢包全高5 270 mm。加揭盖机构形式:转炉下可升降叉指式,LF炉两侧可升降叉指式,RH炉自对正专用吊具式。2)F柱列4-6柱间,RH喂丝机烟罩外侧(钢水接受跨),钢包车通道上方设置两套自对正专用吊具式加揭盖机构,设备安装台架中心距离F柱列线2 050 mm。3)F柱列6-8柱间,LF钢包车通道上方设置两套可升降叉指式加揭盖机构,设备安装台架中心偏离F柱列线735 mm。4)G柱列9-10柱西侧,CAS站平台外侧设置1套可升降叉指式加揭盖机构,设备安装台架中心偏离F柱列线735 mm。
5 效益分析
1)2012年8月15日,钢包全程加盖技术顺利实施后,系统分析了带盖钢包的包衬温降情况,以便优化钢包烘烤工艺,降低钢包烘烤煤气消耗,带盖钢包的包衬温降情况见表3。
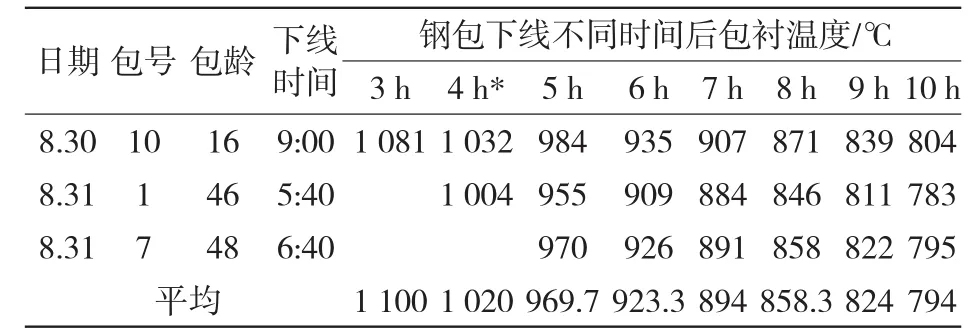
表3 带盖钢包的包衬温降情况
由表3可知,带盖钢包下线等待9 h,包衬仍可保温在900℃以上,满足钢包正常周转要求,不再需要烘烤,吨钢节省烘烤煤气成本2.1元。
2)采用加盖钢包受钢时,普碳钢(PD23B01、PC23B01)的出钢温降由69.88℃降为57.3℃,低合金钢(PD34B01、PU46D01、PD46B11)的出钢温降为69.8℃,低碳微合金钢种的出钢温降为63.6℃。综合统计,使用加盖钢包各钢种平均温降比未带盖钢包温降减少了14.3℃。
3)LF电耗平均降低10.78 kW·h/t,吨钢降低成本7.33元。
4)取消了钢包覆盖剂、碳化稻壳等保温材料,吨钢降低钢包保温材料成本0.20元,同时减少了扬尘和环境污染,为推进清洁生产创造了条件。
2011年11月至2012年4月逐步完成了钢包全程加盖节能技术的设备安装、调试工作,2012年12月全部投用,减少了包衬热量散失,提高了钢包温度,降低了转炉出钢温度损失,提高了工序保障能力,大幅度降低能耗,合计降成本9.63元/t,年创经济效益千万元以上。
Research and Application of High Efficiency Heat Preservation Technology of 230t Ladle
DIAO Chengmin,LIU Guo
(The Wide Thick Plate Plant of Jinan Iron and Steel Group Corporation,Jinan 250101,China)
Adding covering agent on the 210 t ladle in heavy plate plant of Jinan steel had some questions included poor insulation effect,great drop temperature in smelting steel,high energy consumption and environment pollution,etc.Through implementation of the affixed cover technology on the ladle the lining temperature of ladle can be effectively enhanced,the temperature loss of tapping and the energy consumption can be greatly decreased.The cost of per ton of steel is total reduced by 9.63 Yuan RMB,producing economic benefit is more than ten million RMB every year.
ladle;thermal insulation;affixed cover;energy saving
TF748.2
:B
:1004-4620(2014)01-0046-02
2013-10-09
刁承民,男,1969年生,1992年毕业于包头钢铁学院钢铁冶金专业。现为济钢宽厚板厂副厂长,高级工程师,从事安全生产、技术质量、能源环保、成本和财务管理工作。
