轴承箱大小半定性分析及对汽轮机安装影响
2014-02-08袁连平张玉胜
袁连平,张玉胜
(东方汽轮机有限公司,四川德阳,618000)
轴承箱大小半定性分析及对汽轮机安装影响
袁连平,张玉胜
(东方汽轮机有限公司,四川德阳,618000)
轴承箱一般被设计成上下半结构,但现有加工技术和方法不能保证产品的水平中分切面正好在设计理论面上,于是就出现大小半问题。大小半问题会对汽轮机组安装产生很大影响,对此目前国内还没有研究资料可供借鉴。文章通过总结和理论分析,详细介绍了轴承箱大小半的测量、计算、定义、分类及对汽轮机组安装的影响。
轴承箱大小半,定义,分类,影响
0 引言
轴承箱是支撑和润滑轴承的箱体零件,它承受设备在工作时产生的轴向力和径向力。根据汽轮发电机组大小和转子数量,轴承箱数量可为2~6个。轴承箱需承受从十多吨到一两百吨不等的工作力;有些轴承箱还要承受从几十吨到几百吨不等的机组重量,其作用非常重要,因此保证轴承箱的加工精度和安装质量非常关键。但现有加工技术和方法较难保证产品的水平中分切面正好在设计理论面上,常出现大小半问题,对机组安装质量产生很大影响。
1 轴承箱的制造问题
为了制造和安装方便,设计时把轴承箱分成上、下两半,其内孔理论水平中分面即为上、下半的分界面 (见图1)。

图1 轴承箱产品结构
制造时,轴承箱上、下半单独铸造或焊接成毛坯,先分别加工出上、下半的水平中分面和中分面紧固螺孔,然后扣合上、下半,紧固中分面螺栓,再加工轴承箱沿轴中心线各内孔和端面等尺寸。
实际加工沿轴中心线各内孔时,设备和工艺方法较难保证机床的加工刀轴回转中心线与轴承箱各内孔中心线重合。以公司为例,几年前使用较旧设备加工轴承箱,上、下大小半偏差一般为0.5~2 mm,特殊案例出现过约4.5 mm,使轴瓦在电厂安装和检修均出现困难;近几年更换成精度很高的现代化设备加工,上、下大小半偏差一般为0.1~0.5mm。
2 大小半定义、测量与分类
2.1 大小半定义
沿内孔轴线方向将箱体剖开成上、下半时,实际剖开面位置和理论位置出现偏差,就称轴承箱出现了大小半。剖开面位置高于理论水平中分面位置的一半称为大半,剖开面位置低于理论水平中分面位置的一半称为小半。大小半不改变孔的大小和位置,对内孔中心没有影响。
2.2 大小半的测量
要确定是否存在大小半和大小半的性质,需要对轴承箱进行测量。轴承箱水平中分面是设计与尺寸计算的基准,下半水平中分面是轴承箱水平和标高的测量安装基准,其大小半问题均可以通过测量下半水平中分面的各项数据反映出来,所以应将轴承箱下半水平中分面作为分析重点。测量前应将轴承箱清理干净并水平放置。测量方法如下:
(1)测量纵向水平:用水平仪直接在下半水平中分面测量;
(2)测量横向水平:用平尺搭在下半水平中分面上,平尺上放置水平仪测量;
(3)测量四角高度:用内径千分尺分别测量水平中分面四角到底部的距离;
(4)测量内孔洼窝深:分别在轴承箱各轴承洼窝和挡油环洼窝放置测量平尺,用内径千分尺测量平尺底面到洼窝底部的最大尺寸H,见图2;

图2 内孔大小半测量简图
(5)测量内孔直径:扣合轴承箱上半并紧固,分别测量各轴承洼窝和挡油环洼窝内孔直径D。
2.3 大小半的分类
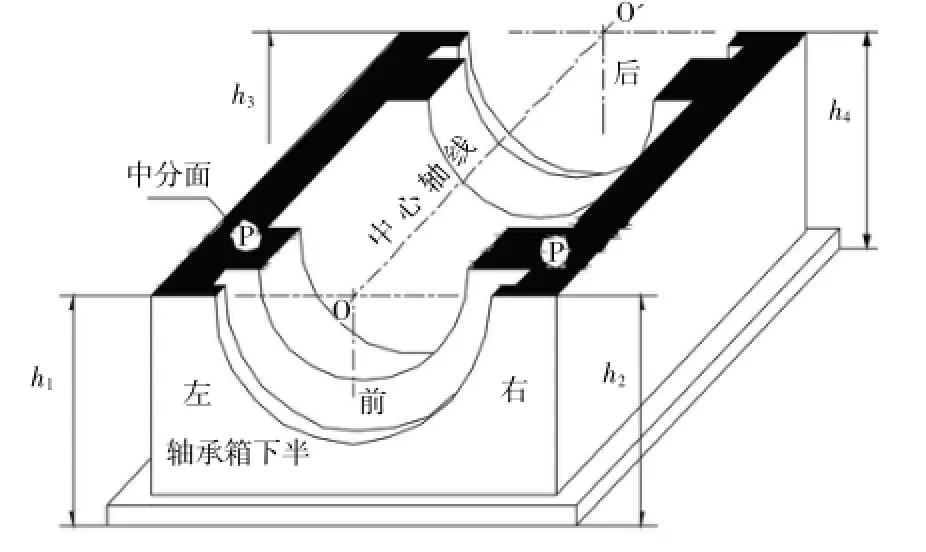
图3 轴承箱下半分析模型
图3为轴承箱下半分析模型,P为下半水平中分面,OO′为内孔中心轴线。设h1、h2、h3、h4分别为下半左前、右前、左后、右后高度;e为内孔理论中心与实际中分面偏差;H前档为前档内孔中分面到洼窝底部深度;D前档为前档内孔直径;H后档为后档内孔中分面到洼窝底部深度;D后档为后档内孔直径。通过测量数据进行计算分析,轴承箱大小半可分为以下几类。
2.3.1 单纯上下大小半
测量数据满足下列条件为单纯上下大小半类:

理论解释为:内孔中心轴线OO′在水平中分面P之外,下半水平中分面P的纵、横向水平扬度均为零,四角到底部的高度相等,前档和后档内孔中心与水平中分面的偏距值相等,见图4。

图4 单纯上下大小半
2.3.2 单纯左右大小半
测量数据满足下列条件为单纯左右大小半类:

理论解释为:内孔中心轴线OO′在水平中分面P之内,下半水平中分面P的纵向水平为零,横向水平有扬度且前后方向一致并相等,左侧前后部到底部高度相等,右侧前后部到底部高度相等,水平中分面P与设计理论水平中分面有一个左右偏角α,见图5。

图5 单纯左右大小半
2.3.3 单纯前后大小半
测量数据满足下列条件为单纯前后大小半类:

理论解释为:内孔中心轴线OO′在水平中分面P之外,下半水平中分面P的横向水平为零,纵向水平有扬度且左右方向一致并相等,前端左右部到底部高度相等,后端左右部到底部高度相等,水平中分面P与设计理论水平中分面有一个前后偏角β,前档和后档内孔中心与水平中分面的偏距绝对值相等,方向相反,见图6。

图6 单纯前后大小半
2.3.4 上下、左右大小半组合
测量数据满足下列条件为上下、左右大小半组合类:

理论解释为:内孔中心轴线OO′在水平中分面P之外,下半水平中分面P的纵向水平为零,横向水平有扬度且前后方向一致并相等,左侧前后部到底部高度相等,右侧前后部到底部高度相等,水平中分面P与设计理论水平中分面存在一个左右偏角α,见图7。

图7 上下、左右大小半组合
2.3.5 上下、前后大小半组合
测量数据满足下列条件为上下、前后大小半组合类:

理论解释为:内孔中心轴线OO′在水平中分面P之外,下半水平中分面P的横向水平为零,纵向水平有扬度且左右方向一致并相等,前端左右部到底部高度相等,后端左右部到底部高度相等,水平中分面P与设计理论水平中分面有一个前后偏角β,前档和后档内孔中心与水平中分面的偏距绝对值不等,见图8。

图8 上下、前后大小半组合
2.3.6 上下、左右与前后大小半组合
测量数据满足下列条件为上下、左右与前后大小半组合类:

理论解释为:内孔中心轴线OO′在水平中分面P之外,下半水平中分面P的纵、横向水平都有扬度且大小不相等,四角到底部高度不相等,水平中分面P与设计理论水平中分面左右有一个偏角α,前后有一个偏角β,见图9。

图9 上下、左右、前后大小半组合
3 大小半对轴承箱安装的影响和处理
3.1 轴承箱典型安装要求
根据机组设计需要,汽轮发电机组轴承箱一般有如下典型安装要求:
(1)轴承箱纵向水平与转子轴系扬度方向一致(见图10),某机组转子轴系QQ1扬度和各轴承箱纵向水平、轴承标高设计要求曲线图;

图10 轴承箱纵向水平和轴系扬度关系曲线
(2)横向水平前后扬度方向一致,与相邻汽缸横向水平扬度方向相同,相差≤1格 (0.1 mm/m);
(3)轴承箱与转子中心要求:a-b≤±0.10,


图11 轴承箱与转子中心
3.2 常见大小半对轴承箱安装的影响与处理
通过总结分析,大小半对3.1(3)项 “轴承箱与转子中心”安装要求没有影响,会对3.1(1)、(2)项汽轮发电机组轴承箱各安装要求产生较大影响。机组安装时,在各轴承箱和汽缸下半位置初步确定后,需要对轴承箱的大小半进行测量和数据分析,然后确定对汽缸和轴承箱的调整方法。通过实践归纳出以下几种常见问题。
3.2.1 对水平的影响和处理
当轴承箱有左右大小半时,用水平仪测量的横向水平扬度不是真实值;当轴承箱有前后大小半时,用水平仪测量的纵向水平扬度不是真实值;当轴承箱同时存在左右和前后大小半时,用水平仪测量的纵、横向水平扬度均非真实值。当汽缸通过猫爪搭子支撑在轴承箱水平中分面上时,轴承箱的水平直接影响汽缸的水平,而汽缸的水平又影响机组的负荷分配。问题处理如下:
(1)当轴承箱有左右大小半时:测量计算前端左右部到底部高度差 (h1-h2)和后端左右部到底部高度差 (h3-h4),测量轴承箱底部前后分别与基架支承面宽度E前和E后,由此计算轴承箱水平中与实际测量的前后横向水平扬度进行比较,就可以知道轴承箱的真实横向水平值,最终确定调整方案。

(2)当轴承箱有前后大小半时:测量计算左侧前后部到底部高度差 (h1-h3)和右侧前后部到底部高度差 (h2-h4),测量轴承箱底部左右分别与基架安装支承面长度L左和L右,由此计算轴承箱水平中分面的加工斜度k左和k右,其中,k左=度,分别与实际测量的左右纵向水平扬度进行比较,就可以知道轴承箱的真实纵向水平值,最终确定调整方案。

(3)当轴承箱同时存在左右和前后大小半时:综合上述左右和前后大小半处理办法,最终确定调整方案。
3.2.2 对标高和轴系扬度的影响和处理
从图10可以看出,设计要求轴承箱的标高和纵向扬度要求与转子轴系一致。轴承箱标高和扬度分别用水连通和水平仪在水平中分面洼窝两侧测量。当轴承箱存在大小半时,测量的标高和扬度均非真实值,不能保证与转子轴系标高和扬度的一致性。
处理办法:当有左右大小半时,这时轴承左右侧标高测量数据的算术平均值就是其标高真实值;无左右大小半时,则无论是单纯上下大小半,单纯前后大小半还是上下、前后大小半组合类型,轴承标高的真实值均为测量值加e值,其中,e=

轴系扬度一般用水平仪在转子轴颈上直接测量,不受轴承箱大小半的影响。
4 总结
通过对轴承箱大小半的定性分析,更加了解了大小半的类型和特点,以及对机组安装的影响范围,为以后处理轴承箱安装大小半问题提供了方法。
Qualitative Analysis of Bearing Box Half Size and Im pact for Steam Turbine Installation
Yuan Lianping,Zhang Yusheng
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
Bearing box structure is designed with two halves,but existing processing and methods can not guarantee the product's level section just in design,so it is the box problem of half size.The boxing half size problem has a great influence on turbine installation,there is no research data for reference currently.Through the summary and theoretical analysis,the paper has introduced themeasurement,calculation,definition and classification of boxing half size and the effecton turbine unit installation in detail.
bearing box half size,definition,classification,influence
TK266 TB22
:A
:1674-9987(2014)03-0022-05
袁连平 (1963-),男,高级工程师,1988年毕业于安徽工学院动力机械专业,现主要从事汽轮机制造与总装工作。