陶瓷衬垫在COCO22气体保护焊对接焊缝中的应用
2014-02-05山东海阳丰汇设备技术有限公司265116周传国
山东海阳丰汇设备技术有限公司 (265116) 周传国
1.概述
近年来,随着陶瓷焊接衬垫技术的开发和不断成熟,陶瓷焊接衬垫作为焊接的辅助材料,被广泛应用到钢结构生产和造船业的焊接作业中。在实际的钢结构制造和造船生产中,存在大量型材和板材的对接焊,以往的传统工艺正面打底、填料、盖面,反面碳弧气刨清根,并用角向磨光机打磨光亮,去除氧化铁等杂质后,再进行焊接。我们采用陶瓷衬垫焊接后,采用单面焊,一次成形,省去了碳弧气刨、打磨等诸多工作,生产效率大大提高,陶瓷衬垫单面焊给对接焊带来了革命性的突破。
2.陶瓷衬垫的功用和结构特点
陶瓷衬垫的结构形式如图1所示。陶瓷衬垫的单段图片和截面分别如图2、图3所示。由于陶瓷衬垫焊是一种以特殊材料为衬托,使焊缝强制成形的焊接工艺方法,所以陶质衬垫是目前应用最广的焊接衬垫。其特点是:单面焊接双面成形,同时具有以下优点。
(1)高效率 由于避免了清根、打磨、仰焊及工件翻身,所以提高了劳动生产的效率。
(2)高质量 由于焊接操作难度降低,较为容易获得高质量的焊缝,所以最大限度地减小了人为因素的影响,使得焊接质量统一性较高。
(3)低成本 由于减少了部分工序和焊接量,故节省了材料、电力、工作量及场地等。
(4)低劳动强度 取消了清根、打磨仰焊及狭窄封闭环境内焊接作业,降低了焊接烟尘对人体的危害。
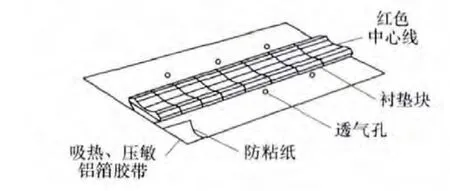
图1 陶瓷衬垫结构形式
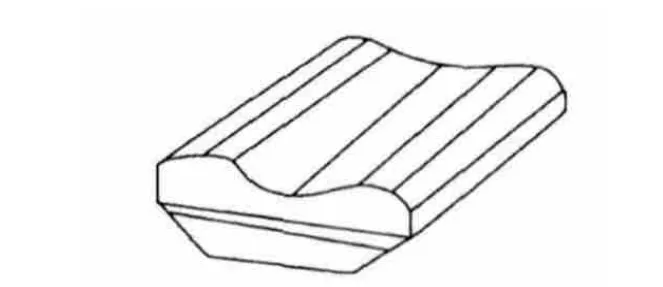
图2 陶瓷衬垫的单段
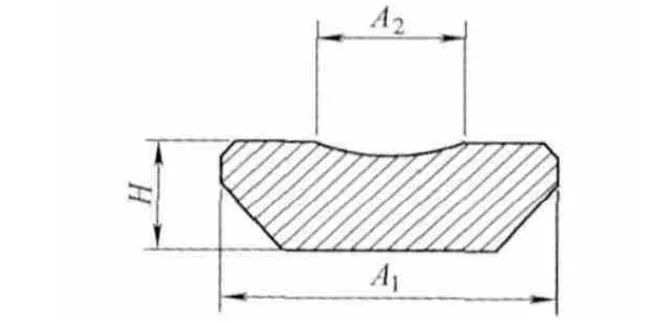
图3 陶瓷衬垫的截面
3.陶瓷衬垫在钢结构生产中的应用实例
钢结构生产企业中,月产量的多少决定了整个企业的效益。在钢结构生产中,存在大量型材或者板材的对接焊,这些型材或者板材的对接焊速度大大影响整个钢结构项目生产的总体效率。下面我们举一个具体实例,来阐述陶瓷衬垫的应用方法及其优点。
规格为HW340mm×250mm×9mm×14mm的型钢需要对接,步骤如下:
(1)开坡口 根据对接标准,我们采用斜接的对接方式,翼缘板用半自动火焰切割机开出45°的单面坡口,腹板开30°单面坡口,用角向磨光机打磨干净坡口表面,直至露出金属光泽。腹板与翼板对接交界处开R=35mm的工艺圆弧。
(2)两段型钢对接 如图4所示,将两段型钢对接在一起,两段对接型钢留有3~5mm间隙。翼板对接焊缝两头安装厚度为14mm的引弧板。
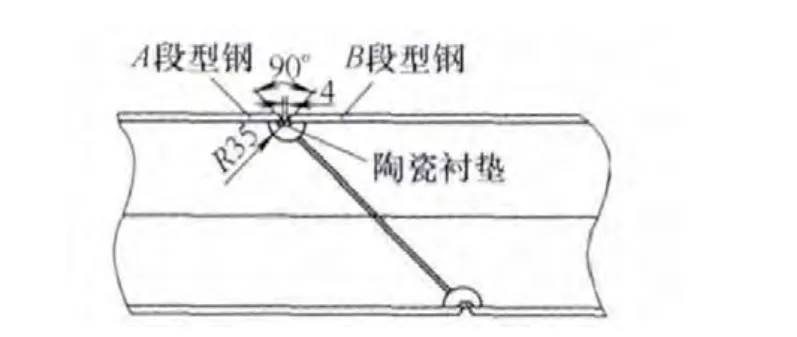
图4 型钢对接示意
(3)粘贴陶瓷衬垫 在对接焊缝背面粘贴陶瓷衬垫,轻轻按压陶瓷衬垫,使其紧紧贴在焊缝钢板的背面。
(4)焊接 按照附表中的焊接参数,依次按照打底→清理药皮→填料→清理药皮→盖面的顺序将三条焊缝焊接完成。
(5)清理焊缝 焊接结束后,去除焊缝背面衬垫,先将焊缝周围飞溅清理干净,然后将探伤区域用角向磨光机打磨平整光滑。
(6)检查焊接接头熔合情况 从图5可看出焊缝背面及正面余高和熔宽都均匀合适,无成形缺陷。陶瓷衬垫CO2气体保护焊打底时,由于陶瓷衬垫是不导电的,因此焊速不宜过快,否则熔池不连续,易出现熄弧,造成焊接过程不稳定。同时在焊接过程中,焊丝应做适当摆动,在边缘处停留一下,这样可有效防止未熔合缺陷的产生。按照GB/T l1345规定进行超声波探伤,结果为合格。
(7)力学性能检测 焊接接头力学性能测试结果合格,各项指标均满足GB/T19879—2005要求。
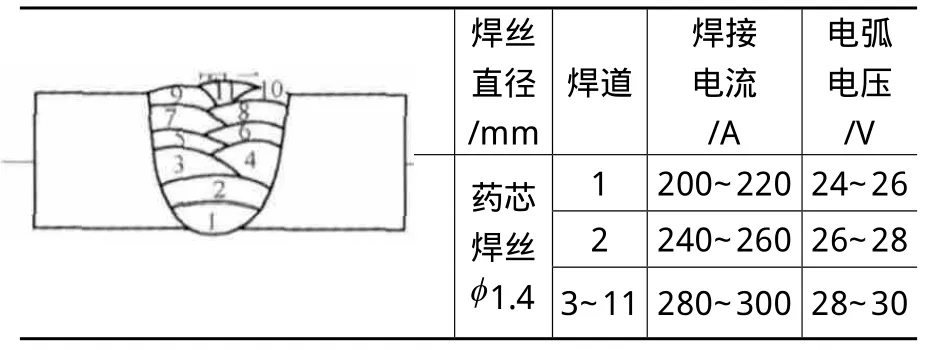
陶瓷衬垫CO2气体保护焊焊接参数
图5 焊接接头熔合情况
4.采用陶瓷衬垫焊焊接应注意的工艺问题
陶瓷衬垫CO2气体保护焊焊接过程中应注意的工艺问题如下:
(1)CO2气体保护焊单面焊打底层焊接时,焊接电流按焊接参数严格控制,以防止产生裂纹。
(2)打底层焊接,坡口两根趾应完全熔透,对于坡口间隙较大时,可进行适当的手势摆动,两根趾处略作停顿,以确保焊缝背面成形良好。
(3)打底层焊接中,由于各种原因需停顿时,重新引弧应采用热接法接头。若熔池已完全冷却,重新引弧前必须用碳刨或砂轮修整弧坑,使弧坑形成圆滑过渡状,然后再引弧正常焊接。
(4)焊接过程中,任何一层或一道的焊接必须从引弧板的坡口起点焊接,焊缝的终点收弧需焊至引出板的坡口终止。
(5)拼缝坡口安装好衬垫后,应立即开始焊接并连续一次完成,第二层焊接随即应马上进行,防止打底层焊缝难以承受焊接应力而形成裂纹。
(6)当焊接位置倾斜时,必须采用上坡焊。
(7)室外焊接时,当风速超过2m/s时,焊接中必须采取相应的挡风措施,下雨时不得焊接。
5.结语
陶瓷衬垫生产厂家还研发出了不同厚度钢板对接、槽钢对接等各种形式的陶瓷焊接衬垫。对于型钢或板材的焊接,采用陶瓷衬垫CO2气体保护焊打底、填充、盖面的焊接工艺,焊接效率高,焊缝成形美观,焊接接头综合力学性能优良。我们将该工艺应用部分钢结构的焊接生产中,取得了很好的效果。
(20131205)
