浅谈平面磨削中常见问题及解决办法
2014-01-31刘志刚
刘志刚
(1.太原理工大学电气与动力工程学院,山西 太原030024;2.晋煤金鼎公司,山西 晋城048006)
0 引言
在平面磨削的过程中,根据磨削的部位不同,可分为平面磨削和槽磨削;根据磨削时的运动方式,分为直线磨削、弓字形磨削和Z字形磨削;根据控制方式,分为自动磨削和手动磨削。在磨削运动中,砂轮和工件有2种运动方式,即up grinding和down grinding,如图1所示。其中,up grinding产生很多的热量,down grinding产生较少的热量,因为在up grinding中有更多的磨粒参与切削过程。

图1 砂轮和工件的2种运动方式
1 影响磨削的因素
在磨削过程中,有几个重要的影响因素,如图2所示。

图2 影响磨削的因素
2 取得良好磨削效果应遵循的原则
(1)增加砂轮的进给量,材料的去除率增加,产生大的切削力,负载加大,砂轮的磨粒压力加大,有烧伤的危险。减少砂轮的进给量,材料的去除率减小,磨屑是小颗粒,低负载,烧伤的可能性减小,如图3所示。
(2)提高砂轮转速,单位时间内更多的磨粒参与磨削,产生小的磨屑,没有及时排屑,砂轮变硬,烧伤的可能性增加。砂轮速度减小,单位时间内较少的磨粒参与磨削,产生大的磨屑,及时排屑,砂轮变软,不易产生烧伤,如图4所示。

图3 砂轮进给量

图4 砂轮转动速度
(3)直径大的砂轮接触面积更大,砂轮摩擦减少,负载低,砂轮变硬,有烧伤的可能性。直径小的砂轮,工件和砂轮的接触面积小,负载大,摩擦力大,砂轮变软,烧伤可能性减小,如图5所示。

图5 砂轮直径大小
(4)增加冷却液的供给,摩擦减少,负载减小,更有利于磨削,烧伤的可能性变低。减少冷却液的供给,摩擦增大,烧伤的可能性增加。
3 烧伤问题
引起烧伤的可能因素有以下几种,如图6所示。

图6 引起烧伤的因素
(1)80%以上的伤烧问题是由冷却液引起的,包括:不合适的冷却喷嘴和错误的位置;不相适应的冷却液流速;冷却的压力和喷射量;空气引起的泡沫量;不好的过滤系统和脏的冷却液;冷却液的温度太高;冷却液的浓度太低。(2)进给速度和砂轮速度引起的烧伤问题包括:1)工作台面的速度太低;2)有效的磨削深度太深,最好是用down grinding;3)砂轮的转速太高。(3)砂轮引起的烧伤问题包括:1)砂轮的磨粒太细;2)砂轮结构太紧密,没有足够的疏松度;3)砂轮太硬,没有自锐性;4)砂轮的砂粒不易碎。
4 磨削的误差
工件磨削质量的影响因素众多,许多磨削误差不仅取决于加工材料的磨除率,还取决于工件在加工过程中所发生的一些内部变化情况。这些误差用传统的理论无法消除,大多数根本原因也未知,如图7所示。

图7 磨削误差
5 辨识磨削误差及解决措施
磨削误差的原因和解决措施如表1所示。
6 结语
磨削加工一般是金属切削加工的最后一道工序,是保证最后加工尺寸精度及最终表面质量的工序,对工件加工来说至关重要。同时磨削工艺也是一个复杂的过程,任何一个因素(可能是人的因素,也可能是机床本身的因素)都可能导致最终出现不良结果,所以,我们只有充分了解磨削工艺,熟悉磨床,达到人机合一的境界,才能加工出完美的工件。
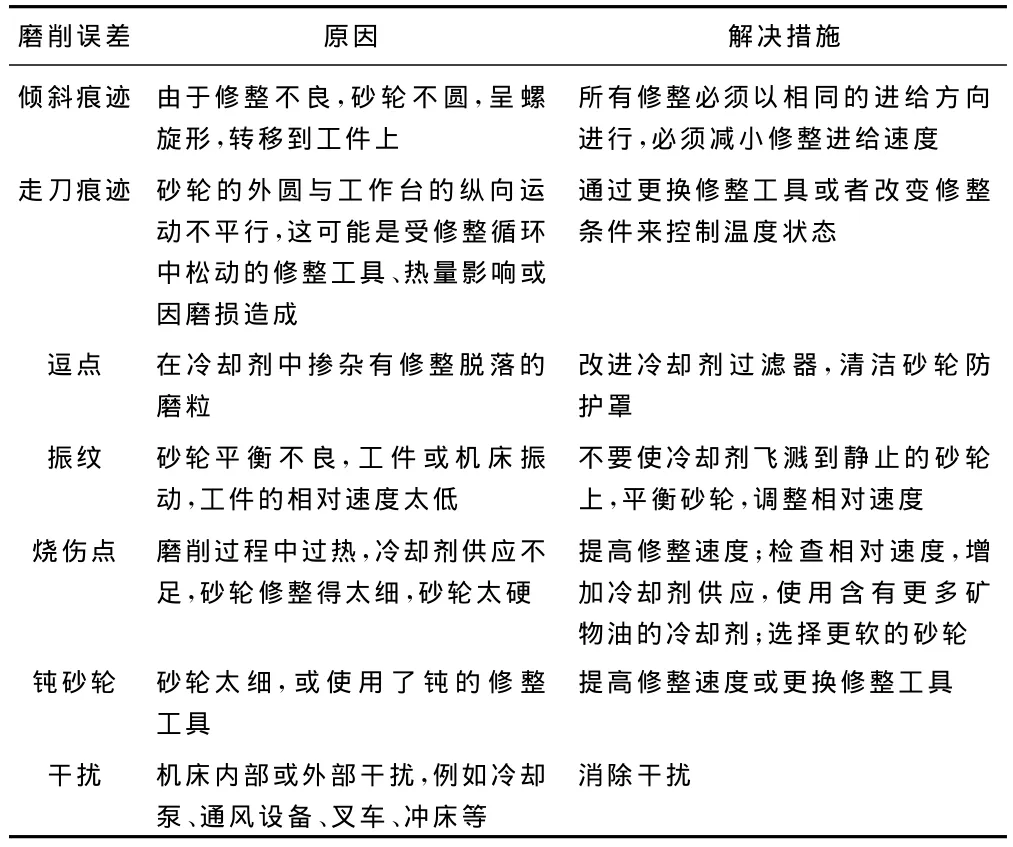
表1 磨削误差的原因和解决措施
[1]徐鸿本,李银怀.磨削工艺技术[M].辽宁科学技术出版社,2009
