六工位连杆加工单元几何精度的研究
2014-01-21姜贵中杨海祥
姜贵中,张 勇,杨海祥
(1.云南省机械研究设计院,云南省机电一体化应用技术重点实验室,云南省先进制造技术研究中心,云南 昆明 650031;2.云南西仪工业股份有限公司,云南 昆明 650114)
0 引言
过去几年中,切削加工领域中的一些新技术已经得到了广泛的应用,一些趋势也将发生改变。Eubama 公司是多轴加工技术的专家,它始终认为: 多轴加工技术能够提供最高的加工精度和生产能力,因为,没有任何切削加工机床能够像多轴加工机床那样拥有如此高的生产效率。
与传统的加工方法相比,多轴加工的优点是通过一次装夹完成多台机床才能完成的工作,除省略了零件在各个夹具之间的转换与装夹时间之外,在一台机床的一个生产节拍中同时有许多根主轴进行加工,这就是多轴加工机床能够做到的,而这些都在提高效率和产量方面发挥着重要作用,也是许多人在试验中不断尝试的。
1 机床概况
要给出机床的检验项目,首先得了解机床的基本情况。六工位连杆加工单元是我院与云南西仪工业股份有限公司合作研发、专为胀断连杆加工而设计的专用机床。在一次装夹条件下能完成铣、钻、镗、倒角、攻丝等十四道加工工序。连杆的加工工序见表1(参照图1),图1为本机床加工的连杆图纸。
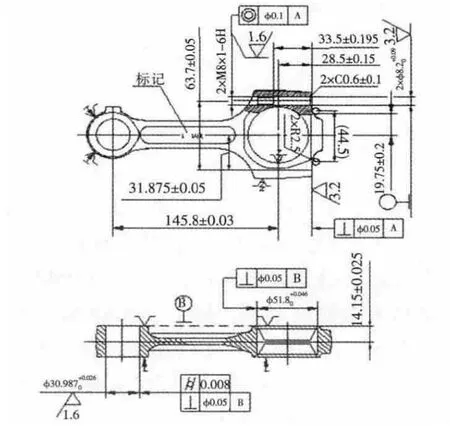
图1 连杆图纸
机床加工工序工位布置见图2,加工方式见表2。
机床的基本结构为: 底座上安装转台座,转台座上安装圆转台,圆转台为6 等均分。
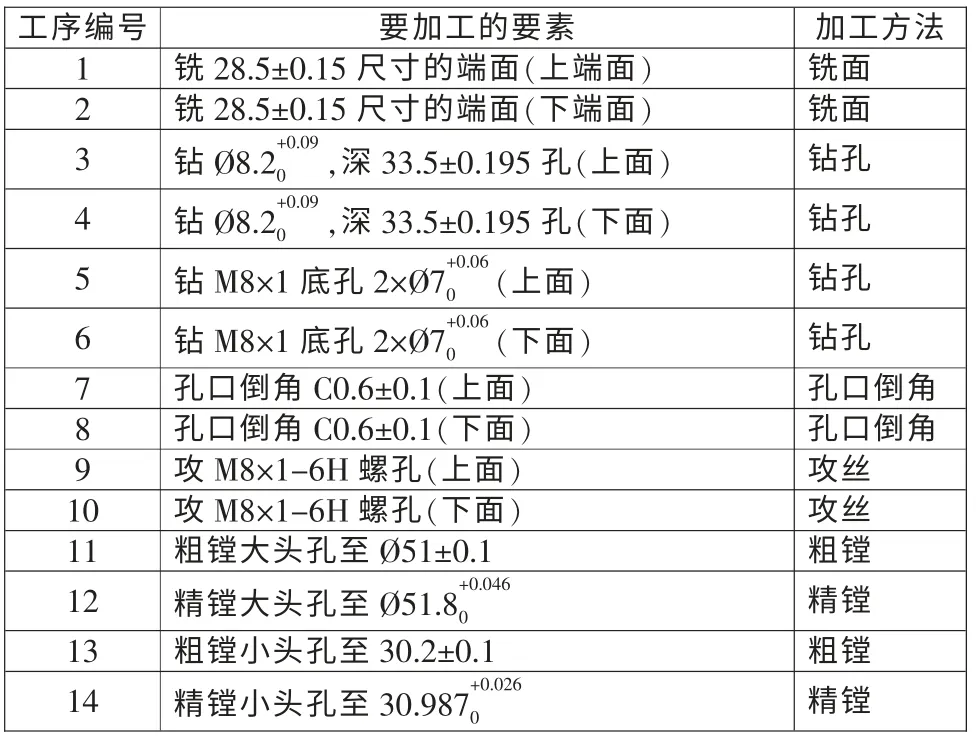
表1 连杆加工工序表
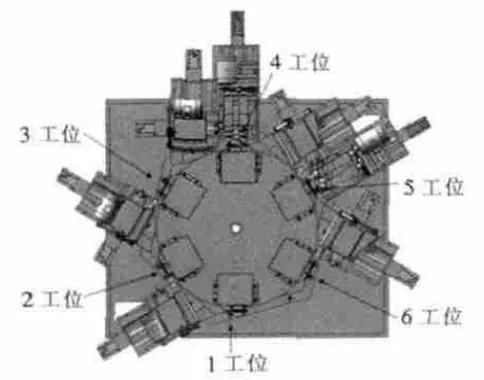
图2 加工工序工位布置图
转台座为正6 菱柱,在转台座的5 面菱上安装有支座,支座上安装2 个滑台和5 个十字滑台进行切削进给,滑台和十字滑台上安装动力头对零件进行切削加工(见图2、图4、图5)。
机床1 工位为装卸工位(见图2),工作者把加工好的零件从夹具上取下,再把工件正确的装夹到夹具上。一个零件在1 工位装夹好后,在圆转台上转一圈再回到1工位,零件的14 道工序就加工完成了。在对机床结构了解的情况下,我们来研究其几何精度。

图3 机床照片

图4 在外罩里拍摄的机床照片
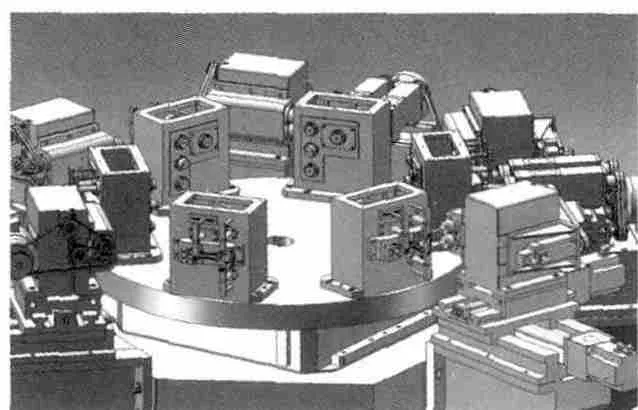
图5 机床模型
2 机床几何精度研究
机床的精度主要包括机床的几何精度、机床的定位精度和机床的切削精度。几何精度反映机床的关键机械零部件的几何形状误差及其组装后的几何形状误差,包括工作台面的平面度、各坐标方向上移动的相互垂直度、工作台面X、Y 坐标方向上移动的平行度、主轴孔的径向圆跳动、主轴轴向的窜动等。
2.1 转台部分
转台是加工的基础,60 度分度,六等分分度上安装夹具,六个夹具跟着转台旋转,通过固定的动力头对夹具上的连杆进行加工。所以对转台必须有等分精度、重复定位精度、平面度及端面跳动的要求。
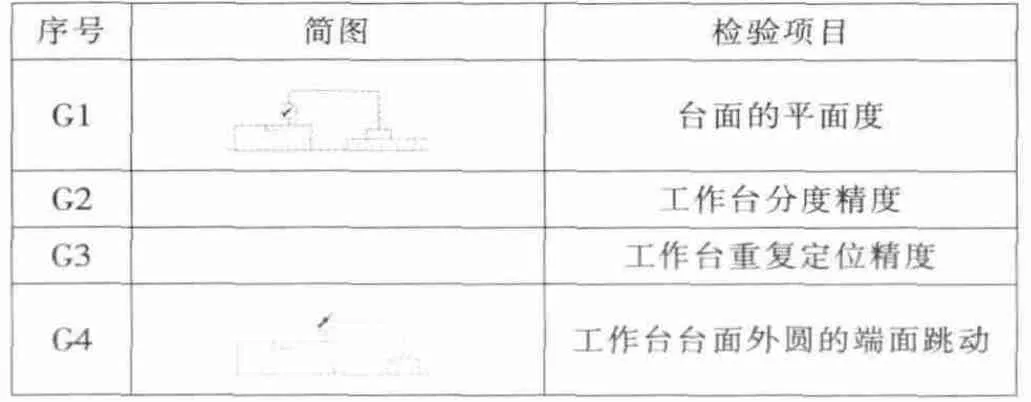
表3 转台
2.2 主轴
转台大面满足平面度要求,就可利用它为检测基面,对主轴精度及滑台、十字滑台精度及安装情况进行检测。
对于14 根动力头主轴,必须有跳动及平行度的要求。G5 主要是检测主轴与转台台面的平行情况;平行度G6 是检测进给时滑台移动与转台台面的平行。

表4 主轴
2.3 夹具
连杆的装夹是以锥销定位的,这样只要以一个镗头的主轴为基准轴,6 个夹具的连杆定位轴与该镗头主轴满足同轴度要求,且连杆支撑块正面与转台回转中心距离在允差范围之内,就能定义6 个夹具在转台上分布的位置度。

表5 夹具
2.4 双轴头
在夹具位置度已定义的前提下,再来定义双轴头与夹具之间的几何关系。由于双轴头与转台已有要求,我们只要定义双轴头与夹具的关系,就能满足加工要求。
双轴头与夹具有平行关系,夹具定位轴与镗头又有同轴关系,这样双轴头与镗头就能满足垂直关系。
2.5 两个镗头之间的关系
为了满足所镗大小孔之间的位置关系,两镗头之间还必须有平行要求。另外,镗头、夹具、滑台或十字滑台支座与台面,镗头支座与台面的几何关系等,本文不再加以叙述。
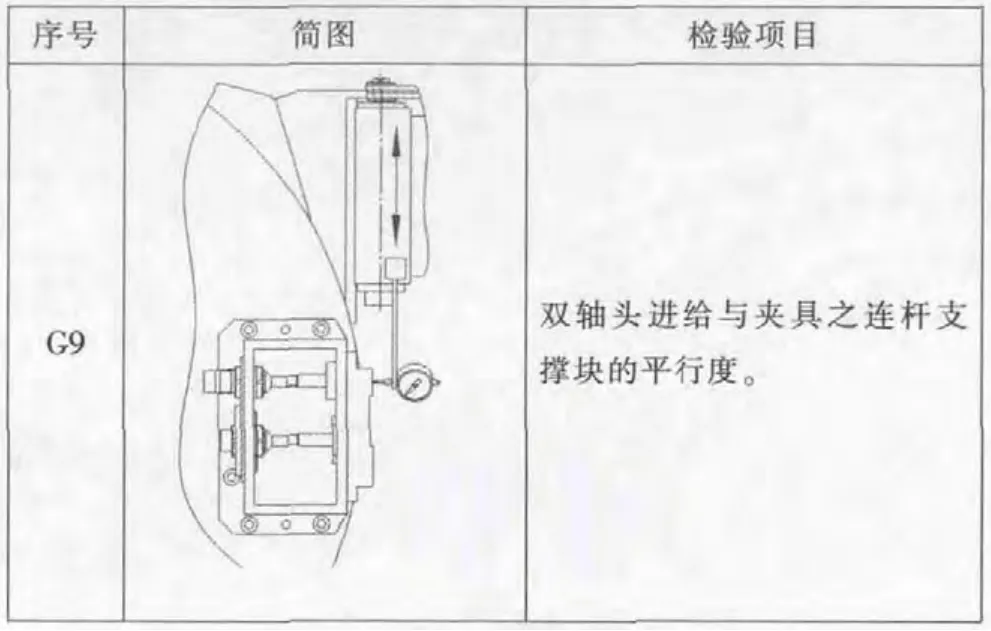
表6 双轴头

表7 镗头之间关系
机床全部检测是一项复杂的工作,对检测手段及要求也很高。它需要使用各种高精度的仪器,对机床的机、电、液、气等各部分性能及整机综合性能进行检测,最后才能对该机床得出综合结论。检测时应注意:①尽量减小检测工具与检测方法的误差;②应按照相关的国家标准,先接通机床电源对机床进行预热,并让机床沿各坐标轴往复运动数次,使主轴以中速运行数分钟后再进行;③几何精度必须在机床精调试后一次完成,不得调一项测一项,因为有些几何精度是相互联系与影响的;④机床还应实施负荷试验,以检验机床是否达到设计承载能力;在负荷状态下各机构是否正常工作;机床的工作平稳性、准确性、可靠性是否达标。
3 结束语
随着机床制造业的迅速发展,专用机床市场的竞争越发激烈,主要体现在效率、性价比和精度上。其中精度的提高是专用机床的发展最重要的成果。精度的竞争力一来依靠企业自身的制造能力,二来在于标准的制定并贯彻执行。新标准的实施对促进该行业的发展具有重要的意义。在多工位专用机床领域,标准的制定还处于萌芽阶段,等待我们去发掘。