轧钢厚板线浊循环水系统调试及改进措施
2014-01-20范学军
范学军
(重庆钢铁股份有限公司中厚板厂,重庆401220)
轧钢厚板线浊循环水系统调试及改进措施
范学军
(重庆钢铁股份有限公司中厚板厂,重庆401220)
主要介绍了重钢中厚板厂4100mm线浊循环水的系统组成及安装调试方法;针对系统运行中存在的问题,提出了改进措施,取得了良好的改进效果。
浊循环;水系统;调试;改进措施
1 概述
中厚板厂4100mm浊循环水系统分为轧机浊循环水系统和层流冷却浊循环水系统。轧机浊循环水系统是轧制线的设备直接冷却水,由能控轧钢水泵站供水,经现场设备冷却后,集中收集到旋流沉淀池沉淀后,由提升泵将水输送到能控轧钢水泵站。层流冷却浊循环水系统是层流冷却水通过冷却钢板从层流辊道的铁皮沟流进层流泵站再经处理循环使用,是厂内自循环系统。
2 系统介绍
2.1 系统概况
轧机浊循环水系统又分为中压浊循环水系统和高压浊循环水系统。高压浊循环水系统主要供粗、精轧机工作辊进行三段冷却。中压浊循环水系统主要供轧线辊道,粗、精轧机支撑辊,十一辊矫直机冷却水,加热炉水封槽用水,高压水除鳞系统用水。另外,在旋流沉淀池内安装了两台冲渣泵(一用一备)将水输送到原料切割线及现场进行冲渣(氧化铁皮);其工艺流程分别见图1、图2。

图2 层流ACC浊循环系统流程图
2.2 系统用水指标
用水指标如表1。
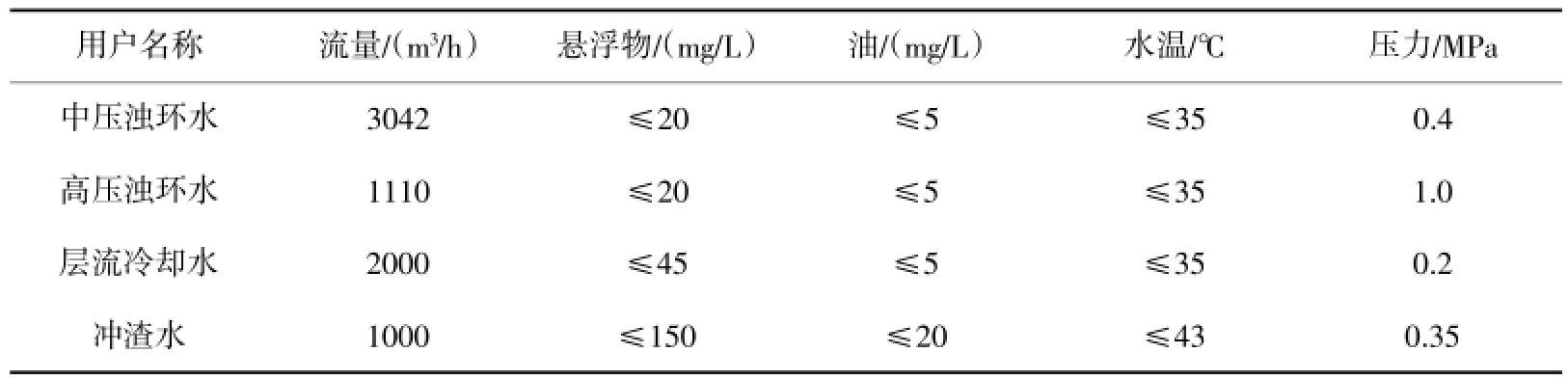
表1 用水指标
中压浊循环水的颗粒直径≤0.2 mm,而高压水除鳞系统用水要求颗粒直径≤0.15 mm,因此,在高压水除鳞泵前安装了自清洗过滤器,过滤精度≤0.15 mm,以满足系统要求。
2.3 主要设备及组成
旋流沉淀池水泵:设计共6台,其中4台提升水泵、2台冲渣水泵。提升水泵型号:400LB—30,扬程30 m,流量1327 m3/h,功率160 kW;正常工况:三用一备;冲渣水泵型号:350LB—35,扬程35 m,流量1000 m3/h,功率160 kW;正常工况:一用一备;为了加速沉淀,在旋流池的进水口投加了絮凝剂。旋流池沉淀的氧化铁皮用抓斗抓入脱水池经自然脱水后,再装入汽车送烧结厂作烧结原料,4100 mm产生的固体废物氧化铁皮:按年轧钢150万t的1.5%比例计,约2.25万t/a,这对环境保护、节能降耗,完成重钢从传统经济模式向循环经济模式转变都具有一定的意义。
3 系统调试
2009年8月中高压浊循环水系统安装完毕后,按照设计图纸及国家有关规范分区域、分段进行强度试验和严密性试验;系统清理:铁皮沟、旋流井、现场辊道下地沟施工完毕后,将杂物清理干净;旋流井水泵调试:一台一台调试,先调手动功能、成功后,再调自动功能。浊循环水试压后管道用洁净水进行冲洗,以出口的水色和透明度与入口处目测一致为合格,各用水点水压、水温、水量满足设计要求。
4 运行中存在的问题
2009年9月24日投入运行后,基本能满足现场生产需要,但在后来的生产运行中,发现存在如下4个问题。
问题(1)当时能控轧钢水处理站只向中厚板厂4100mm线供水,2010年热轧薄板厂(1780mm)投产后,由于两个厂的浊循环水在一个系统上,即使能控轧钢水处理站出口到1780mm和4100mm分别设计有阀,但DN800的阀在有压时经常关不住水,两个厂不可能同时检修,时常发生问题处理时,两个单位难以协调一致、停产现象时有发生。
问题(2)加热炉水封槽只有浊循环水一路水源,而浊循环水检修时有可能停水,加热炉水封槽水存在安全隐患。
问题(3)粗、精轧机工作辊三段冷却设备选型及安装位置都存在问题,可靠性差。
问题(4)旋流沉淀池问题:投产初期,没什么问题,但2010年随着产量的增加,生产节奏的加快,氧化铁皮沉淀不充分,再加上公司炼钢、轧钢片区的污泥处理系统的上清液(大多数情况下处理不充分)通过管道排入旋流沉淀池,使水质更差,氧化铁皮及泥含量较大:水泵运行3~4个月,叶轮、叶片被磨损穿孔、套管破裂,叶轮密封环和导轴承及轴套严重磨损,需定期更换,检修更换备件较多,立式长轴泵检修劳动强度非常大,检修周期短,检修维护费用高,致使设备运行和检修存在很大矛盾,存在事故隐患,事故时间时有发生,供水安全得不到保证,甚至直接影响生产。2012年厂里根据工艺要求,市场需要,又要在粗精轧机之间,新增加中间水冷装置,最大瞬时流量达1200 m3/h.
5 改进措施
针对以上存在的问题,我们分别进行了改进。
问题(1)的解决:针对和热轧薄板厂(1780mm)共用中压浊循环水问题,在进入4100mm热轧区域的¢ 730×10的主管道上利用设备检修较长的时间,增加Dg700的手动阀、电动阀,以便检修时,可以通过两道系统闸阀的双重作用,在不影响能控轧钢水处理站和1780mm正常运行的情况下,准时停产施工。同时在中压浊循环水系统局部低点又增加了DN200、DN125、DN80、DN50等放余水阀,提高管道系统的排水速度,提高效率。
问题(2)的解决:加热炉生产时水封槽水不能停,而有时检修时,轧机现场又必须停中压浊循环水,针对这种情况,我们利用检修天时间,分别在距三个加热炉不远的净循环水管道上,引一备用水源,接到水封槽前面的中压浊循环水管道上,这样,在停中压浊循环水时,关闭原中压浊循环水阀,把备用阀打开,满足生产要求;在恢复中压浊循环水供水时,将备用水源的闸阀关闭,中压浊循环水阀打开。因该用水点水量很小,而且,使用时间相对较短,不会打破供水系统各子系统水量的平衡。
问题(3)的解决:粗、精轧机工作辊三段冷却使用的是高压浊循环水1.0 MPa,中间为一段,两边为一段,分别用电动调节阀控制;由于阀门设在轧机牌坊四周通廊内,潮湿、淋水,可靠性差,在处理事故及检修时,非常不方便,处理时间较长;经过一段时间的使用,重新选型为气动调节阀,且安装在相对干燥、环境好、日常巡检和交接班都比较容易看到,易维护检修的位置,设备运行的可靠性大大提高,事故时间也大大降低,
问题(4)的解决:旋流沉淀池水泵的改造。针对旋流沉淀池4台提升水泵存在的设备隐患及安全运行方面存在的问题,考虑未来扩能的需要,我们对设备进行了两套改造方案。方案一是在原有的基础上,增加一台新泵,通过增加水泵的运行台数来实现解决问题,方案二是将4台泵进行重新选型改造:通过增加每台泵的流量来满足系统的需要。通过方案的可行性研究、两个方案的比选,决定使用方案二,将原水泵400LB—30,扬程30 m,流量1327 m3/h,功率160 kW;改为水泵450LB—30,扬程30m,流量2000 m3/h,功率250 kW;经设计计算,出口管道在经济流速内,出口DN450的手动阀、电动阀、止回阀利用原来的不变;同时也改变了叶轮、导叶体的材质增加耐磨性,使检修周期由原来的四个月延长为六个月。在2011年9月设备中修时,对1#、2#泵进行了改造,将立式提升水泵的安装通孔由¢700扩为¢750,同时,对地脚螺栓及基础底座重新进行了设计、制造、安装,充分利用原来的设备备件,对电器线路及控制装置进行了改造。在2012年8月设备中修时,对3#、4#泵、进行了同样的改造,这样,分两次完成了改造任务。
6 改造效果
通过近两年的运行,改造后经济效益可观。旋流沉淀池设备基本杜绝了事故,提升水泵运行完全可以满足要求,对安全生产运行起到保障作用;同时也节约了大量的检修费用、满足扩能后的用水要求。浊循环水系统与1780mm完全可以分离,运行的可靠性大大提高,处理事故或检修完全可以自己控制,不受外界影响。粗、精轧机工作辊三段冷却的改造,提高轧机的板形控制能力,对提高重钢产品形象,满足用户需求都有一定意义。
Commissioning of Turbid Circulating Water System of Heavy Plate Rolling Line and Improvement Measures
Fan Xuejun
(Medium-Heavy Plate Plant of Chongqing Iron and Steel Co.Ltd.,Changshou,Chongqing 401220,China)
The system configuration and installation commissioning method of the turbid circulating water system of the 4100mm medium-heavy plate production line at Chongqing Steel are presented.Improvement measures were put forward regarding existing problems during system operation,which has achieved better results.
turbid circulating;water system;commissioning;improvement measure
TQ085
B
1006-6764(2014)09-0059-03
2014-05-21
范学军(1965-),男,工程硕士,高级工程师,1987年毕业于包头钢铁学院,现从事设备及动力专业技术工作。