机械手模型的PLC控制系统设计
2013-12-29张珊李志乾邓福军
摘 要:利用S7-300系列PLC对机械手进行控制,详细阐述了系统的主回路和控制回路工作原理以及接线图。
关键词:机械手 PLC S7-300 主回路 控制回路
中图分类号:TP273 文献标识码:A 文章编号:1672-3791(2013)06(c)-0069-02
机械手是随着工业机械化、自动化而发展起来的一种装置,具有结构简单、运动迅速、可靠性高、节能环保的特点,目前已经在各行业得到了广泛应用[1]。应用PLC控制机械手能实现各种规定的工序动作,不仅可以提高产品的生产效率,而且对保障人身安全,改善劳动环境,减轻劳动强度,提高劳动生产率,节约原材料消耗以及降低成本,有着十分重要的意义[2]。
本文中,我们提出了一种简单、可靠的基于S7-300系列的PLC机械手控制系统,实现了物件的取放、上下、左右、旋转过程。PLC简单易学,相对于C语言易于掌握,对技术人员的要求也一般。本文介绍的基于德国西门子S7-300系列PLC设计的机械手控制系统。
1 机械手的工作过程
开始运行后,机械手如果不在初始位置上,单相异步电动机开始运转(横轴向手抓方向移动,竖轴向上移动),归位后首先横轴电动机工作,横轴前伸;前伸到位后,手爪电动机得电带动手爪转动;当传感器检测到限位磁头时,电动机停止,PLC控制电磁阀动作,手张开;延时一段时间,竖轴电动机工作,竖轴下降;下降到位后,电磁阀复位,手爪夹紧;延时过后,竖轴上升,同时横轴缩回,地盘电动机带动地盘旋转;当横轴、竖轴、地盘都到位后,横轴前伸;到位后手爪旋转,然后竖轴下降,电磁阀动作,手爪张开;延时后竖轴上升复位,然后开始下一周动作。
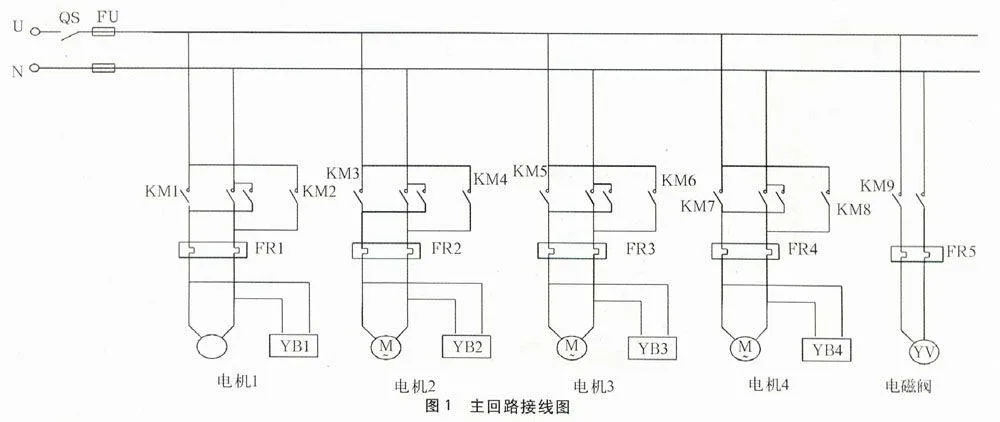
2 主回路工作原理及接线图
本文中总共用到了四台电机,他们分别完成机械手横轴的左右移动,机械手竖轴的上下移动,机械手爪的180度旋转运动,以及机械手立柱的270度旋转运动,在此都选用单相交流异步电动机。并且由于机械手无论是横轴的运动,竖轴的运动,手爪的旋转以及立柱的旋转都用到了往复运动,因此每台电机都能很好的实现正反转功能。
电机1控制机械手的左/右移动;电机2控制机械手的上/下移动;电机3控制手爪的旋转;电机4控制机械手立柱的旋转。
按下启动按钮,第一步,按下右移动按钮,控制机械手右运动的电机1的主触点KM1得电,电机运转,机械手运动到相应位置后,碰到行程开关,KM1线圈失电,主触点KM1断开,电机停止运转。第二步,按下机械手手爪旋转按钮,电机3主触点KM5得电,手爪转动,转动到相应位置后,碰到行程开关,KM5线圈失电,主触点失电,电机停止转动。第三步,按下电磁阀控制按钮,电磁阀控制气缸动作,手爪张开。第四步,按下手动下降按钮,电机2主触点KM3得电,机械手向下运动,当运动到指定位置后,KM3线圈失电,从而主触点失电,机械手停止运动。第五步,按下电磁阀控制按钮,电磁阀控制气缸动作,手爪夹紧。第六步,按下手动上升按钮,电机2主触点KM4得电,电机运转,当机械手运动到相应位置后,碰到行程开关,KM4线圈失电,电机主触点失电,电机停止运转。第七步,按下立柱旋转按钮,电机4主触点KM7得电,电机运转,立柱旋转到指定位置后,碰到行程开关,KM7线圈失电,电机主触点失电,电机停止运转。第八步,按下手动左移按钮,电机1主触点KM2得电,电机运转,当机械手运动到相应位置后,碰到行程开关,KM2线圈失电,电机主触点失电,电机停止运转。第九步,按下返回原点按钮,机械手返回原点。如图1所示。
3 控制回路工作原理及接线图
3.1 控制回路工作原理
由于机械手的上升/下降等运动有必要的位置限制,利用行程开关可以控制机械设备的位置及其可以起到限位保护的作用,因此在本题中将会用到大量的行程开关。如机械手的上升/下降限位开关;机械手的左移/右移限位开关;机械手的手爪的90度旋转、180度旋转限位开关;机械手立柱的90度旋转、180度旋转、270度旋转限位开关。综上所述,行程开关一共需要9个,相应的输入点数就是9个。
机械手的操作方式分为手动操作和自动操作两种。控制按钮的设计就是为了满足机械手手动操作和机械手控制系统的调试而设计。例如机械手的上升/下降;机械手的左移/右移;机械手的夹紧气动电磁阀的输入;光电传感器的输入端;手爪的旋转运动;立柱的旋转运动;还有一个单刀四掷开关;停止/启动按钮;机械手的返回原点按钮。控制按钮和一些其他的输入量总共需要17个输入点数。综上所述,总的输入点数为26个。
输入端进行控制作用,输出端进行信号和动作的输出。例如,当机械手处于手动操作方式下,当按下右移按钮,相应的机械手应该向右移动,即为输出。输出有机械手的左移/右移;机械手的上升/下降;手爪的正向转动/反向转动;立柱的正向转动/反向转动;机械手手爪的夹紧动作;原点指示灯;有工件指示灯,共计11个输出点数。
我们在此选择西门子的S7-300系列。S7-300PLC功能强大、速度快、扩展灵活,具有紧凑的、无槽位限制的标准模板式结构。电源模板PS307输出DC 24V[3]。
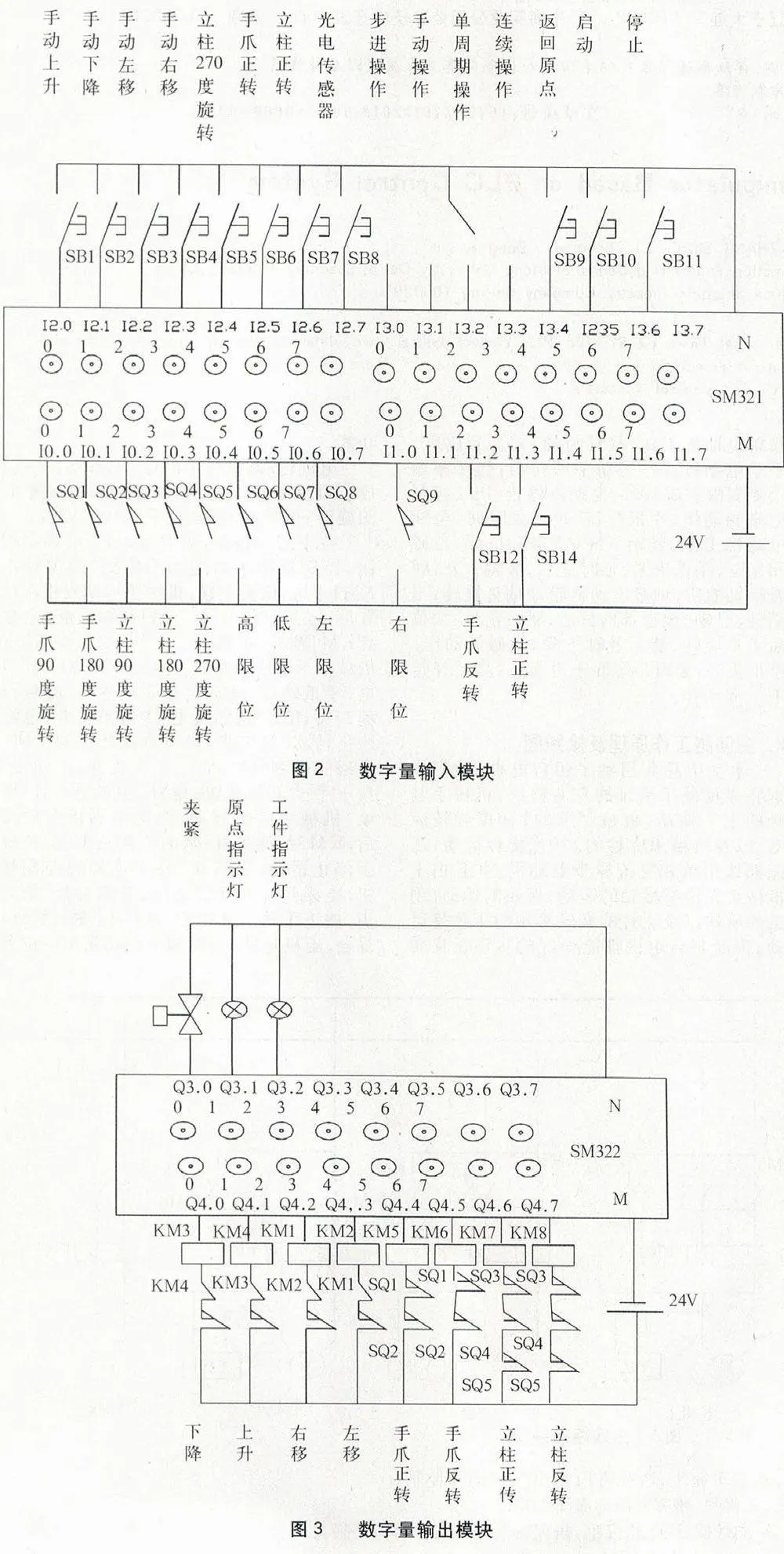
3.2 数字量输入模块与数字量输出模块
在本文中,我们已经了解到输入总点数为24点,为直流24 V。所以在S7-300的信号模板中我们选择数字输入量模块SM321:DI 32*24V DC;我们输出点数为11点,选用数字输出量模块为SM322:DI 16*24V DC。如图2、如图3所示。
4 结语
在机械手的设计与控制研究中,本文介绍了一种PLC的机械手控制系统,对其主回路和控制回路进行了详细介绍,其工作可靠,灵活,而且电路结构简单,可操作性强,各种工作方式可以自动切换。
参考文献
[1]王亮,李虹.PLC对机械手的定位控制[J].机械工程与自动化,2012(4):135-137.
[2]周鸿杰,骆敏舟,李涛,等.基于PLC的工业取料机械手系统设计[J].工业仪表与自动化装置,2010(3):50-57.
[3]常晓玲,何大庆,姚永刚.电气控制系统与可编程控制器[M].北京:机械工业出版社,2004.