内孔量具的设计
2013-12-23周琳周静杨砚青
周琳, 周静, 杨砚青
(1.豫西工业集团有限公司军品分公司工艺技术部,河南 南召474678;2.重庆理工大学,重庆400050;3.南阳市红阳冲压有限公司,河南 南召474678)
1 引 言
我公司有一产品在机械加工过程中,局部简图如图1所示。它内腔尺寸由入口向里逐渐增大,并且该产品图纸要求保证尺寸33±0.3mm。
2 问题的提出
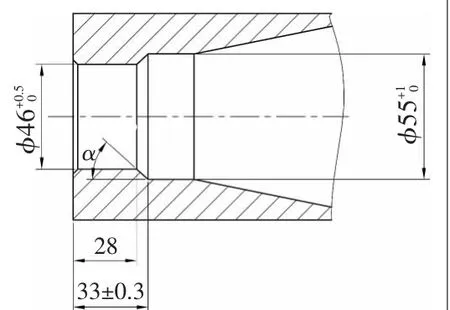
图1 产品局部简图
图1 产品中尺寸33±0.3mm 的一边界为圆锥与圆柱部的交点即尖点,而尖点的位置不易控制,所以此长度尺寸不易测量和控制,这也成为制约该产品批量生产的一个难点。
3 分析和设想
通过对图1 进行认真分析,我们得出以下几个观点和设想:
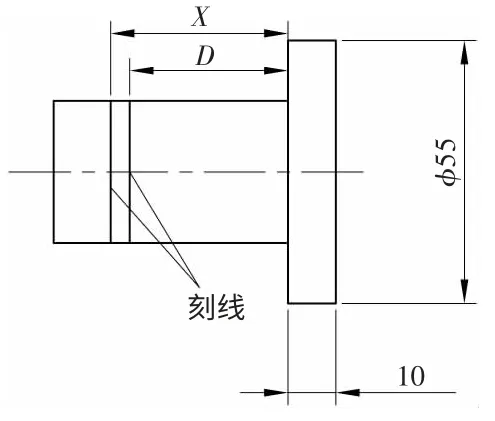
图2 量具简图
(1)可利用圆柱部尺寸φ55+10 来控制尖点的位置,其量具简图见图2。它的难点有两个:一是圆柱部直径尺寸φ55(腔体内部)大于口部直径φ46+0.50 ,这就需要解决所设计量具的测量部分能顺利进入腔体内的问题;二是检验人员不易判断产品端面是否在刻线范围内。

4 量具的设计
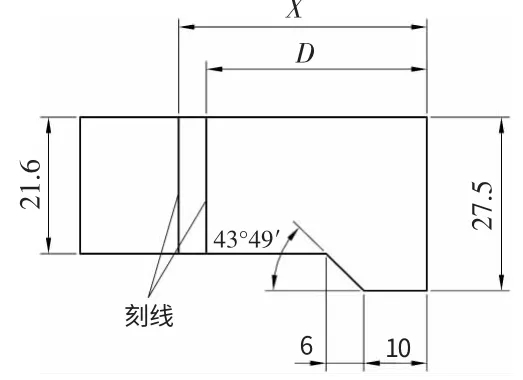
图3 量具简图
针对以上的分析,我们对图1 又进行了认真细致的分析,在总结过去经验的基础上,充分利用初步分析的意见和建议,特设计了图4 所示的量具。图4 中,量具是利用圆柱部直径尺寸φ55+10和尖点处的角度来共同控制尖点的位置。测头简图见图5,它的外圆直径尺寸为φ55,只采用圆柱的一部分,角度设计为43°49′±10′。对于测头进入腔体内这个问题,我们采用了一个办法,测头与测量杆的接触部分能活动,即测头能在测量杆上灵活转动来解决。测量杆上与测头连接处简图见图6,测头和测量杆的接触部分利用铆钉铆合。对于产品的端面边界是否在量具的刻线范围内判断难问题,我们采用了以下办法:设计一个套管,见图7。测量时,让该套管中的一个台阶面与产品的端面靠紧,这时看测量杆上的刻线是不是在套管上两刻线之内,以此来判断尺寸33±0.3mm 是否合格。测量杆上的刻线是利用对板来刻线的。
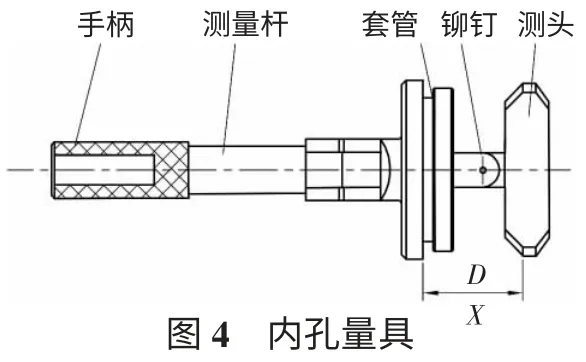
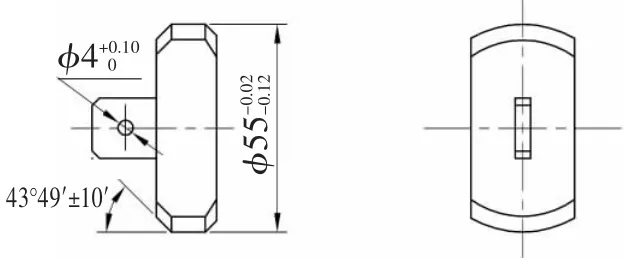
图5 测头箱图

图6 测量杆上与测头连接处简图

图7 套管
5 量具的使用步骤
图4 中,量具的工作原理和使用步骤为:将测头倾斜进入到产品腔体内部,使套管台阶端面与产品的口部端面对齐,利用套管的φ46-0.2-0.3圆柱部为基准定位,然后拉动测量杆,使测头慢慢直立,直到测头完全直立,与尖点处完全吻合,这时看测量杆上刻线是否在刻线范围内,以此来判断尺寸33±0.3mm 是否合格。
我们通过分析问题和解决问题,最后设计出来的量具在生产实践中使用效果很好,为该产品的批量生产解决了一大难题,为顺利完成该产品任务做出了贡献。
