数控机床刀具磨损状态特征参数提取*
2013-12-23高鹏磊库祥臣
高鹏磊,库祥臣
(河南科技大学 机电工程学院,河南 洛阳 471003)
0 引言
在金属切削加工中,刀具磨损状态的监测不仅影响加工零件的质量和生产效率,而且也是降低生产成本的重要途径之一。在传统切削加工过程中,刀具磨损、破损状态只能依靠操作人员通过切削声音、切屑颜色和切削时间等来判断。这种判断方法主观性较强,不可避免的存在两个问题:①如果刀具磨损量低于磨钝标准但已经被卸下,则没有充分利用刀具而带来浪费,增加加工成本;②如果刀具已经发生磨损或破损而没有更换刀具,则会影响加工表面质量和尺寸精度,甚至损坏机床[1-2]。
到目前为止,关于刀具磨损监测的方法主要有:振动法、声发射法、电机功率电流法、切削力法、光学法、图像法、表面粗糙度法、光学法等[3]。其中振动信号目前被认为是对刀具磨损、破损敏感度非常高的一种特征信号。在切削加工过程中,磨损及损伤程度不同的刀具与工件刃部侧面摩擦,将会产生不同频率结构、不同强度的振动信号,因此振动监测也是磨损监测的有效方法之一[4]。
1 特征提取
振动信号具有瞬态性和随机性,属于非平稳信号,因此使用传统的傅里叶变换不适合振动信号的分析。小波分析具有同时在时域和频域表征信号局部特征的能力,比较适合用于分析含有瞬态信息的振动信号。本文通过对小波包分解理论的理解,以振动信号的小波包分解系数来表征信号的能量,利用提取信号主要能量频段内统计特征值的方法,实现了对刀具磨损状态的分析。
小波包分析是从小波分析延伸出来的一种对信号进行更加细致的分解和重构的方法,是目前非平稳随机信号分析最有力的工具。它的特点是对信号进行变时窗分析,即对信号中的低频分量采用较宽的时窗,对高频分量采用较窄的时窗[5]。这个特点使得小波包分析在时域和频域同时具有良好的局部分析特性,非常适合用来分析振动信号[6]。
1.1 小波包分解
小波基定义如下:
设Φ(t)是函数空间L2(R)(平方可积的实数空间,即能量有限的信号空间)中满足容许条件的一个函数:


其中,a 称为尺度因子或伸缩因子,b 称为平移因子,a,b ∈R,且a ≠0。
从信号滤波的角度讲,正交小波包分解是将待分解信号通过一个低通滤波器L 和一个高通滤波器H 分别进行滤波,分解后得到一组低频近似信号和一组高频细节信号,并且同时对低频和高频信号一直分解下去。随着分解级数的增加,频率段划分越细,并能够根据被分析信号的特征自适应选择响应的频段,使之与信号频谱相匹配,从而提高时频分辨率,具有广泛的应用价值[7-8]。图1 是三层小波包分解结构图,X 是原始信号。
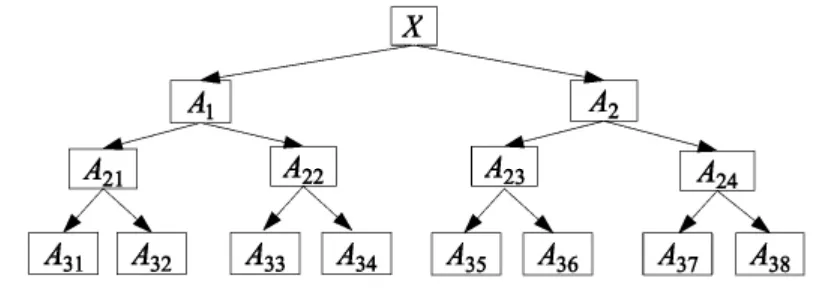
图1 三层小波包分解结构图
1.2 数据采集
实验选取采集卡型号为ADLINK PCI-9221,16 通道输入,最高采集频率250K。采集流程图如图2 所示。
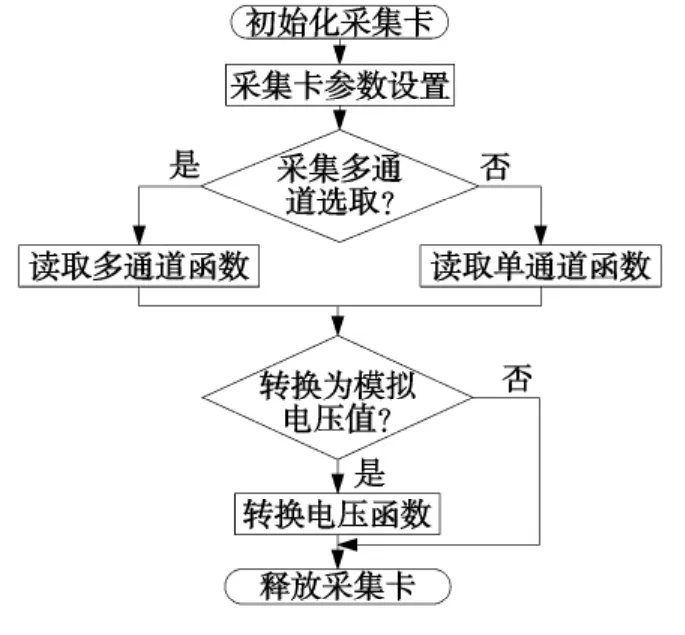
图2 数据采集流程图
图中采用Register_Card 函数初始化采集卡;采用AI_9221_Config 设置采集卡的触发方式等;采用AI_ContReadChannel 设置采集卡的通道、幅值、数据长度等;采用AI_ContVScale 把采集的数据转换为十进制数, 方便数据显示和处理; 最后采用Release_Card 释放采集卡。
采集频率设置函数AI_9221_CounterInterval(CardNumber,ScanIntrv,SampIntrv),其中CardNumber为采集卡编号,设置为0;ScanIntrv 为扫描间隔时间,最小值设置为160;SampIntrv 为采样间隔时间,最小值设置为160,且ScanIntrv 大于等于SampIntrv。本实验设置采集频率为25K,SampIntrv 参数设置为160,ScanIntrv 参数设置为1600。
1.3 实验条件和软件
实验在数控车床上进行,工件材料为45 号钢,刀具材料为硬质合金刀片,主轴转速为800r/min,进给速度为0.25mm/r,切削深度为0.6mm,切削环境为不加切削液。振动传感器选用型号为朗斯LC0103(T),安装在车刀的刀杆上,数据采集卡选用ADLINK PCI-9221。系统软件采用C ++ builder2010和matlab7.0 混合编程,数据采集和数据分析界面界面如图3 所示。从图中可以看出采集分析界面不仅可以采集实时信号,而且还可对采集后的信号进行时域分析、频域分析、小波包分解等。
图3 采集和分析界面
根据刀具磨损量的不同,实验分为新刀和磨损两种状态。在两组状态下分别采集数据,获得新刀和磨损状态下的刀具振动信号如图4 所示。从图4 中可以看出在刀具磨损状态下刀具的振动幅值有明显的增加。

图4 刀具的振动信号
1.4 特征频段能量提取
理论上对实测的瞬态冲击信号和随机信号等非周期信号不能按傅里叶级数展开,但可在频域上用功率谱密度函数加以描述[9]。功率谱密度函数是在频域中对信号能量或功率分布情况的描述,它可由相关函数的傅里叶变换求得,也可以直接用FFT 分析技术来获得,目前多采用FFT 分析技术直接计算功率谱,公式如下所示:

由Parse-va 定理可知,时域计算信号的能量与频域计算能量是一致的。即

采用db4 对信号进行4 层小波包分解,按照公式(3)分别计算新刀状态和磨损状态振动信号的功率谱,再按照公式(4)计算能量,各个频段能量如图5所示。
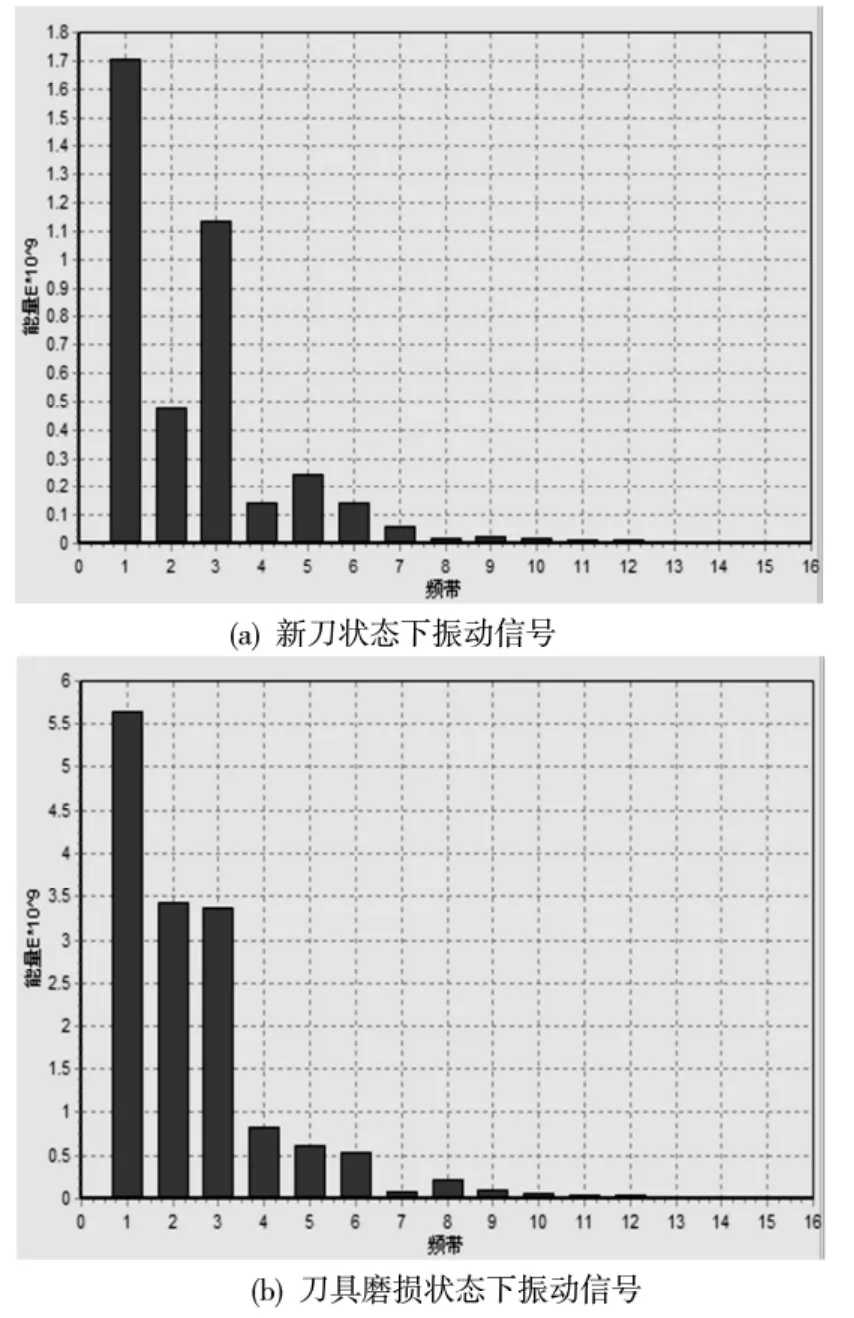
图5 小波包分解各个频段能量
从图中可以明显看出两种状态下刀具磨损能量主要集中在前6 个频段,其他频段的能量非常小,考虑到输入特征量过多会增加计算量和刀具磨损状况的识别时间,因此只选择前六个频段的能量构成特征向量E,即:

前六个频段的能量值如表1 所示。

表1 4 层小波包分解前6 个频段能量值
2 结束语
小波包分解不仅可以分解低频信号,而且还能对高频信号进行分解,因此小波包分解是分析振动信号的理想方法[10]。实验表明,通过小波包分解提取的不同频带的能量信息可以正确反映刀具磨损与振动信号能量之间的关系。通过监测不同频带能量的变化,可以判别刀具磨损状态,进一步为刀具磨损补偿奠定了良好的基础。
[1]黄遂,陈洪涛,傅攀,等. 数控车削加工过程的刀具磨损动态监测[J]. 机械设计与制造,2010(2):191-193.
[2]贾吉林,杨红丽. 数控机床刀具磨损在线监测建模与研究[J]. 现代制造技术与装备,2009(5):1-2.
[3]蒙斌. 数控机床刀具磨损与破损的声发射监测法[J].机械工程与自动化,2010(6):131-132.
[4]黄民,刘秀丽,谢厚正. 高档数控机床刀具磨损故障监测方法及实验系统[J]. 北京信息科技大学学报,2012,27(1):16-21.
[5]杨建国. 小波分析及其工程应用[M]. 北京:机械工业出版社,2005.
[6]曾祥超,陈捷. 数控机床刀具磨损监测实验数据处理方法研究[J]. 机械设计与制造,2009(1):213-215.
[7]张锴锋,聂鹏,王东磊,等. 小波分析在数控刀具磨损状态监测中的应用[J]. 测控技术,2009,28(2):3-6.
[8]谢秀娴,付攀,曹伟青. 声发射和小波包分解技术在刀具磨损状态中的应用[J]. 中国测试技术,2006,32(2):40-42.
[9]佟徳纯,姚宝恒. 工程信号处理与诊断[M]. 北京:科学出版社,2008.
[10]黄遂. 切削加工过程中刀具磨损智能监测与切削力预测技术研究[D]. 西安:西南交通大学,2010。
