基于WEB 的数控机床监控系统的设计与实现*
2013-12-23苏宪利郑一麟
苏宪利,郑一麟
(1.渤海大学 信息科学与技术学院,辽宁 锦州 121013;2.中国科学院 沈阳计算技术研究所,沈阳
110068)
0 引言
基于Web 的数控机床远程监控系统,是一种以Internet 为基础、以B/S 模式为架构完成对远程数控机床进行监测和控制的软硬件结合的应用系统,该应用系统可以通过Web 页面实现对远程机床的运转情况进行监测、对CNC 系统进行操作、对机床故障进行诊断和分析。
近年来,国外的高档数控机床一般都配备了一套远程的故障诊断和支持系统[1],如西门子、AB 等公司都为各自相应的高档数控机床提供了远程支持服务,但这些服务的价格偏高,且服务软件的体系结构一般为C/S 结构,对客户端的软硬件条件要求较高,所以在国内市场的接受程度较低。
本文针对我国高档数控机床提供了一套基于Web 的远程监控系统,该系统通过无线传感器网络、汇聚节点和Web 服务三部分的协同工作,为用户提供了数控机床的远程监控和故障诊断服务。
1 整体结构设计
本系统的开发是为了使用户能够在远程监测机床的运转状况、能够控制机床操作和对机床的故障进行诊断,所以本系统从结构上由数据采集节点、汇聚节点、工业以太网、数据库服务器、Web 专家系统和CNC 系统组成。系统的总体结构图如图1 所示。
无线采集设备(无线传感器等)的数据通过Zigbee 无线网络传送至汇聚节点,有线采集设备的数据通过工业现场总线传送至汇聚节点,汇聚节点对数据进行格式处理后通过工业以太网存入数据库服务器。Web 专家系统在远程浏览器端发出Web 访问请求,通过Internet 网络发送至Web 服务器,Web 服务进程进行请求分析和响应,对浏览请求,调用页面业务逻辑访问数据库服务器,产生页面发送至浏览器端。对控制请求,Web 服务进程调用控制业务逻辑通过工业以太网传送控制命令到CNC 系统,完成对机床的控制操作,达到系统的控制目的。

图1 系统总体结构图
系统从功能上划分为三部分:数据采集模块、汇聚节点处理模块和Web 服务模块,系统的功能结构图如图2 所示。数据采集模块完成机床运转状态数据的采集和现场视频数据的采集。汇聚节点处理模块完成采集数据的处理、传输和存储。Web 服务模块完成Web 服务的提供和管理,完成控制命令向CNC 系统的传送。
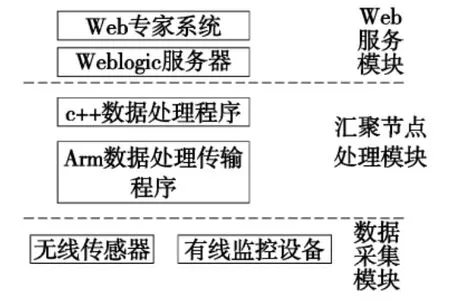
图2 系统功能结构图
2 数据采集模块设计
数据采集模块由无线传感器、有线监控设备两部分组成,无线传感器采用了ZigBee 近距离无线通信协议,芯片采用了低功耗的8 位微控制器CC2530,CC2530 支持IEEE 802.15.4 标准,还支持ZigBee PRO 网络、ZigBee RF4CE 远程控制和监控等一系列的应用。当前大多数数控机床系统中使用传统的有线传感器网络[2],将各种传感器通过有线方式与汇聚节点连接起来。这种方式使硬件的设计变得简单,但是在搭建传感器网络的过程中,缠绕机床床身的线缆会使机床的美观性下降,同时也增加了布线的难度[3],无线传感器就是应用于机床中不适合安装有线的环境,如机床主轴温度检测,为了防止主轴温度过高必须由人工定期进行主轴油的添加,通过在主轴内部安装无线传感器来监测主轴的温度,解决了主轴温度监测需要人工实时干预的问题。有线监控设备主要是指高清摄像头,通过摄像头对机床的运转实况进行实时监测,监控数据通过现场总线传送给汇聚节点,汇聚节点对数据处理后上传至数据库,Web 服务模块通过访问数据库为Web 专家系统提供实时监测图像,真实反映现场情况。
3 汇聚节点处理模块设计
汇聚节点处于星形网络的核心位置,需要对所有的数据包进行转发,为了最大限度满足它的工作需求,汇聚节点采用USB 直流电源供电。处理器采用基于ARM Cortex-M3 内核的微控制器STM32F103[4]。汇聚节点的功能由两部分组成,一部分完成采集数据的格式处理,把数据转换为汇聚节点能够识别的数据格式。另一部分完成数据的传输和存储,数据在传输前进行封装,产生UDP 数据包上传。这些功能均由ARM 实现。
3.1 格式转化功能的设计
本模块涉及到的数据格式有两种,第一种是由无线传感器传输的ZigBee 协议的数据,第二种是由有线监控设备产生的数据,数据到达汇聚节点后进行数据格式的重新封装,封装后的数据为上行数据,格式为可变长数据格式。格式的结构如表1 所示。
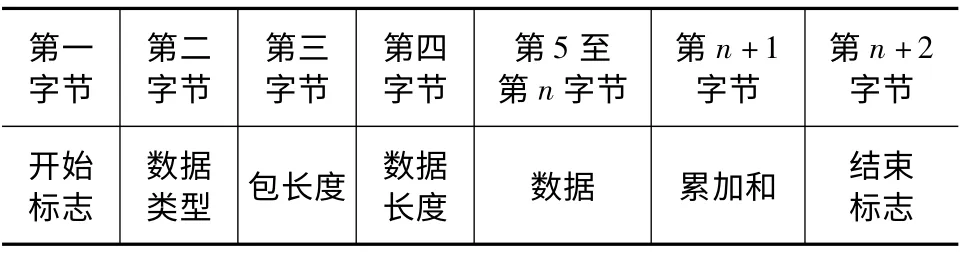
表1 上行数据格式
3.2 数据传送功能的设计:
本部分功能完成了标准数据格式到UDP 数据包的封装过程,封装后的数据包通过Socket 处理服务进程写入数据库服务器。此部分工作的流程图如图3 所示。
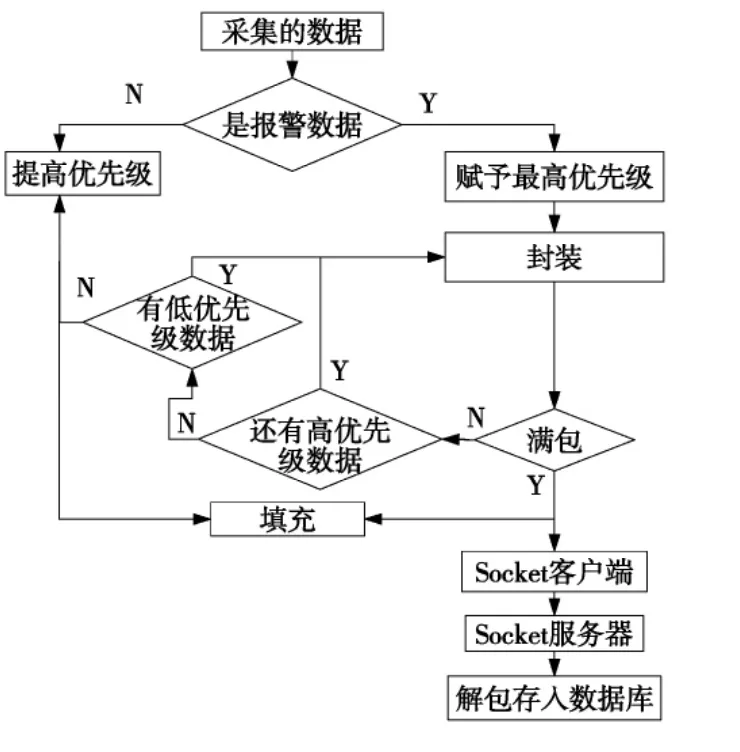
图3 数据传送功能流程图
由于需要处理的数据量很大,本系统引入了优先级机制来区分对待报警数据和非报警数据,报警数据需要优先传送,因此在数据封装过程中采用了动态优先级可抢占调度算法,数据的优先级从等待时间和紧急性两个角度进行动态的调整。对于报警数据赋予最高优先级,对于其它数据使用了随时间增长而提高优先级的策略。当一个数据到达时先判断数据的类型,报警数据立即赋予最高优先级,进行封装,如数据大小已达到满包标准,立即发送。否者查看是否有其它最高优先级数据,如有继续封装,并提高等待时间长的低优先级数据的优先级,如没有则查看是否有低优先级数据,有则封装打包,没有则填充至满包发送。这种调度策略保证了系统即具有很高的实时性,又有一定的公平性,数据打包完成后,使用多线程和Socket 通信机制[5],完成了数据的上传工作,上传数据由Socket处理服务进程存入数据库。
4 Web 服务模块的设计与实现
Web 服务模块由三部分组成,数据库服务器、Web 服务器和Web 专家系统,该模块实现了Web 专家系统通过浏览器对远程机床进行监控的功能。
4.1 Web 服务模块的原理
本模块的设计采用了B/S 架构和分布式数据库的设计模式,Web 服务器采用了WebLogic 软件,数据库采用了Oracle11g,开发框架为S2SH,开发技术为Java+Ajax。
B/S 架构是一种瘦客户端的设计模式[6],极大的减轻了客户端的负担,使用者只要能接入互联网就能方便的访问B/S 系统,对客户端硬件条件要求极低,使用者可以通过手机、PC 机和移动终端等设备接入互联网使用本系统,随时随地的监测机床的运行情况,并根据实际需求及时发送控制命令。因而提高了系统的实时性和可靠性,方便了用户的使用。
S2SH 框架中Struct2 提供了控制器的功能[7],Spring 提供了容器的管理功能,Hibernate 提供了数据库的管理功能。本模块的功能结构与S2SH 框架的映射关系如图4 所示。
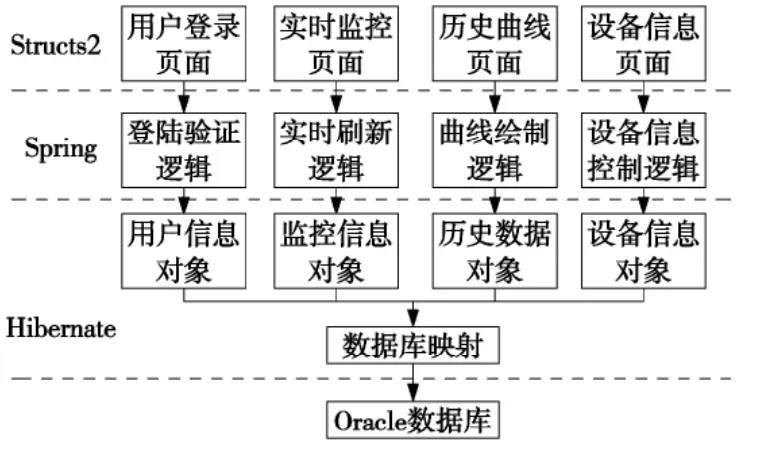
图4 web 模块功能映射图
本模块中的页面请求由Struct2 进行接收,接收后调用业务逻辑进行处理,业务逻辑使用相应的对象完成数据操作,对象操作与数据库操作的映射由Hibernate 完成。
本模块中用户向Web 服务器发出请求后[8],数据的传送需要实时进行,B/S 结构中实时刷新会产生页面的闪动,因而本系统采用了Ajax 技术解决页面闪动问题,Ajax 技术使用异步请求技术[9],由Ajax 发出数据请求,服务器端进行数据响应,传回客户端,实现了局部数据的实时无刷更新。即提高了实时响应的时间,又改善了用户界面的视觉效果[10]。
本模块的另一个功能是把页面产生的控制命令发送给CNC 系统,控制命令为下行命令,命令格式为固定长度数据,命令格式结构如表2 所示。

表2 下行命令格式
4.2 Web 服务模块的实现
实时监测页面实现了机床运转情况的实时监测功能,该页面通过调用实时数据处理逻辑完成对页面的刷新。该逻辑主要是使用了Ajax 技术与前台进行异步通信,通过前台页面的实时Ajax 请求,对数据库进行查询,并将结果集送给前台页面,前台进行局部数据更新,实现了无刷更新的效果。效果图如图5 所示。

图5 机床状态实时监测图
历史曲线页面实现了对设备状态和设备参数历史曲线的再现显示功能,该页面通过调用曲线绘制逻辑完成曲线的绘制。曲线的绘制分为两种情况,一种是静态绘制,完成用户指定设备状态和参数曲线的一次性绘制。另一种是动态绘制,完成用户指定设备状态和参数曲线的实时绘制。实时绘制功能采用了Jquery 技术,实现曲线实时无刷绘制。效果图如图6 所示。
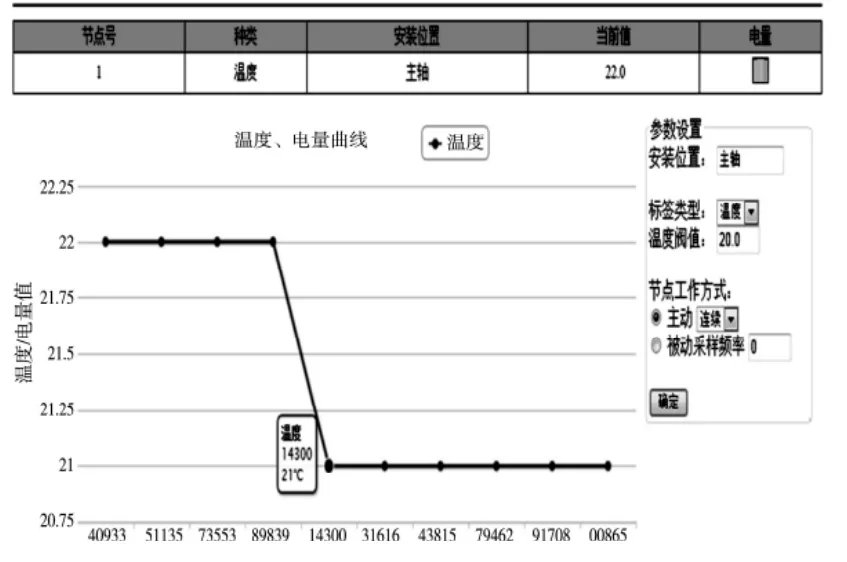
图6 机床状态实时曲线图
设备信息页面完成设备具体信息的显示功能和特定设备的控制功能,该页面通过调用设备信息控制逻辑,完成读写数据库中的设备信息,并将页面对CNC 系统的操作命令发出,然后由设备控制逻辑调用Socket 服务器端通信程序,将控制命令传送给Socket 客户端程序,再送给CNC 系统,完成控制。
用户登录界面实现了用户登录的验证功能,该界面通过调用用户登录验证逻辑,对用户登录的合法性进行校验,并根据用户的权限信息生成用户界面的菜单,实现了用户菜单定制的功能。
5 结论
经过数据的对比,本系统所处理数据的准确性和实时性优于国外厂商提供的远程监测系统,更适合我国市场需求。本系统运行的稳定性、可靠性与C/S 监控系统的对比图如图7 所示。图7 中横轴为运行时间,单位为天,纵轴为响应时间,单位为秒。
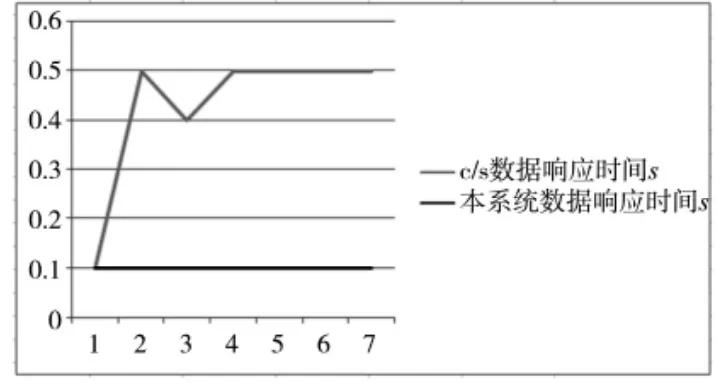
图7 数据响应时间对比图
通过长时间的运行和对比,系统所占资源对比图如图8 所示,图8 中横轴为运行时间,单位为天,纵轴为内存占用大小,单位为M。通过图形数据对比分析本系统在性能上完全优于对比系统。

图8 系统运行所占资源对比图
本系统在设计思想上采用了先进的设计理念,在开发技术上采用了成熟稳定的技术,在调度、运算方法上都经过了科学严密的论证和实验,系统经过严格的测试,所得到的测试数据真实可靠。因此本系统具有很广泛的应用价值和理论研究价值。
[1]张磊. 数控机床故障监测与诊断系统的研究[D]. 山东大学,2012.
[2]赵瑞旺. 基于GPRS 的数控机床监控系统设计[J]. 物联网技术,2011(2):54-57.
[3]郑一麟,林浒,陶耀东,等. 基于SOPC 的数控系统En-Dat2.2 接口的设计与实现[J]. 小型微型计算机系统,2012(6):1377-1380.
[4]王永虹,徐炜,郝立平. STM32 系列ARM Cortex-M3 微控制器原理与实践[M]. 北京:北京航空航天大学出版社,2008.
[5]Michael J.Donahoo,陈宗斌译. TCP/IP Sockets 编程(C 语言实现)(第2 版)[M]. 北京:清华大学出版社,2012.
[6]陈亚辉,缪勇. Struts2 +Spring +Hibernate 框架技术与项目实战[M]. 北京:清华大学出版社,2012.
[7]邓威威. 基于Web 的低成本远程监控网络设计与应用[D]. 浙江大学,2012.
[8]汪小兵. 基于GPRS 的数控机床远程故障监测系统[D].兰州理工大学,2011.
[9]陈锋敏. Ajax 原理与系统开发[M]. 北京:清华大学出版社,2009.
[10]师鸿博. 基于SNMP 协议的Web 监控系统[D]. 南京邮电大学,2011.
