一种新式高效轴承内圈滚道磨床控制系统的研制
2013-12-14朱成华
朱成华
( 成都工业学院,四川成都611730)
目前,成批磨削圆柱滚子轴承和圆锥滚子轴承的内圈道和外圈外圆的磨削工艺是采用两台磨床分别进行粗、精磨削。磨床的控制系统采用继电器进行控制,控制部分体积庞大,响应时间长,且可靠性不高,经常出现故障,磨削工件的功能单一。针对这种情况,在完成机械部分改造的基础上,对磨床控制系统进行了技术改造,将两台磨床的功能集中到一台磨床上,实现粗、精磨一次完成。
1 改进后的轴承内圈滚道磨床的机械结构与功能
改进后的轴承内圈滚道磨床主要由床身、进给手轮、工作台、位置行程挡块、砂轮修正器、托板、磨头和驱动工作台手轮等组成。机床工作台可变速手动和液压无级传动;砂轮架横进给可手动和切入半自动循环;砂轮架可液压快速进退;砂轮半自动修整和自动补偿;头架上装有无心夹具,液压控制的上下料机械手取下加工好的工件,此时无心夹具上磁,将工件夹牢。工件卡盘由电机带动作旋转运动。同时自动量仪的侧爪也由液压控制转进工件内部张开,随时监测轴承内圈的内径。架头除了作旋转运动外,还由液压部分控制作进给运动,即作水平方向的运动。磨架装在工作台上,工作台由液压控制作纵向运动。这种纵向运动也分两种情况:工作台快速进入工件及工作台以磨速作往复运动,当磨削完一个工件之后头架跳出,工作台快速返回。为了保证精磨的质量,砂轮在粗磨后安排一次砂轮修整。此时工作台以修整速度右行,砂轮修整器倒下,工作台以磨削速度左行,让砂轮修整器上的金钢笔修磨砂轮。完毕后修整器抬起,继续精磨。为了提高工件光洁度,在精磨完后还安排一次无进给的光磨,尺寸未到、则进行微量补偿进给。
2 改进后磨床的运行形式及控制要求
磨床共有5 台电动机,砂轮电机是主要运动电机,直接带动砂轮旋转,对工件磨削加工。磨削加工时,由头架和尾架把工件心轴顶紧,头架电机旋动头架带动工件旋转,由于加工工件的直径大小及精磨、粗磨要求的不同,通过调节头架顶头的转速来满足。冷却电动机带动冷却泵供给工件冷却液,同时利用冷却液带走磨下的铁屑。油泵电机供给各部件润滑油。
磨床的控制要求为砂轮电机、冷却泵电机、头架电机、油泵电机都只作单方向旋转;砂轮电动机的旋转运动不要求调速,由一台三相异步电动机拖动即可;电磁吸盘应有吸牢工件的正向励磁,松开工件的断开励磁,以及抵消剩磁,便于取下工件的反方向励磁控制环节;为保证加工精度,使其运行平稳,要供给各部件润滑油;满足加工工件的直径大小、磨削精度的要求、要求头架电机的转速能调节;保护环节应包括各电路的短路保护、电动机过载保护、电磁吸盘不足的零电压保护等;必要的信号指示及照明。
3 磨床控制系统硬件设计
根据工件工艺的要求,控制系统设定了手动、自动、粗磨、精磨、无进给磨削,定时等方案。手动/自动转换,当转换开关旋转至手动状态时,自动不起作用,系统通过操作面板上不同的手动控制按钮来完成各道工序;当转换开关旋转至自动状态时,按下启动信号,PLC 则按预先设计的符合工艺要求的程序运行。粗磨阶段、精磨、无进给磨削阶段:主轴高速运转。选用PLC 对无进给磨削定时进行控制,工件加工时间可根据工艺要求选择不同的磨削时间。PLC 控制系统的I/O 分配如表1 所示。

表1 改进后磨床的PLC 控制系统I/O 分配表
3.1 磨床主电路设计
磨床的主电路如图1 所示。
3.2 磨床PLC 控制电路设计
磨床PLC 控制电路如图2 所示。主电源线经端子接入电箱并通过总开关QS1 及总熔断器供给机床电源,在各项准备工作完成并检查配线可靠无误后,应先接通外部供电电源,然后闭合机床电箱的总电源开关QS1,这时操作台上的电源指示灯应亮。首先按动操作台上的按钮SB3,接触器KM5 吸合,油泵电机M3 起动;供给机床各部件润滑油,然后通过旋钮SA1 选择工作方式即手动半自动。
在方式确定之后,开始装工件。3M2150 装工件时,在头架为停止的状态时,踩压脚踏板,松开工件夹紧装置,装入工件,再松开踏板,这时工件应被夹紧,在头架旋转状态下,脚踏板将不起任何作用。在手动方式下按下SB3,降压起动砂轮电机M1。头架电机M2 可以通过SA4 选择3 种速度,其速度确定后按压SB5 使砂轮架快进并使冷却泵M4 起动。
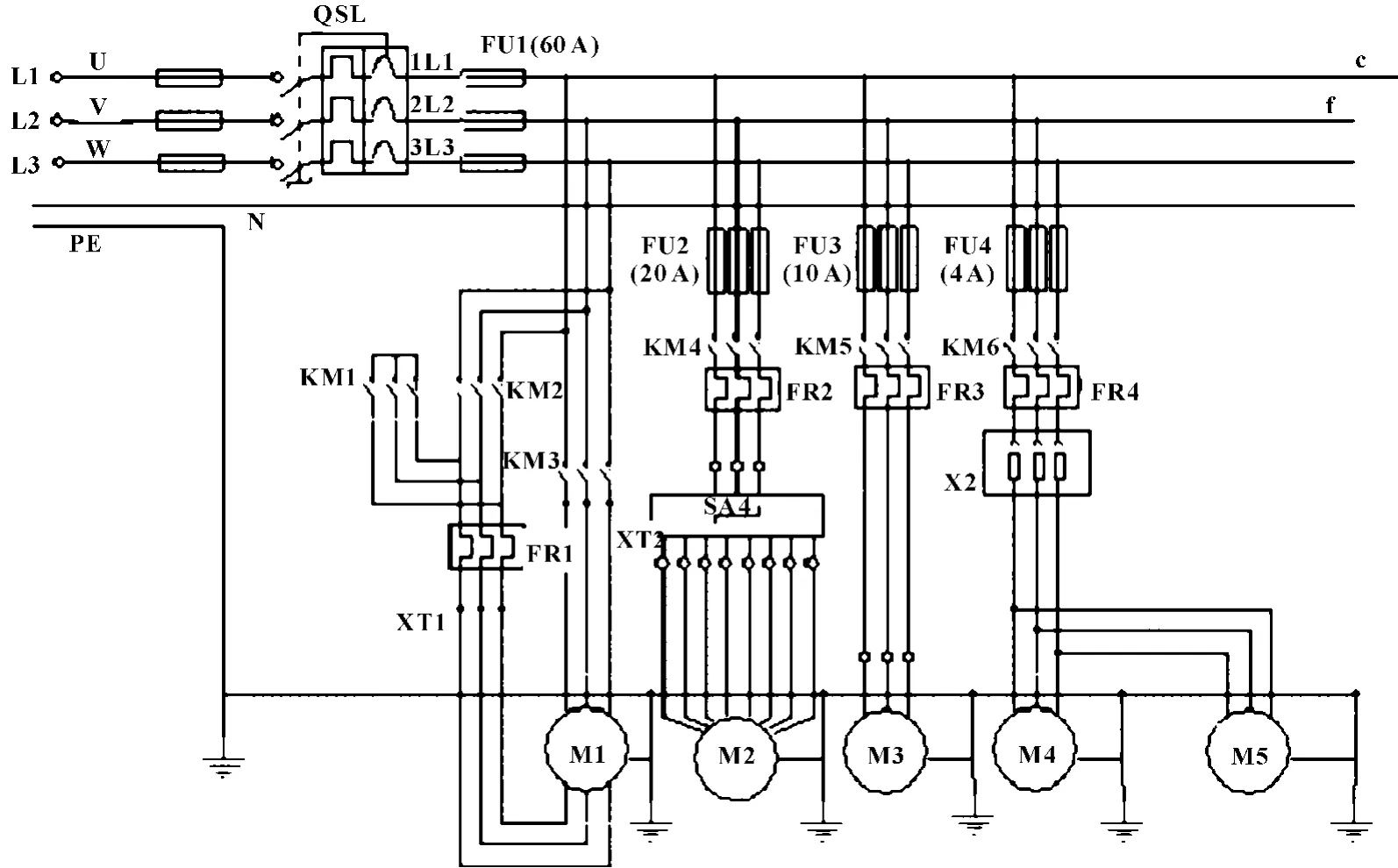
图1 磨床的主电路如图

图2 磨床PLC 控制电路原理图
在手动状态下,即SA1 在调整方式,切入缸进行到底,此时手动摇横进给机构可进行磨削,到尺寸后退手轮按SB4 砂轮架快退,完成一个循环,此时可适当调整SQ1 为半自动磨削做好准备。在半自动方式下首先将SA1 选到半自动位置,切入缸复位,这时按SB14 砂轮可快进,压合SQ1、YV2 和YV3 吸合开始粗磨,挡铁压合SQ2 释放YV3,机床粗磨转精磨,压合SQ3 后,YV2 释放,机床由精磨转无进给磨削。无进给磨削时间可用SA1 来选择。共分三挡:10 s、20 s、30 s;当延迟时间到后,砂轮架快退,切入缸退回直到压合行程开关SQ4 后停止,取下工件,此时为一个半自动循环结束。修整砂轮只有在砂轮架后退位置进行,按下按钮SB10,电磁阀YV5 得电,开始修整,当压合行程开关SQ5 或按下按钮SB9 时,修整结束,修整器退回,在整个修整过程中指示灯HL5 亮,结束后灭。机床在磨削过程中,分别在粗磨阶段、精磨阶段、无进给磨削阶段指示灯HL2、HL3、HL4 分别亮。
3.3 电磁吸盘电路设计
电磁吸盘是固定加工工件的一种夹具,利用通电导体在铁心中产生的磁场吸牢铁磁材料的工件,以便加工。它与机械夹具相比,有夹紧迅速、不伤工件、一次能吸牢多个小工件,以及工件发热后可以自由伸缩等特点。电磁吸盘在磨床上使用十分广泛。保护装置由放电电阻R 和电容C 以及零压继电器KA 组成。R、C 组成放电回路,吸收电磁吸盘YH 线圈断电时产生的自感电动势。零压继电器KA保证了当电源电压不足而使电磁吸盘吸不牢工件时,砂轮电动机和头架电动机停转,以免导致工件被砂轮打出的事故。

图3 电磁吸盘接线图
4 PLC 控制系统的软件系统设计
限于篇幅,只列出磨床机构动作循环,以此作为PLC 梯形图编写思路,磨床动作循环如图4 所示,粗精自动切入工作循环图如图5 所示,对具体梯形图不作赘述。
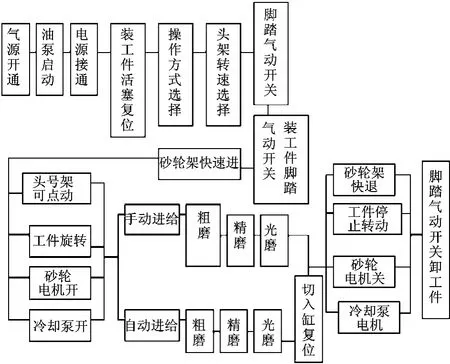
图4 磨床动作循环图
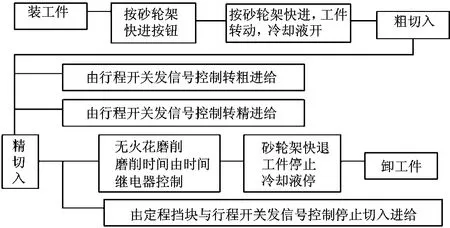
图5 粗精自动转换工作循环图
5 结论
经实际运行,改进后的磨床大大提高了圆柱滚子轴承和圆锥滚子轴承的内圈道和外圈外圆的磨削效率,降低了成本,且实现了手动与自动控制方式选择,操作方便。采用PLC 控制去掉了原磨床的中间继电器,时间继电器等,使线路简化,维修方便,提高了系统的可靠性。
【1】朱成华,许先果,刘拥军,等.基于PLC 的汽车曲轴支承座砂带研磨机的研制[J].制造业自动化,2004(12):3-34.
【2】朱成华,王付军,王飞.颅骨快速柔性无模成型系统的研究[J].机床与液压,2009,37(1):49 -51.
【3】朱成华.三坐标机测量机动态误差与测球半径补偿误差的研究[J].机床与液压,2009,37(4):120 -122.
【4】于松坤,张恕远,纪兆毅,等.螺母拧紧机控制系统的设计[J].机床与液压,2009,37(4):117 -119.
【5】王永章.机床的数字控制技术[M].哈尔滨:哈尔滨大学出版社,1991.
【61】李明哲.特种成形与连接技术[M].北京:高等教育出版社,2005.
【7】杨威.加工自由曲面的机器人砂带研磨系统研究[D].长春:吉林大学,2007.
【8】芮延年,傅戈雁.现代可靠性设计[M].北京:国防工业出版社,2006.
