MATRIX吹瓶机器的电控设备简介
2013-12-10赵杨
赵杨
【摘 要】塑装饮料生产设备技术革新,MATRIX机器应运而生,因为有了更新的设计理念、更高的技术含量和更加关注客户实际感受等特点,使塑装饮料包装行业获得更强大的生命力,为最终的消费者提供绿色优质的塑料瓶装饮品。本文在介绍新型MATRIX机器电控设备的同时,让人们对吹瓶机这种设备有了更进一步的了解。此外,我还总结了本人在进行MATRIX电控柜项目生产过程中遇到的问题。
【关键词】MATRIX;吹瓶机器;电控设备;控制技术
1.MATRIX机器简介
MATRIX机器是经过全面整合各项技术,降低总成本,进一步满足客户需求而设计的。与之前的PET包装生产机器相比(例如之前的吹瓶机器UNIVERSAL),新一代的MATRIX拥有四大杰出优势:
1.1增强生产线灵活性
MATRIX机器是一条可灵活调整的生产线,拥有多达200 种配置,几乎不受限制,可灵活生产从小到大的多种瓶型,可让生产线灵活适应各种饮料的生产需求。由于采用前瞻性设计,就算随着技术的不断进步,也可对系统进行升级,兼容新的技术。
1.2提高生产效率
MATRIX机器的正常连续的运行时间更长,转换速度更快,设备零部件更少且无需润滑处理,显著降低了保养维护的时间,生产线所需的人工操作更少,只需两名操作人员即可实现很好的监控。
1.3改善产品品质
MATRIX机器秉持了干净卫生的生产理念,吹瓶、灌装和旋盖均在安全的环境中进行,确保了更高的食品安全性。并提供了顶级的包装效果。
1.4减少原料消耗
MATRIX机器不仅减少了生产所需的能源、空气、化学制剂和水等原材料,还可加工超轻质的包装瓶,显著提高了成本效益。采用 EC OVEN 技术的新一代吹瓶机可降低45%的能耗,缩短15%的加热时间,也使得包装更轻量化。
2.MATRIX机器吹瓶机电控部分简介
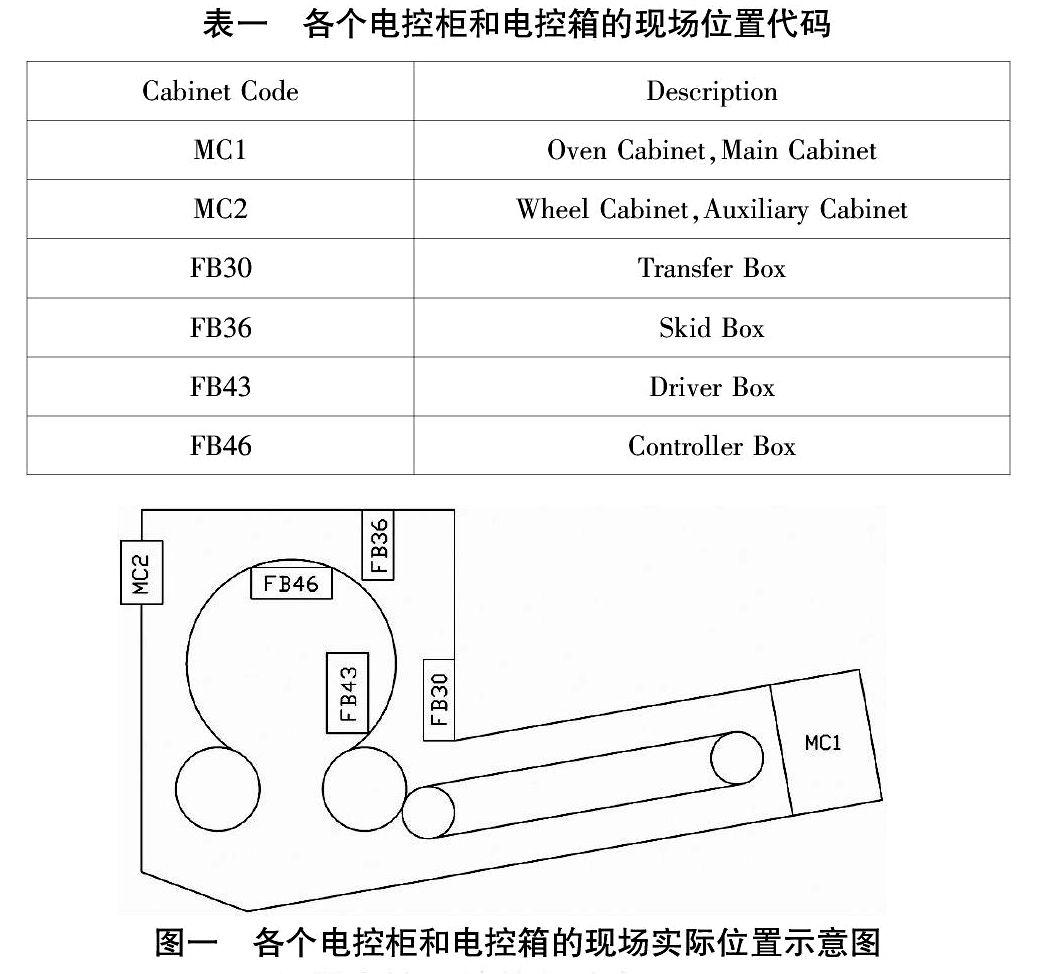
(1)MATRIX机器吹瓶机电控方面的主要组成部分,主要包含以下几个模块:烘炉电控柜(Oven Cabinet)、转环电控柜(Wheel Cabinet)、转环(Wheel)、制动电控箱(Skid Box)、中转电控箱(Transfer Box)。
(2)烘炉电控柜简介:又叫主控制电柜,因为在主控制电柜里面集成了贝加莱X20系列PLC的主站和主要的安全控制回路。MATRIX机器吹瓶机的整个电控部分的外引电源接进此电柜,这个主控制电柜之所以叫烘炉电控柜,是由于它对烘炉的控制,烘炉实现对所有进入吹瓶机器的瓶坯进行加热。此外,主控制电柜还能实现对一些辅助设备进行控制的功能,如对除尘设备等设备的控制。
(3)转环电控柜简介:又叫次控制电柜,次控制电柜里面集成了贝加莱X20系列PLC子站和控制电动机的伺服单元,它与转环的关系十分密切,其中的变频器和伺服单元即是负责对转环旋转的控制,在它的下方底座内还装有一个隔离变压器,电源是从主控制电柜中引来,经过隔离变压器,为次控制电柜提供具有安全电压的电源。
(4)转环:这是吹瓶机上十分重要的单元,最主要的旋转单元,负责将新送进的经过烘炉加热的瓶坯通过模具,在气动系统工作时吹制成瓶。转环上有两个电气控制箱,一个是以B&R;系列的PLC子站为主的控制器电控箱(Controller Box),另一个是以B&R;运动控制系统的伺服单元为主的驱动器电控箱(Drive Box)。根据模具数量的不同,转环的大小也分成几种固定的规格,当模具数量较多时,转环上配备的电气控制箱也会增加,最多可以配置两个驱动器电控箱和两个控制器电控箱。
(5)现场电控箱:制动电控箱和中转电控箱是安装在吹瓶机器的框架上的固定位置的电气控制箱,实现对现场各种电磁阀和传感器的就近连接,通过里面的PLC子站采集现场传感器传来的信号,并对电磁阀和其他执行器进行远程控制。
3.MATRIX机器电控系统的新特点
MATRIX机器的电控系统依然是采用模块化的设计理念,结构紧凑的布局设计。提到了MATRIX机器电控系统的新特点,就需要先简单介绍一下上一代UNIVERSAL机器和中间过渡期的MATRIX OVEN机器的电控系统(UNIVERSAL机器和MATRIX OVEN机器在配置上基本相同,并没有太大的改变),以此方式来看看都有哪些重要的地方发生了变化。
(1)以往机器的的电控系统都是以西门子S7-400系列的PLC为核心,采用西门子的ET200S 和ET200M的子站以及ET200 ECO的分布式I/O进行远程扩展,利用CPU上的PROFIBUS-DP接口,在中继器的帮助下,通过PROFIBUS-DP的现场总线进行工控通讯。而MATRIX机器是采用贝加莱X20系列的PLC为控制核心和X67系列的现场分布式I/O进行远程扩展。贝加莱X67系列的I/O扩展模块的间距可达100米,并且无需中继器,IP67的防护等级和小巧的体积便于它安装在机器的各处,并能在恶劣的条件下保持高性能,并应用Ethernet Powerlink的现场总线方式进行通讯。
(2)以往机器的电动机控制主要采用丹佛斯的变频器直接驱动交流电动机,像对于转环这种比较重要又要求控制精度较高的旋转单元的控制,额外会辅以编码器这种检测元件,从而实现对电动机的精确控制。但是新的MATRIX机器则不同,它在应用丹佛斯变频器的基础上引入了贝加莱的伺服控制单元,对于电动机的控制实现了闭环控制,并通过这些高端的元器件所具备的强大的通讯能力和可编程能力取得同步,实现准确、精确、快速的定位,最终配合伺服电动机使整个吹瓶机器的重要驱动单元都处于精确的控制之下。
(3)以往机器的现场安全控制上,是采用了BTI的门安全开关和安全继电器配合使用,机器上任何一道安全门没有关严,整个安全链路都会处于断开状态,机器就不会运转,并在每一道安全门上集成了触控按钮和急停按钮。以上的安全控制保证了机器在运转过程中周围人的人身安全和方便在许多地方叫停机器的运转。MATRIX机器与以往不同的的是,取消了BTI的安全继电器和门安全开关,应用施迈赛AZM200系列的安全门门锁开关配合贝加莱的数字输入安全模块组成新的安全控制链路。施迈赛AZM200系列的安全门门锁开关的应用,节减了布线的工作量,并且便于安装,可以很好地解决和消除传统安全门开关长时间使用后精度不够而常常需要调整的缺点,简化了日常的维护。
(4)此外,新的MATRIX机器还有许多细节上的变化,再此仅举两个示例加以说明。首先是更加重视了电控设备的散热问题,空调和风扇的用量加大了,像贝加莱的PLC、伺服控制器等元器件还附带了风扇等散热单元。其次是之前的两种机器对于电控箱的引出线都是采用电缆接头的固定形式,MATRIX机器的电控箱上采用了穿线板的新思路,这便利了电缆的引入引出,为安装和维护节省了时间,但紧固度和IP等级不如从前。
4.项目生产过程中也遇到了一些列的问题,概括起来有如下几点
(1)地区差异的原因:新型MATRIX机器的设计是在法国,一些元器件和生产辅料在法国不难买到,但是在国内采购却是个问题,例如设计者选用的一些元器件在中国是没有CCC授权的,又如一些元器件标签和接线端子标牌等生产所用的辅料,在法国是很容易买到的,但是在国内由于使用的很少或暂时找不到合适的供应商,都给我们造成了一定程度上的采购困难,最终这些缺料的解决往往都是靠来中国支持新机型生产的外国朋友飞来中国时将物料随身携带过来的。
(2)BOM错误的原因:MATRIX吹瓶机器的电控部分是一个比较复杂的系统,单单是主要的电气物料的种类就多达近五百种,共四千多个元器件和若干电缆电线。任何一个物料组件的错配、少配和电缆用量的估算错误,最终都会反映到生产环节上来,会有浪费的现象和生产环节才反映出缺料的现象发生,后者还会造成采购的滞后,进而影响工期,甚至造成在生产环节发生物料漏装的质量问题。
(3)技术准备不足:MATRIX机器在法国的生产已经有一年多的时间了,但翻版到中国来时,许多重要的技术规范等还是缺失的,而且收到的技术规范也都是法文的,技术资料的整理上存在较大的问题。我方作为电气供应商,提供重要的电控设备,但却没有受到相关的有价值的培训,这也是技术力量不够的又一重要原因。不过,因为本着以设计理念为先,以产品质量为重的原则,所有遇到的问题,在合作双方的不断努力下都得到了良好的解决。
5.结语
新的技术和更优质的元器件的应用,也给技术人员给出了更高的要求,在扩宽了眼界的同时,也需要不断的追逐、了解和掌握新的知识。随着日后的MATRIX项目的继续运作,我们也将会对MATRIX机器及其应用的技术有更深入的认识,锻炼自身和团队,不断完善,继续进步。 [科]
