触摸屏和PLC在伺服定位控制系统中的应用设计
2013-12-10何云轩
滕 军,朱 宁,何云轩
(江苏省江都水利工程管理处 225200)
0 引言
随着生产规模的不断扩大,公司对电气设备的要求也逐渐提高,所以要求摈弃原有的陈旧设备,去设计另一种更先进的设备方案,从而达到性价比最优的效果,该研究方案就是在这个背景下提出来的。
1 系统的设计方案
系统(见图1)由上位机(触摸屏),可编程控制器,伺服电机及其伺服驱动器等组成,经触摸屏设置系统参数,可编程控制器发出运算控制信号,控制伺服电机。

图1 系统框图
整个系统(见图2)的核心是ASD-A系列交流伺服驱动器的输入、输出信号通过PLC与触摸屏的通信,完成对整个系统的自动控制。PLC通过触摸屏设定的升降参数来确定控制要求,输出信号脉冲到伺服驱动器,驱动伺服电机带动丝杆完成动作。丝杆的准确定位通过伺服系统来实现,要求达到控制精度,误差不超过0.1 μm。
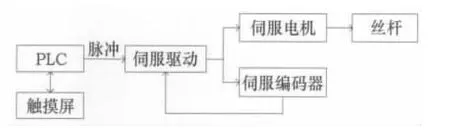
图2 总体设计图
2 系统的硬件设计
2.1 主回路设计
系统采用单相220 V供电,如图3所示。由可编程控制器信号输入输出电路,驱动器及电机电源进线回路构成。

图3 主回路图
2.2 伺服驱动器
选用台达ASD-A系列交流伺服驱动器ASDA0421LA,其主要性能指标:适配电机的额定输出功率为100 W,电源电压为三相220 V,编码器类型为2500P/R,与驱动器配套使用的交流伺服电机为ASMT01L250AK。
输入输出信号连接器CN1有50个端子接口,本次设备所用到的为位置脉冲指令输入(41,43,37,36)和工作电源(17,11,45,47,49)。脉冲指令可使用开集极方式或差动Line driver方式输入,差动Line driver输入方式之最大输入脉冲为500 kpps,开集极方式之最大输入脉冲为200 kpps。
在控制要求中,要求伺服系统准备好后方可启动程序,当伺服SON工作信号为ON时,伺服回路启动,电机线圈激磁。为了使丝杆不超过预设位置运行,设置两个常闭的行程开关来禁止顺传驱动和禁止逆转驱动,同时设置紧急停止功能。CN1外部接线图如图4所示。

图4 CN1通用接口
编码器连接器CN2连接伺服电机检测器的连接器。ASMT系列的电机内附一个2 500 ppr A、B、Z、U、V、W 的编码器。从电源启动时 U+、V+、W+、U-、V-、W-信号即在0.5 sec内以六条线告知驱动器,再下来同样六条线换成 A+、B+、Z+、A-、B-、Z-信号。2 500 ppr A、B 信号进入驱动器后即成为10 000 ppr,再加电源VCC(2条)和地(GND)(2条),编码器连接线共有10条。
2.3 PLC控制模块
选用台达DVP系列可程序逻辑控制器DVP-14ES00T2(输入为8个点,输出为6个点),其核心任务是完成交流伺服驱动器信号的控制。其输入信号为交流伺服驱动器的输出信号,输出信号为交流伺服驱动器的输入信号(如脉冲输入信号,脉冲方向输入信号)。PLC输出端高速计数脉冲到伺服驱动器,从而使伺服电机带动丝杆按照触摸屏设定的位置控制、参数调整。可编程控制器输入端设置的输入量X0,连接接近开关的“-”端,来检测丝杆位置。Y0,Y3作为位置脉冲指令,发出位置脉冲控制伺服驱动器,驱动伺服电机带动丝杆按照触摸屏设定的位置控制、参数调整,见图5。
可编程控制器的Y0及Y3均为位置脉冲指令(输入),其输出端输出脉冲控制伺服驱动,分别接伺服单元的CN1端口41脚和37脚。

图5 PLC与CN1的接线
2.4 人机操作界面
选用台达DOP-A57BSTD人机触摸屏,有与可编程控制器进行通信的RS-485接口。其主要特点为:具有数字键0~9,特殊功能键F1~F6,高亮度LCD显示,性能优于其它同档次产品,具有良好的性价比且维护方便(无需电池)。
选用人机编辑软件Screen Editor来制作人机触摸屏的显示画面。其提供方便好用的模拟功能,可离线模拟与线上模拟。要求控制器必须为支援RS485界面。
3 软件设计方案
前一次的动作完成之后,位置被记录下来(在不断电的情况下),丝杆并不需要恢复到原始位置(原点位置的接近开关),而是等到下次命令时,PLC(通过判断)根据所要达到位置,发出相应的脉冲信号,控制伺服电机,调整(或进或退)丝杆的位置,直到所要求的位置。伺服电机的运动由上位机给出数字量或者模拟量的信号来实现,实现位置控制由上位机给出若干脉冲信号,伺服驱动器根据脉冲信号决定行进的距离,通过使用台达伺服驱动及其伺服电机可以实现上述的一些定位运动。
程序中增加CN3的与控制器的通讯连接,通过改变电子齿轮比的分母改变电子齿轮比的值来改变上升速度和移动距离。执行RS-485通讯便利指令时,所送出指令,当收信端接收后会回传信息,该信息会存储于D1070-D1085,使用者可利用改寄存器的内容,回传数据。
定位程序在执行过程中,要根据设备所要达到的控制精度来通过电子齿轮比的不同设定自动和手动控制的输出脉冲数不同,分别设置适当的脉冲输出频率,使用DPLSY可调速脉冲输出指令完成。
触摸屏上数据的显示程序使用TMR指令,该指令执行时,其所指定的定时器线圈受电,定时器开始计时,当到达所指定的定时值(定时值>=设定值),NO接点闭合,NC接点开路。
RST指令为线圈接通清除指令。整个程序结束前将接通信号清除,能够在原点回归完成时向伺服电机输出清零信号。
4 结语
本系统采用可编程控制器控制伺服电机实现定位系统的定位功能,具有性能稳定,工作可靠,操作简单,调节方便,显示直观等特点。系统定位减小误差,免去了加工尺寸由操作人员用普通钢尺手动测得有效地提高了设备自动化程度,大大地提高了企业的生产效率。
[1]史国生.电气控制与可编程控制器技术[M].北京:化学工业出版社,2004.
[2]胡佑德,普乐生,马东升.伺服系统原理与设计[M].北京:北京理工大学出版社,1993.
[3]王兆安,黄俊.电力电子技术[M].北京:机械工程出版社.
[4]John Van De Vegte.Feedback Control Systems[M].Prentice-Hall Inc.,Englewood Cliffs,1986.
